You might also like
- IMOA Shop Sheet 105Document2 pagesIMOA Shop Sheet 105liamcsNo ratings yet
- Avesta 2205 VDX Ac DCDocument1 pageAvesta 2205 VDX Ac DCpipedown456No ratings yet
- Ch-19 Gas Welding, Gas Cutting & Arc WeldingDocument30 pagesCh-19 Gas Welding, Gas Cutting & Arc WeldingJAYANT KUMARNo ratings yet
- With The Knowledge of Now Error-Free in The Future-1Document5 pagesWith The Knowledge of Now Error-Free in The Future-1apNo ratings yet
- Avesta 2205 AC DCDocument1 pageAvesta 2205 AC DCpipedown456No ratings yet
- WeldingDocument80 pagesWeldingssukhmeet551No ratings yet
- Guidelines For Hard Facing Onto SteelsDocument7 pagesGuidelines For Hard Facing Onto SteelsmohamedfirozNo ratings yet
- Alloy Steels: Table 4.2 Typical Mechanical Properties of Some Commercial Steels at Room TemperatureDocument2 pagesAlloy Steels: Table 4.2 Typical Mechanical Properties of Some Commercial Steels at Room TemperatureBharathi SrinivasanNo ratings yet
- Basics of WeldingDocument70 pagesBasics of Weldingamit kumarNo ratings yet
- Arc Welding Equipment and ProcessesDocument40 pagesArc Welding Equipment and Processesali100% (1)
- Material - (1 4462)Document2 pagesMaterial - (1 4462)Ashutosh PathakNo ratings yet
- Stainless Steel Welding: A Subramanian/Lecturer/AWTI/ICFDocument62 pagesStainless Steel Welding: A Subramanian/Lecturer/AWTI/ICFaravindanNo ratings yet
- Aalco Metals LTD Stainless Steel ASTM A815 S31803 261Document2 pagesAalco Metals LTD Stainless Steel ASTM A815 S31803 261Irvin PajueloNo ratings yet
- Welding TrainingDocument87 pagesWelding Trainingeswar100% (1)
- Stainless Steel ASTM A815 S31803: Specifications Alloy DesignationsDocument2 pagesStainless Steel ASTM A815 S31803: Specifications Alloy Designationsallouche_abdNo ratings yet
- 253 MA-NF AC/DC: Covered ElectrodesDocument1 page253 MA-NF AC/DC: Covered ElectrodesElMacheteDelHuesoNo ratings yet
- Thermanit X Stick Electrode for Stainless Steel WeldingDocument2 pagesThermanit X Stick Electrode for Stainless Steel WeldingMadhusudan YeoleNo ratings yet
- Advanced Welding TechnologyDocument60 pagesAdvanced Welding TechnologySwati AgarwalNo ratings yet
- L1 - 12937 - en - Thermanit 25 22 H - Marathon 104 - ENDocument1 pageL1 - 12937 - en - Thermanit 25 22 H - Marathon 104 - ENkamals55No ratings yet
- Welding: Welding Types, Definitions, Use & LimitationsDocument27 pagesWelding: Welding Types, Definitions, Use & LimitationsAnonymous w6TIxI0G8lNo ratings yet
- RM01 - Arc Weld ProcessesDocument53 pagesRM01 - Arc Weld ProcessesAnonymous cgcKzFtXNo ratings yet
- Welding Fume Hazards and Prevention Focus on Manganese and ChromiumDocument28 pagesWelding Fume Hazards and Prevention Focus on Manganese and ChromiumSavio MarquesNo ratings yet
- ShajuDocument49 pagesShajuArunprasad MurugesanNo ratings yet
- Weldability of Stainless SteelDocument29 pagesWeldability of Stainless SteelEr Mishal GandhiNo ratings yet
- SmawDocument14 pagesSmawali_halimeNo ratings yet
- Lattice Truss ConfigrationDocument12 pagesLattice Truss ConfigrationALFA ENGINEERINGNo ratings yet
- Table A3 Typical Storage and Drying Conditions For Covered Arc Welding ElectrodesDocument1 pageTable A3 Typical Storage and Drying Conditions For Covered Arc Welding Electrodesravi00098No ratings yet
- Analysis of Tig Welding Weldment and Defect Identification Using Non Destructive Testing NDTDocument48 pagesAnalysis of Tig Welding Weldment and Defect Identification Using Non Destructive Testing NDTRebecca KelleyNo ratings yet
- Barry Robinson SAFE Presentation 2Document22 pagesBarry Robinson SAFE Presentation 2mmairaalvarado90No ratings yet
- Guide to basic welding techniquesDocument7 pagesGuide to basic welding techniquesJaveed A. KhanNo ratings yet
- Plasma Nitriding Process - DataDocument11 pagesPlasma Nitriding Process - Datayadu kumar singhNo ratings yet
- TGN PE 01 Hardness Testing of WeldsDocument7 pagesTGN PE 01 Hardness Testing of WeldsadelNo ratings yet
- WELDING PresentationDocument25 pagesWELDING PresentationSuresha Bhoja NaikNo ratings yet
- ASTM Welding Tips A410 To A643Document20 pagesASTM Welding Tips A410 To A643MARIO HUAMANNo ratings yet
- TGN-PE-01 Hardness Testing of Welds PDFDocument6 pagesTGN-PE-01 Hardness Testing of Welds PDFTeoTyJayNo ratings yet
- Duplex WeldingDocument4 pagesDuplex WeldingVishal Sparkle QE3100% (1)
- Cladding PDFDocument6 pagesCladding PDFlibid_rajNo ratings yet
- Lecture 21: GTAG Welding: Fundamental of Welding Science and TechnologyDocument24 pagesLecture 21: GTAG Welding: Fundamental of Welding Science and TechnologyNavneet KumarNo ratings yet
- Stainless Steel 1.4462 Sheet & PlateDocument3 pagesStainless Steel 1.4462 Sheet & PlatePaulNo ratings yet
- Hardness Test of WeldsDocument4 pagesHardness Test of Weldsjose_sebastian_2No ratings yet
- Documents - Pub - Advanced Welding TechnologyDocument60 pagesDocuments - Pub - Advanced Welding TechnologybalamuruganNo ratings yet
- Meusburger Material ReportDocument40 pagesMeusburger Material ReportvenothNo ratings yet
- Welding Product Programme: Duplex and Super Duplex Stainless SteelDocument6 pagesWelding Product Programme: Duplex and Super Duplex Stainless SteelFERNANDO MIRANDANo ratings yet
- Acero MadridDocument46 pagesAcero MadridviyfNo ratings yet
- Sheet Metal Welding-Tips PDFDocument5 pagesSheet Metal Welding-Tips PDFMphilipTNo ratings yet
- MPR-unit-V D.B.Patil NDocument14 pagesMPR-unit-V D.B.Patil NSakshi SalunkheNo ratings yet
- Welding Heat TreatmentDocument33 pagesWelding Heat TreatmentWan HafiyNo ratings yet
- Everything You Need to Know About Duplex Stainless SteelsDocument4 pagesEverything You Need to Know About Duplex Stainless SteelsAndy PhoenixNo ratings yet
- Ultimate Guide To Cast Iron WeldingDocument16 pagesUltimate Guide To Cast Iron WeldingMohamedNo ratings yet
- Acero para BarcosDocument39 pagesAcero para BarcosviyfNo ratings yet
- Welding MidsemDocument100 pagesWelding Midsemamit kumarNo ratings yet
- S31803Document2 pagesS31803Elliott RussellNo ratings yet
- Essential Guide to Welding Processes, Inspection & StandardsDocument52 pagesEssential Guide to Welding Processes, Inspection & StandardsKaung Htet Cho100% (1)
- TWI Article On Super Duplex Welding - 1Document4 pagesTWI Article On Super Duplex Welding - 1kapsarcNo ratings yet
- Wire Thermanit CSiDocument1 pageWire Thermanit CSiviphemantNo ratings yet
- Castro 2011Document1 pageCastro 2011Armando Lujan VelazquezNo ratings yet
- Handbook of Structural Welding: Processes, Materials and Methods Used in the Welding of Major Structures, Pipelines and Process PlantFrom EverandHandbook of Structural Welding: Processes, Materials and Methods Used in the Welding of Major Structures, Pipelines and Process PlantRating: 3.5 out of 5 stars3.5/5 (3)
- IO - 20190107 - ABB MV Switchgear 36kV - Installation and Operating Instructions - V20 - ENDocument24 pagesIO - 20190107 - ABB MV Switchgear 36kV - Installation and Operating Instructions - V20 - ENFranco MolinaNo ratings yet
- Technical Report Documentation PageDocument176 pagesTechnical Report Documentation Pagepacotao123No ratings yet
- Basic Principle of Semiconductor DiodesDocument5 pagesBasic Principle of Semiconductor DiodessatishasdNo ratings yet
- Economics Thesis by SlidesgoDocument36 pagesEconomics Thesis by SlidesgoPutri Aini ZahraNo ratings yet
- Suite Popular Brasileira: 5. Shorinho Heitor Villa-LobosDocument4 pagesSuite Popular Brasileira: 5. Shorinho Heitor Villa-Loboshuong trinhNo ratings yet
- SM 6Document116 pagesSM 6陳偉泓No ratings yet
- Right To Self OrganizationDocument7 pagesRight To Self OrganizationSALMAN JOHAYRNo ratings yet
- A Guide To The Automation Body of Knowledge, 2nd EditionDocument8 pagesA Guide To The Automation Body of Knowledge, 2nd EditionTito Livio0% (9)
- Artificial Intelligence and Applications: Anuj Gupta, Ankur BhadauriaDocument8 pagesArtificial Intelligence and Applications: Anuj Gupta, Ankur BhadauriaAnuj GuptaNo ratings yet
- Vashi Creek Water Quality NaviMumbaiDocument27 pagesVashi Creek Water Quality NaviMumbairanucNo ratings yet
- Problem 4. Markov Chains (Initial State Multiplication)Document7 pagesProblem 4. Markov Chains (Initial State Multiplication)Karina Salazar NuñezNo ratings yet
- Cape Notes Unit 2 Module 2 Content 1 2Document13 pagesCape Notes Unit 2 Module 2 Content 1 2Jay B GayleNo ratings yet
- Managing Digital Transformations - 1Document105 pagesManaging Digital Transformations - 1RamyaNo ratings yet
- Project - PPT 5 ImplementationDocument39 pagesProject - PPT 5 ImplementationBirhanu AbrhaNo ratings yet
- Assessment E - Contract - LaundryDocument5 pagesAssessment E - Contract - LaundrySiddhartha BhusalNo ratings yet
- Reviewer MathDocument261 pagesReviewer MathMac Jayson DiazNo ratings yet
- ReactJS Tutorial From ScratchDocument4 pagesReactJS Tutorial From ScratchMuhammadimran AliNo ratings yet
- Computer Systems Servicing NC II CGDocument238 pagesComputer Systems Servicing NC II CGRickyJeciel100% (2)
- p70s & p70Rs Installation and Operation InstructionsDocument124 pagesp70s & p70Rs Installation and Operation InstructionsMASPOR GTNo ratings yet
- Dissertation Bowden PDFDocument98 pagesDissertation Bowden PDFmostafaNo ratings yet
- Chapter 6 Game Theory TwoDocument9 pagesChapter 6 Game Theory TwoMextli BarritaNo ratings yet
- Members 24 AprilDocument356 pagesMembers 24 Aprilpriyanka chaurasia100% (1)
- Ease Us Fix ToolDocument7 pagesEase Us Fix ToolGregorio TironaNo ratings yet
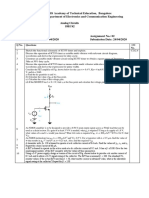
- JSS Academy of Technical Education, Bangalore Department of Electronics and Communication Engineering Analog Circuits AssignmentDocument2 pagesJSS Academy of Technical Education, Bangalore Department of Electronics and Communication Engineering Analog Circuits AssignmentSamarth SamaNo ratings yet
- CasaGrande BrochureDocument23 pagesCasaGrande BrochuresubbuNo ratings yet
- RAD ETX-204A Carrier Ethernet Demarcation Device Data SheetDocument8 pagesRAD ETX-204A Carrier Ethernet Demarcation Device Data SheetjalopiimaeNo ratings yet
- Vehicle T-Atv1200 Mil Specs 2015 Tech DescrDocument22 pagesVehicle T-Atv1200 Mil Specs 2015 Tech DescrpeiyingongNo ratings yet
- Staff Augmentation Agreement FormDocument11 pagesStaff Augmentation Agreement FormNijo JosephNo ratings yet
- Growth of Luxury Market & Products in IndiaDocument60 pagesGrowth of Luxury Market & Products in IndiaMohammed Yunus100% (2)
- Mega Trends Driving Transformation in the Indian Education SectorDocument62 pagesMega Trends Driving Transformation in the Indian Education SectorSakshi SodhiNo ratings yet