You might also like
- 3 Manacsa&Tan 2012 Strong Republic SidetrackedDocument41 pages3 Manacsa&Tan 2012 Strong Republic SidetrackedGil Osila JaradalNo ratings yet
- Polity by LaxmikantDocument3 pagesPolity by LaxmikantJk S50% (6)
- 2021 Subsector OutlooksDocument24 pages2021 Subsector OutlooksHungNo ratings yet
- Challenging Cognitive Distortions HealthyPsych - ComDocument1 pageChallenging Cognitive Distortions HealthyPsych - ComLeila MargaridaNo ratings yet
- HMSWeb - Handover Management SystemDocument21 pagesHMSWeb - Handover Management SystemGG GRNo ratings yet
- Well Deliverability Predictions of Gas Flow in GasDocument12 pagesWell Deliverability Predictions of Gas Flow in GasAlwaleed ANo ratings yet
- Journal Pre-Proof: Chemical Engineering Research and DesignDocument25 pagesJournal Pre-Proof: Chemical Engineering Research and Design56962645No ratings yet
- Blasio PDFDocument17 pagesBlasio PDFvaniagiraldiNo ratings yet
- Minerals Engineering: L. Venkatesan, A. Harris, M. GreylingDocument9 pagesMinerals Engineering: L. Venkatesan, A. Harris, M. GreylingKhurelbaatar GanboldNo ratings yet
- 13 - 01 - IJHE (Membrane)Document12 pages13 - 01 - IJHE (Membrane)landaNo ratings yet
- CFD Simulation of An Expanded Granular Sludge Bed (EGSB) Reactor For Biohydrogen ProductionDocument10 pagesCFD Simulation of An Expanded Granular Sludge Bed (EGSB) Reactor For Biohydrogen ProductionGurusangmeshHiremathNo ratings yet
- Analyzing condensate blockage effects in dual-porosity gas condensate reservoirsDocument14 pagesAnalyzing condensate blockage effects in dual-porosity gas condensate reservoirsReza KazemiNo ratings yet
- Olaberinjo2006 CGRDocument10 pagesOlaberinjo2006 CGRAKOGU J. AKPOCHI J.No ratings yet
- KPIM of GasCondensate Productivity - Prediction of Condensate Gas Ratio (CGR) Using Reservoir Volumetric BalanceDocument10 pagesKPIM of GasCondensate Productivity - Prediction of Condensate Gas Ratio (CGR) Using Reservoir Volumetric BalanceIrwan JanuarNo ratings yet
- مقاله پایهDocument8 pagesمقاله پایهkorope8705No ratings yet
- Mass Transfer Study and Modeling of Gas-Liquid Membrane ContactingDocument8 pagesMass Transfer Study and Modeling of Gas-Liquid Membrane Contactingpraveen100% (1)
- ICIPEG2014 KhosraviDocument7 pagesICIPEG2014 KhosraviABYNo ratings yet
- Preprints201609 0007 v1Document14 pagesPreprints201609 0007 v1Medardo TorresNo ratings yet
- Hydraulic Flow Units For Reservoir CharacterizatioDocument9 pagesHydraulic Flow Units For Reservoir CharacterizatioReda Abdel AzimNo ratings yet
- SPE 122594 Well Test Analysis in Naturally Fractured Gas Condensate Reservoirs Below Dew Point PressureDocument16 pagesSPE 122594 Well Test Analysis in Naturally Fractured Gas Condensate Reservoirs Below Dew Point PressureGabriel EduardoNo ratings yet
- 1 s2.0 S0360319910019166 MainDocument8 pages1 s2.0 S0360319910019166 MainOlukayode Niyi EzekielNo ratings yet
- 2021 A Dynamic Framework For A Three Phase Hybrid Flotation ColumnDocument17 pages2021 A Dynamic Framework For A Three Phase Hybrid Flotation Columnjorge5150No ratings yet
- Chemical Engineering and Processing: Process IntensificationDocument11 pagesChemical Engineering and Processing: Process IntensificationIsaac Farfan CondorNo ratings yet
- Black PowderDocument9 pagesBlack PowderPervaiz RizviNo ratings yet
- Gas-Oil Relative Permability, Experimental and CorrelationDocument15 pagesGas-Oil Relative Permability, Experimental and CorrelationDamir986No ratings yet
- Scaling Considerations For Circulating Fluidized Bed Risers, Patience Et Al. 1992Document7 pagesScaling Considerations For Circulating Fluidized Bed Risers, Patience Et Al. 1992Enivaldo BarbosaNo ratings yet
- Processes 07 00524 v2Document16 pagesProcesses 07 00524 v2ounassNo ratings yet
- SPE 182 - Robust Chemical EOR Modelling From Coreflood To Full Field Scale in A Brown Field, Offshore-Ghadami2016Document19 pagesSPE 182 - Robust Chemical EOR Modelling From Coreflood To Full Field Scale in A Brown Field, Offshore-Ghadami2016Elizabeth CanoNo ratings yet
- Experimental Measurements of Bubble Convection Models in Two-PhaseDocument9 pagesExperimental Measurements of Bubble Convection Models in Two-PhaseStephany CamacaroNo ratings yet
- Zhao 2017Document29 pagesZhao 2017Ap OnNo ratings yet
- PETSOC-99-08-DA Performance Prediction in Gas Condensate ResDocument5 pagesPETSOC-99-08-DA Performance Prediction in Gas Condensate ResMiguel Angel GonzalesNo ratings yet
- 1 s2.0 S0376738812000774 Main PDFDocument15 pages1 s2.0 S0376738812000774 Main PDFarun aryaNo ratings yet
- Chemical Engineering ScienceDocument7 pagesChemical Engineering ScienceVishakha GaurNo ratings yet
- Modeling of Shale Gas Transport in Multi-Scale ComDocument17 pagesModeling of Shale Gas Transport in Multi-Scale ComDivine Oghosa BazuayeNo ratings yet
- Simulation of Effective Fracture Length of Prepad Acid Fracturing Considering Multiple Leak-Off EffectDocument7 pagesSimulation of Effective Fracture Length of Prepad Acid Fracturing Considering Multiple Leak-Off EffectarispriyatmonoNo ratings yet
- Compositional Modeling of Three Phase Flow With Gravity Using Higher Order Finite Element MethodsDocument26 pagesCompositional Modeling of Three Phase Flow With Gravity Using Higher Order Finite Element MethodsAna Carolina LoyolaNo ratings yet
- SPE 167711 - Numerical - Simulation - of - Low - PermeabilityDocument30 pagesSPE 167711 - Numerical - Simulation - of - Low - PermeabilityPedroNo ratings yet
- Processes 10 00429 v2Document15 pagesProcesses 10 00429 v2souliesNo ratings yet
- Powder Technology: Taishan Liu, Yanfeng Li, Shengrong He, Peng Chen, Zhengyong LiDocument12 pagesPowder Technology: Taishan Liu, Yanfeng Li, Shengrong He, Peng Chen, Zhengyong LirajuvadlakondaNo ratings yet
- CFD Modeling of Three-Phase Flotation Column Incorporating A Population Balance ModelDocument5 pagesCFD Modeling of Three-Phase Flotation Column Incorporating A Population Balance ModelrajuvadlakondaNo ratings yet
- Design of Gas Induction Reactors PDFDocument32 pagesDesign of Gas Induction Reactors PDFRavindra V. LakhapatiNo ratings yet
- 1 s2.0 S0304389420320847 MainDocument9 pages1 s2.0 S0304389420320847 MainclaudiacarranzafNo ratings yet
- Understanding The Effects Small Scale Heterogeneity On Buoyancy - 2017 - EnergyDocument7 pagesUnderstanding The Effects Small Scale Heterogeneity On Buoyancy - 2017 - EnergyBruno PinaNo ratings yet
- Gas ReleaseDocument7 pagesGas ReleaseAprilia MandakaNo ratings yet
- CFD model of a Hydrocyclone for erosion analysisDocument14 pagesCFD model of a Hydrocyclone for erosion analysisMohsen AghaeiNo ratings yet
- Study of Mass Transfer Correlations For Intensified Absorbers in Post-Combustion CO Capture Based On Chemical AbsorptionDocument7 pagesStudy of Mass Transfer Correlations For Intensified Absorbers in Post-Combustion CO Capture Based On Chemical AbsorptionSolehah OmarNo ratings yet
- A Comparative Study On Hydrodynamics of PDFDocument25 pagesA Comparative Study On Hydrodynamics of PDFMukthiyar AhmedNo ratings yet
- Li and Xu, 2016Document26 pagesLi and Xu, 2016Des MshenguNo ratings yet
- Chapter-20 (Aftab Mahesr-Majeed Shar-Khalil Memon-Hafeez Memon-AQ Tunio)Document9 pagesChapter-20 (Aftab Mahesr-Majeed Shar-Khalil Memon-Hafeez Memon-AQ Tunio)Antonio SilvaNo ratings yet
- SPE-169004-MS Understanding Shale Performance: Performance Analysis Workflow With Analytical Models in Eagle Ford Shale PlayDocument15 pagesSPE-169004-MS Understanding Shale Performance: Performance Analysis Workflow With Analytical Models in Eagle Ford Shale Playtomk2220No ratings yet
- J.hydromet.2007.07.016Document10 pagesJ.hydromet.2007.07.016Apri LioNo ratings yet
- Dissolved Air Otation Model For Drinking Water Treatment: Canadian Journal of Civil Engineering February 2011Document11 pagesDissolved Air Otation Model For Drinking Water Treatment: Canadian Journal of Civil Engineering February 2011andrei_bertea7771No ratings yet
- Impo1 14Document20 pagesImpo1 14mouhcine maouhoubNo ratings yet
- Velocity Variation Effect in Fixed Bed Columns: A Case Study of CO2 Capture Using Porous Solid AdsorbentDocument9 pagesVelocity Variation Effect in Fixed Bed Columns: A Case Study of CO2 Capture Using Porous Solid AdsorbentIgor DejanovicNo ratings yet
- 1 s2.0 S1877705813004967 MainDocument8 pages1 s2.0 S1877705813004967 Mainmanojsalunke201082No ratings yet
- Climent 2019Document16 pagesCliment 2019Eduard Moliné RoviraNo ratings yet
- Distributor - Trickle Bed ReactorDocument19 pagesDistributor - Trickle Bed ReactorGajendra Meghwal100% (1)
- Surface & Coatings Technology: Jianzhong Lin, Lijuan Qian, Hongbin Xiong, Tat Leung ChanDocument8 pagesSurface & Coatings Technology: Jianzhong Lin, Lijuan Qian, Hongbin Xiong, Tat Leung ChanEmilio HipolaNo ratings yet
- PC 3 2018 Hasanvand 15cor11Document9 pagesPC 3 2018 Hasanvand 15cor11YerkinNo ratings yet
- Modeling of Transient Cuttings TransportDocument11 pagesModeling of Transient Cuttings Transportmohamadi42No ratings yet
- Computational Analysis of Erosion Wear Rate by Multiphase Flow in Optimum Bend Ratio of PipelineDocument8 pagesComputational Analysis of Erosion Wear Rate by Multiphase Flow in Optimum Bend Ratio of PipelineIJRASETPublicationsNo ratings yet
- 1 s2.0 S0263876217304732 MainDocument16 pages1 s2.0 S0263876217304732 MainDominique Martins SalaNo ratings yet
- Spe 172232 PDFDocument16 pagesSpe 172232 PDFJhurguen Guzman CorralesNo ratings yet
- Two-phase fluid flow in perforated reservoirsDocument11 pagesTwo-phase fluid flow in perforated reservoirsNkengafac Armstrong menjuaNo ratings yet
- Confined Fluid Phase Behavior and CO2 Sequestration in Shale ReservoirsFrom EverandConfined Fluid Phase Behavior and CO2 Sequestration in Shale ReservoirsNo ratings yet
- Mixing - 29-11-2020 5.23.21Document8 pagesMixing - 29-11-2020 5.23.21rajuvadlakondaNo ratings yet
- Online Short-Term Course On: National Institute of Technology WarangalDocument1 pageOnline Short-Term Course On: National Institute of Technology WarangalrajuvadlakondaNo ratings yet
- Fluidization of Forest Biomass-Sand Mixtures: Experimental Evaluation of Minimum Fluidization Velocity and CFD ModelingDocument14 pagesFluidization of Forest Biomass-Sand Mixtures: Experimental Evaluation of Minimum Fluidization Velocity and CFD ModelingrajuvadlakondaNo ratings yet
- Hydrodynamic Study of A Downwards Concurrent Bubble ColumnDocument143 pagesHydrodynamic Study of A Downwards Concurrent Bubble ColumnrajuvadlakondaNo ratings yet
- Process Measurements in Flotation Columns Using Electrical ConductivityDocument308 pagesProcess Measurements in Flotation Columns Using Electrical ConductivityrajuvadlakondaNo ratings yet
- Measuring Fluid Flow with LDVDocument38 pagesMeasuring Fluid Flow with LDVrajuvadlakondaNo ratings yet
- Medical Certificate FormatDocument1 pageMedical Certificate FormatdevaismynameNo ratings yet
- Notes on Transport Phenomena InsightsDocument184 pagesNotes on Transport Phenomena InsightsrajuvadlakondaNo ratings yet
- Project Staff Stipend FormDocument1 pageProject Staff Stipend FormrajuvadlakondaNo ratings yet
- Notes on Transport Phenomena InsightsDocument184 pagesNotes on Transport Phenomena InsightsrajuvadlakondaNo ratings yet
- CFD Modeling of Three-Phase Flotation Column Incorporating A Population Balance ModelDocument5 pagesCFD Modeling of Three-Phase Flotation Column Incorporating A Population Balance ModelrajuvadlakondaNo ratings yet
- Laser-Doppler Measurements of Turbulent-Flow Parameters in A Stirred MixerDocument15 pagesLaser-Doppler Measurements of Turbulent-Flow Parameters in A Stirred MixerLuís Guilherme Souza ParreirasNo ratings yet
- Cjce 20417Document11 pagesCjce 20417rajuvadlakondaNo ratings yet
- Laser-Doppler Measurements of Turbulent-Flow Parameters in A Stirred MixerDocument15 pagesLaser-Doppler Measurements of Turbulent-Flow Parameters in A Stirred MixerLuís Guilherme Souza ParreirasNo ratings yet
- Gomez & FinchDocument1 pageGomez & FinchrajuvadlakondaNo ratings yet
- International Journal of Mining Science and Technology: A.R. Sarhan, J. Naser, G. BrooksDocument9 pagesInternational Journal of Mining Science and Technology: A.R. Sarhan, J. Naser, G. BrooksrajuvadlakondaNo ratings yet
- Project Staff Stipend FormDocument1 pageProject Staff Stipend FormrajuvadlakondaNo ratings yet
- CFD FlotationDocument11 pagesCFD Flotationlrodriguez_892566No ratings yet
- Vidia SagarDocument510 pagesVidia SagarPawan RathiNo ratings yet
- Theoretical Model for Drop and Bubble Breakup Rates in Turbulent DispersionsDocument9 pagesTheoretical Model for Drop and Bubble Breakup Rates in Turbulent DispersionsrajuvadlakondaNo ratings yet
- Chemical Engineering Journal: SciencedirectDocument15 pagesChemical Engineering Journal: SciencedirectrajuvadlakondaNo ratings yet
- Linear Systems Chapter AnalysisDocument44 pagesLinear Systems Chapter AnalysisrajuvadlakondaNo ratings yet
- Grey-Box Modelling and Control of Chemical Processes: Qiang Xiong, Arthur JutanDocument13 pagesGrey-Box Modelling and Control of Chemical Processes: Qiang Xiong, Arthur JutanrajuvadlakondaNo ratings yet
- ChemEngineering 02 00013 v2Document80 pagesChemEngineering 02 00013 v2rajuvadlakondaNo ratings yet
- Experimental Effects of Liquid Height on Gas HoldupDocument8 pagesExperimental Effects of Liquid Height on Gas HolduprajuvadlakondaNo ratings yet
- Development and Validation of Grey-Box'' Models For Refrigeration Applications: A Review of Key ConceptsDocument16 pagesDevelopment and Validation of Grey-Box'' Models For Refrigeration Applications: A Review of Key ConceptsrajuvadlakondaNo ratings yet
- Viscosity Analysis of Indian Origin Coal by Using Factsage at Different TemperaturesDocument8 pagesViscosity Analysis of Indian Origin Coal by Using Factsage at Different TemperaturesrajuvadlakondaNo ratings yet
- Duplex House Plan 28 X 50Document2 pagesDuplex House Plan 28 X 50rajuvadlakondaNo ratings yet
- Advertisement For Assistant ProfessorDocument5 pagesAdvertisement For Assistant ProfessorrajuvadlakondaNo ratings yet
- Chemical Engineering Journal: R. Trivedi, T. Renganathan, K. KrishnaiahDocument15 pagesChemical Engineering Journal: R. Trivedi, T. Renganathan, K. KrishnaiahrajuvadlakondaNo ratings yet
- Water Supply Improvement SchemeDocument110 pagesWater Supply Improvement SchemeLeilani JohnsonNo ratings yet
- 20-Sdms-02 (Overhead Line Accessories) Rev01Document15 pages20-Sdms-02 (Overhead Line Accessories) Rev01Haytham BafoNo ratings yet
- Mechanical Engineering Semester SchemeDocument35 pagesMechanical Engineering Semester Schemesantvan jagtapNo ratings yet
- Demethanizer OperationDocument6 pagesDemethanizer OperationHoustonAbducteeNo ratings yet
- TM 9-1651 Data Transmission System m3, January 1942Document78 pagesTM 9-1651 Data Transmission System m3, January 1942Advocate100% (1)
- Internship Projects: Rotor Shaft Analysis and DesignDocument19 pagesInternship Projects: Rotor Shaft Analysis and DesignSanjay IraniNo ratings yet
- Petition For ReviewDocument18 pagesPetition For ReviewJay ArNo ratings yet
- AOC AW INSP 010 Rev04 AOC Base Inspection ChecklistDocument6 pagesAOC AW INSP 010 Rev04 AOC Base Inspection ChecklistAddisuNo ratings yet
- Tutorial MagIC Net 2.XDocument99 pagesTutorial MagIC Net 2.XJuan Diego Aznar Fernández100% (1)
- FINAL Exam - Answer SheetDocument1 pageFINAL Exam - Answer SheetViggo VillanuevaNo ratings yet
- Copyblogger Content Marketing Research 2 PDFDocument44 pagesCopyblogger Content Marketing Research 2 PDFvonnig100% (1)
- IsotopesDocument35 pagesIsotopesAddisu Amare Zena 18BML0104No ratings yet
- Excerpt: "Railroaded" by Richard WhiteDocument38 pagesExcerpt: "Railroaded" by Richard Whitewamu885No ratings yet
- EIE Resume FormatDocument1 pageEIE Resume FormatRakesh MandalNo ratings yet
- How To Recover An XP Encrypted FileDocument2 pagesHow To Recover An XP Encrypted FileratnajitorgNo ratings yet
- Incidentrequest Closed Monthly JunDocument250 pagesIncidentrequest Closed Monthly Junأحمد أبوعرفهNo ratings yet
- The Beatles Album Back CoverDocument1 pageThe Beatles Album Back CoverSophia AvraamNo ratings yet
- Menomonee Falls Express News 091413Document32 pagesMenomonee Falls Express News 091413Hometown Publications - Express NewsNo ratings yet
- 12.CEH Module 3 Assignment 3.1Document7 pages12.CEH Module 3 Assignment 3.1piyuhNo ratings yet
- Huawei Tecal RH2288 V2 Server Compatibility List PDFDocument30 pagesHuawei Tecal RH2288 V2 Server Compatibility List PDFMenganoFulanoNo ratings yet
- 10 Steps To Dream Building: - A Publication of Center My CenterDocument19 pages10 Steps To Dream Building: - A Publication of Center My CenterRamalakshmi100% (2)
- Chapter 4 Earth WorkDocument39 pagesChapter 4 Earth WorkYitbarek BayieseNo ratings yet
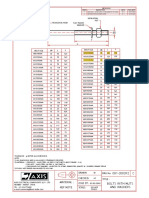
- Material: Ref Note: Rev # Description Appv. Rev DateDocument1 pageMaterial: Ref Note: Rev # Description Appv. Rev DateNimish TaterhNo ratings yet
- Coordination in Distributed Agile Software Development: A Systematic ReviewDocument12 pagesCoordination in Distributed Agile Software Development: A Systematic ReviewAbdul Shakoor sabirNo ratings yet