You might also like
- Thermanit 308 Mo 1SE3A00G 3407112 ENDocument1 pageThermanit 308 Mo 1SE3A00G 3407112 ENbrayanNo ratings yet
- L1 12981 en Thermanit 25 22 H 2SDBA01E 3205884 EN 1612524259 SmallDocument1 pageL1 12981 en Thermanit 25 22 H 2SDBA01E 3205884 EN 1612524259 Smallkamals55No ratings yet
- MMA Electrodes for Welding Stainless Steels AISI 321 and AISI 347Document1 pageMMA Electrodes for Welding Stainless Steels AISI 321 and AISI 347Gogo PNo ratings yet
- KST 309LDocument1 pageKST 309LTharman SupramaniamNo ratings yet
- 02112015000000B_Boehler FOX EASN 25 M_ceDocument1 page02112015000000B_Boehler FOX EASN 25 M_ceABNo ratings yet
- L1 34410 en Avesta 309 AC DC 2SE6A22E 3383012 ENDocument1 pageL1 34410 en Avesta 309 AC DC 2SE6A22E 3383012 ENkamals55No ratings yet
- 11042016000000T - Thermanit 22 - 09 - Tig RodDocument1 page11042016000000T - Thermanit 22 - 09 - Tig RodKonrad MatuszkiewiczNo ratings yet
- L1 12783 en Thermanit 25 09 CuT 1SC6A00G 3394780 ENDocument1 pageL1 12783 en Thermanit 25 09 CuT 1SC6A00G 3394780 ENcycsi02No ratings yet
- Thermanit 22/09 Solid Wire For Joining Duplex Stainless SteelsDocument1 pageThermanit 22/09 Solid Wire For Joining Duplex Stainless SteelsbrayanNo ratings yet
- Data Sheet A-10: Alloy TypeDocument3 pagesData Sheet A-10: Alloy Typemohamed AdelNo ratings yet
- 05042016000000A - Avesta 904L - CeDocument1 page05042016000000A - Avesta 904L - CeJorge Uribe RochaNo ratings yet
- Thermanit P23Document1 pageThermanit P23Branko FerenčakNo ratings yet
- Supranox Rs 309L: MMA Electrodes Stainless and Heat Resistant SteelsDocument1 pageSupranox Rs 309L: MMA Electrodes Stainless and Heat Resistant SteelsbrunizzaNo ratings yet
- Boehler CN 23 12 PW-FDDocument1 pageBoehler CN 23 12 PW-FDbrayanNo ratings yet
- GMM Mag.Document1 pageGMM Mag.Ehsan KhanNo ratings yet
- B Bã-Hler Nibas 70 20-Fd Fcaw 02Document1 pageB Bã-Hler Nibas 70 20-Fd Fcaw 02kamals55No ratings yet
- Standar Elektroda PDFDocument182 pagesStandar Elektroda PDFFakhar WindratamaNo ratings yet
- 1.smaw All PDFDocument76 pages1.smaw All PDFkaviatchennaiNo ratings yet
- Avesta: Welding Wire TIGDocument1 pageAvesta: Welding Wire TIGErenBaşaraNo ratings yet
- Böhler CN 13/4-Mc Hi: Classifi CationsDocument1 pageBöhler CN 13/4-Mc Hi: Classifi CationsBranko FerenčakNo ratings yet
- High-alloyed TIG rod for heat resistant steelsDocument1 pageHigh-alloyed TIG rod for heat resistant steelsSerhii MishchenkoNo ratings yet
- T Thermanit GEW 316L-17 Se en 5Document1 pageT Thermanit GEW 316L-17 Se en 5PubcrawlNo ratings yet
- B-41 Alloy20 Rev02Document2 pagesB-41 Alloy20 Rev02Stephen Rey CaldeaNo ratings yet
- Fincord DB: MMA Electrodes C-MN and Low-Alloy SteelsDocument1 pageFincord DB: MMA Electrodes C-MN and Low-Alloy SteelsbrunizzaNo ratings yet
- Fox - FFDocument1 pageFox - FFGustavo NietoNo ratings yet
- Stainarc 309L-17 (Rev 1)Document1 pageStainarc 309L-17 (Rev 1)LIM hoon boonNo ratings yet
- Boehler CM2-UPDocument1 pageBoehler CM2-UPdiahNo ratings yet
- TOOLCORD MMA Electrodes for HardfacingDocument1 pageTOOLCORD MMA Electrodes for HardfacingbrunizzaNo ratings yet
- Thermanit NiMo 100 low-alloyed stick electrodeDocument1 pageThermanit NiMo 100 low-alloyed stick electrodebrayanNo ratings yet
- Böhler KW 10-Ig: Classifi CationsDocument1 pageBöhler KW 10-Ig: Classifi CationsBranko FerenčakNo ratings yet
- Basinox 318: MMA Electrodes Stainless and Heat Resistant SteelsDocument1 pageBasinox 318: MMA Electrodes Stainless and Heat Resistant SteelsbrunizzaNo ratings yet
- Böhler Cat 409 Cb-Ig: Classifi CationsDocument1 pageBöhler Cat 409 Cb-Ig: Classifi CationsBranko FerenčakNo ratings yet
- S-8018 B2Document5 pagesS-8018 B2Abhishek AnandNo ratings yet
- YAWATA 7018: Classification Applications Characteristics ApprovalsDocument1 pageYAWATA 7018: Classification Applications Characteristics ApprovalsDenny AgusNo ratings yet
- E316L-17 Rutile electrode characteristicsDocument1 pageE316L-17 Rutile electrode characteristicsInaamNo ratings yet
- High corrosion resistant stick electrode for duplex and lean duplex alloysDocument1 pageHigh corrosion resistant stick electrode for duplex and lean duplex alloyscristian popescuNo ratings yet
- T - Thermanit 25 - 09 CuT - de - en - 5Document1 pageT - Thermanit 25 - 09 CuT - de - en - 5NAVANEETH NAVANINo ratings yet
- CHF101 CHW S16 PDFDocument1 pageCHF101 CHW S16 PDFImmalatulhusnaNo ratings yet
- CHF101 Flux Wire ComboDocument1 pageCHF101 Flux Wire ComboImmalatulhusnaNo ratings yet
- SMAW high-alloy electrode applicationsDocument1 pageSMAW high-alloy electrode applications2003vinayNo ratings yet
- Böhler Eas 2 PW-FDDocument1 pageBöhler Eas 2 PW-FDHAKANNo ratings yet
- Manufacturers of advanced welding consumables data sheet for cobalt alloy NS-ECo-6Document1 pageManufacturers of advanced welding consumables data sheet for cobalt alloy NS-ECo-6yadi_baeNo ratings yet
- Fox CN 23-12-ADocument1 pageFox CN 23-12-AVIRPOPNo ratings yet
- UTP 655 32 SpecSheetDocument1 pageUTP 655 32 SpecSheetFadi HasnNo ratings yet
- UTP A 8051 Ti: ClassificationsDocument1 pageUTP A 8051 Ti: ClassificationsGustavo OrozcoNo ratings yet
- L1_34428_en__B_Boehler-AWS-ER309L_ss_en_1Document1 pageL1_34428_en__B_Boehler-AWS-ER309L_ss_en_1Edgar HornusNo ratings yet
- L1 34264 en T Thermanit MTS 3 Se en v2Document1 pageL1 34264 en T Thermanit MTS 3 Se en v2Enrique MurgiaNo ratings yet
- AUTROD 316LSiDocument2 pagesAUTROD 316LSijoao guilhermeNo ratings yet
- Avesta 310Document1 pageAvesta 310ulasNo ratings yet
- BOEHLER Q T 309L TIG RodDocument1 pageBOEHLER Q T 309L TIG RodbrayanNo ratings yet
- Avesta 2205 AC DCDocument1 pageAvesta 2205 AC DCpipedown456No ratings yet
- F7az Em12kDocument1 pageF7az Em12kKara WhiteNo ratings yet
- Thermanit X Stick Electrode for Stainless Steel WeldingDocument2 pagesThermanit X Stick Electrode for Stainless Steel WeldingMadhusudan YeoleNo ratings yet
- Uv 420 TTR / Uv 420 TTR-W Uv 420 TTR / Uv 420 TTR-W: Classifications EN 760Document1 pageUv 420 TTR / Uv 420 TTR-W Uv 420 TTR / Uv 420 TTR-W: Classifications EN 760Bala BiniNo ratings yet
- Tencord KB (E 42 4 Z B 42 h5)Document1 pageTencord KB (E 42 4 Z B 42 h5)brunizzaNo ratings yet
- S-777Q X M-12K H-14 L-8: Hyundai Welding Co., LTDDocument6 pagesS-777Q X M-12K H-14 L-8: Hyundai Welding Co., LTDSergio AlejandroNo ratings yet
- Consumables To Match Cast & Wrought Alloy 800: Astm Bs en & DinDocument3 pagesConsumables To Match Cast & Wrought Alloy 800: Astm Bs en & Dinankitniranjan1390No ratings yet
- CHT81 Ni 1Document1 pageCHT81 Ni 1ImmalatulhusnaNo ratings yet
- Semiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsFrom EverandSemiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsNo ratings yet
- Diode, Transistor & Fet Circuits Manual: Newnes Circuits Manual SeriesFrom EverandDiode, Transistor & Fet Circuits Manual: Newnes Circuits Manual SeriesRating: 4.5 out of 5 stars4.5/5 (7)
- Product Catalog: In-Depth Know-HowDocument174 pagesProduct Catalog: In-Depth Know-HowbrayanNo ratings yet
- Brochure Sugar IndustryDocument2 pagesBrochure Sugar Industrykamals55No ratings yet
- Brochure Sugar IndustryDocument2 pagesBrochure Sugar Industrykamals55No ratings yet
- L1 26159 en SOUDOTAPE 310MM 7SD9A01C 3204822 ENDocument1 pageL1 26159 en SOUDOTAPE 310MM 7SD9A01C 3204822 ENkamals55No ratings yet
- Bohler Fox N CM 2 KBDocument1 pageBohler Fox N CM 2 KBkamals55No ratings yet
- TQM BookDocument257 pagesTQM Bookimran27pk84% (19)
- L1 34410 en Avesta 309 AC DC 2SE6A22E 3383012 ENDocument1 pageL1 34410 en Avesta 309 AC DC 2SE6A22E 3383012 ENkamals55No ratings yet
- UTP For Chemical IndustryDocument12 pagesUTP For Chemical Industrykamals55No ratings yet
- Bohler Fox S EV 50-1Document1 pageBohler Fox S EV 50-1kamals55No ratings yet
- Bw140e - Welding in Tool MakingDocument24 pagesBw140e - Welding in Tool MakingAlvaro A. Kalle GonzalesNo ratings yet
- Manual For Surface Treatment of Stainless Steels: Lasting ConnectionsDocument40 pagesManual For Surface Treatment of Stainless Steels: Lasting ConnectionsAsgard Sanchez100% (1)
- POV Total Quality Management An Early Adopter of The ISO Process Approach 1634453099052Document8 pagesPOV Total Quality Management An Early Adopter of The ISO Process Approach 1634453099052kamals55No ratings yet
- Böhler Welding Produktkatalog EN 2019 1Document671 pagesBöhler Welding Produktkatalog EN 2019 1Bouzaida Maher100% (1)
- Lect 1 1610799804379Document42 pagesLect 1 1610799804379kamals55No ratings yet
- Böhler Welding Produktkatalog EN 2019 1Document671 pagesBöhler Welding Produktkatalog EN 2019 1Bouzaida Maher100% (1)
- Strips and Fluxes For Electroslag and Submerged Arc Welding: Tailor-Made Protectivity™Document38 pagesStrips and Fluxes For Electroslag and Submerged Arc Welding: Tailor-Made Protectivity™kamals55No ratings yet
- Reference Cement HolcimDocument11 pagesReference Cement Holcimkamals55No ratings yet
- Boehler ElectrodesDocument506 pagesBoehler ElectrodesThomas Mitchell100% (1)
- Your reliable partner for railway welding solutionsDocument8 pagesYour reliable partner for railway welding solutionskamals55No ratings yet
- UTP For OffshoreDocument16 pagesUTP For Offshorekamals55No ratings yet
- Process Analysis 202021 R1Document39 pagesProcess Analysis 202021 R1kamals55No ratings yet
- Process AnalysisDocument26 pagesProcess AnalysisMridula HariNo ratings yet
- Railways Industry: To Increase Your Productivity, Optimize Maintenance and Repair With Long-Life Filler MetalsDocument2 pagesRailways Industry: To Increase Your Productivity, Optimize Maintenance and Repair With Long-Life Filler Metalskamals55No ratings yet
- Cement Industry SolutionsDocument2 pagesCement Industry Solutionskamals55No ratings yet
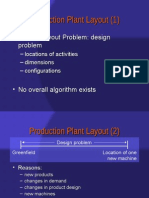
- Facility Location & Layout (F)Document15 pagesFacility Location & Layout (F)kamals55No ratings yet
- Facility Location & Layout (F)Document15 pagesFacility Location & Layout (F)kamals55No ratings yet
- Steelworks Industry: To Increase Your Productivity, Optimize Maintenance and Repair With Long-Life Filler MetalsDocument2 pagesSteelworks Industry: To Increase Your Productivity, Optimize Maintenance and Repair With Long-Life Filler Metalskamals55No ratings yet
- Facility LayoutDocument63 pagesFacility LayoutBharti KumariNo ratings yet
- ITA India Webinar Tubes Pipes Potable Water SanitationDocument3 pagesITA India Webinar Tubes Pipes Potable Water Sanitationkamals55No ratings yet
- Lecture6 GroutingDocument42 pagesLecture6 GroutingHIMANSHUNo ratings yet
- Drilled Shaft in Rock Analysis and Design - Part3Document109 pagesDrilled Shaft in Rock Analysis and Design - Part3rshaghayan100% (2)
- Ductile Iron, Also Known As Ductile Cast Iron, Nodular Cast Iron, Spheroidal Graphite Iron, Spherulitic Graphite Cast IronDocument3 pagesDuctile Iron, Also Known As Ductile Cast Iron, Nodular Cast Iron, Spheroidal Graphite Iron, Spherulitic Graphite Cast IronRajesh N Priya GopinathanNo ratings yet
- A New Approach - MuslimMahardikaDocument15 pagesA New Approach - MuslimMahardikaheri suhud kustoyo100% (1)
- Astm A671 2020Document7 pagesAstm A671 2020امينNo ratings yet
- Midterm Gen - Chem.Document7 pagesMidterm Gen - Chem.Nancy100% (1)
- Spwla 1979 AaDocument26 pagesSpwla 1979 AaLija Binu100% (1)
- Gr. 7 Science LM (Q1 To 4) PDFDocument270 pagesGr. 7 Science LM (Q1 To 4) PDFMary Jane84% (45)
- Understanding the Mechanism of "Smart WaterDocument28 pagesUnderstanding the Mechanism of "Smart WaterLulut Fitra FalaNo ratings yet
- Metal Cutting Processes and MechanismsDocument86 pagesMetal Cutting Processes and MechanismsscorpionarnoldNo ratings yet
- Department of Education School Building Inventory Form (As of February 28, 2022)Document16 pagesDepartment of Education School Building Inventory Form (As of February 28, 2022)golden FreddyNo ratings yet
- Project Report On Extracting Silica From Rice Husk AshDocument7 pagesProject Report On Extracting Silica From Rice Husk AshEIRI Board of Consultants and Publishers100% (1)
- Aromaticdiazocom031270mbp PDFDocument463 pagesAromaticdiazocom031270mbp PDFSatriya Baskara PutraNo ratings yet
- ASTM Specifications - ASTM Specs and Standards For BoltsDocument2 pagesASTM Specifications - ASTM Specs and Standards For BoltsskilachNo ratings yet
- Colloid Chemistry: Md. Khairul IslamDocument24 pagesColloid Chemistry: Md. Khairul IslamMaddie BulauNo ratings yet
- ReportDocument14 pagesReportAnh Lương QuỳnhNo ratings yet
- 11.4 Diffusion & EffusionDocument3 pages11.4 Diffusion & EffusionOmar AlwaerNo ratings yet
- WRAS Materials Guidance v4.4 Issued 21st November 2016Document56 pagesWRAS Materials Guidance v4.4 Issued 21st November 2016Premji FufalNo ratings yet
- ECS 3-12-1 - 4 - 800871d2Document18 pagesECS 3-12-1 - 4 - 800871d2Florin Daniel AnghelNo ratings yet
- Durr Application TechnologyDocument7 pagesDurr Application TechnologyRustam Efendi BatubaraNo ratings yet
- ID 4083 PresentationDocument17 pagesID 4083 PresentationNgIa MaStaNo ratings yet
- 4 Chapter Liquids and Solids McqsDocument6 pages4 Chapter Liquids and Solids McqsAáwáíź Jútt0% (1)
- Piping Material Classes GuideDocument98 pagesPiping Material Classes GuideLuis Pottozen VillanuevaNo ratings yet
- Iso 9934 2 2015Document11 pagesIso 9934 2 2015jcp.coetzeeNo ratings yet
- Walsin Lihwa Stainless Steel Inspection CertificatesDocument29 pagesWalsin Lihwa Stainless Steel Inspection CertificatesGagat GongatNo ratings yet
- 17.0 Hydroxy CompoundsDocument19 pages17.0 Hydroxy CompoundsKudzayi TusaumweNo ratings yet
- 1.themochemistry... Bon Haber Cycle and Hess LawDocument62 pages1.themochemistry... Bon Haber Cycle and Hess LawBlessings ChawingaNo ratings yet
- General and Inorganic ChemistryDocument5 pagesGeneral and Inorganic Chemistryivan chuaNo ratings yet
- SikaProof A BrochureDocument12 pagesSikaProof A BrochureMod ApkNo ratings yet
- Drilling FluidsDocument54 pagesDrilling Fluidstashh rao100% (1)