You might also like
- CSWIP 3.1 Hand OutDocument175 pagesCSWIP 3.1 Hand Outrony_lesbt100% (2)
- 0468-DSIC20-96P1-0005-001-B1 Padeye Load Test Comments 2020-05-28Document12 pages0468-DSIC20-96P1-0005-001-B1 Padeye Load Test Comments 2020-05-28Denny AgusNo ratings yet
- IACS requirements for materials and welding for gas tankersDocument247 pagesIACS requirements for materials and welding for gas tankersDenny AgusNo ratings yet
- Characterization of METHOCEL Cellulose Ethers by Aqueous SEC With Multiple DetectorsDocument11 pagesCharacterization of METHOCEL Cellulose Ethers by Aqueous SEC With Multiple DetectorsCastoriadisNo ratings yet
- IACS - REC - 20 NDT of Ship Hull Steel StructuresDocument11 pagesIACS - REC - 20 NDT of Ship Hull Steel Structuresalinor_tnNo ratings yet
- ANANYA-PTFE Coatings, Teflon Coating, Halar Coating, Xylan Coating Services, Corrosion Resistant Coatings, Non Stick CoatingDocument40 pagesANANYA-PTFE Coatings, Teflon Coating, Halar Coating, Xylan Coating Services, Corrosion Resistant Coatings, Non Stick CoatingAnanya CoatingsNo ratings yet
- POLYESTER FIBRE Manufacturing ProcessDocument4 pagesPOLYESTER FIBRE Manufacturing Processpraveen917No ratings yet
- Superhydrophobic Surface and ApplicationDocument28 pagesSuperhydrophobic Surface and ApplicationMaterials Research Institute100% (1)
- Hot Melt Adhesives - 2Document8 pagesHot Melt Adhesives - 2QUALITY CONTROL100% (1)
- MODEC Group confidential flange repair documentDocument11 pagesMODEC Group confidential flange repair documentDenny AgusNo ratings yet
- 45 Manufacturing ProcessDocument45 pages45 Manufacturing ProcessOtunba Olakunle Sunday AjayiNo ratings yet
- Colour Subs F CMDocument70 pagesColour Subs F CMLucia OchovaNo ratings yet
- Industrial Training (Tarun Kumar) - Final ReprtDocument46 pagesIndustrial Training (Tarun Kumar) - Final ReprtSaumya GargNo ratings yet
- An Example: These Guidelines Applied To The Safe Automation of A Batch Polymerization ReactorDocument15 pagesAn Example: These Guidelines Applied To The Safe Automation of A Batch Polymerization ReactorIamsNo ratings yet
- PolytetrafluoroethyleneDocument27 pagesPolytetrafluoroethyleneTzuyu Chou100% (1)
- Solar Surface CoatingDocument7 pagesSolar Surface CoatingJournalNX - a Multidisciplinary Peer Reviewed JournalNo ratings yet
- Modul 3.1Document336 pagesModul 3.1Denny AgusNo ratings yet
- PolyetheretherkeytoneDocument4 pagesPolyetheretherkeytoneGriffin BeemillerNo ratings yet
- QW - 482 Welding Procedure Specification (WPS) Tankage Works at Dharmapuri Terminal of VDPL ProjectDocument6 pagesQW - 482 Welding Procedure Specification (WPS) Tankage Works at Dharmapuri Terminal of VDPL ProjectArijit GhoshNo ratings yet
- OTE Zinc Plant Expansion by Outotec Direct Leachin PDFDocument12 pagesOTE Zinc Plant Expansion by Outotec Direct Leachin PDFZeus4321No ratings yet
- 9833 8648 01 - Pocket Guide To Tightening TechniqueDocument28 pages9833 8648 01 - Pocket Guide To Tightening TechniqueAnonymous FZs3yBHh7No ratings yet
- Flame Retardant PolyesterDocument14 pagesFlame Retardant PolyesterSENTHIL KUMAR100% (2)
- Nitrophos Fertilizer SpecificationDocument12 pagesNitrophos Fertilizer Specificationfahim khattak100% (1)
- ISO 5807 - 1985 (ENG) - Diagrama de Flujo (R2019)Document29 pagesISO 5807 - 1985 (ENG) - Diagrama de Flujo (R2019)YANET ALCANTARANo ratings yet
- L. A. Utracki (Auth.) - Commercial Polymer Blends-Springer US (1998) - 1Document669 pagesL. A. Utracki (Auth.) - Commercial Polymer Blends-Springer US (1998) - 1Đỗ NgânNo ratings yet
- Vinod Final Polyplex-1Document103 pagesVinod Final Polyplex-1Fan of carry minatiNo ratings yet
- Inakyd 3234 B-X-70Document1 pageInakyd 3234 B-X-70roybombomNo ratings yet
- Polyethylene Terephthalate (Pet) : HistoryDocument3 pagesPolyethylene Terephthalate (Pet) : HistoryMaleha SalimNo ratings yet
- En 1.0.0 BT Aerolock Rotary ValveDocument46 pagesEn 1.0.0 BT Aerolock Rotary ValveJose Marino Perez LazoNo ratings yet
- Eneral-Purpose Injection Moulding Grade: POKETONE Polymer M630ADocument2 pagesEneral-Purpose Injection Moulding Grade: POKETONE Polymer M630AmacNo ratings yet
- Stoving Paint MsdsDocument9 pagesStoving Paint MsdsrajangangarNo ratings yet
- 718 Stangard Egf (NV)Document5 pages718 Stangard Egf (NV)Sandeep gangulyNo ratings yet
- 04 PDFDocument24 pages04 PDFnamNo ratings yet
- Tyre Flap Specification AS35083SEP2016Document5 pagesTyre Flap Specification AS35083SEP2016Purchase and Stores Officer Contract Cell-IINo ratings yet
- Product Guide 2012Document16 pagesProduct Guide 2012Daniele BoscoNo ratings yet
- Impact of Petroleum Jelly on Ageing of Telephone WireDocument6 pagesImpact of Petroleum Jelly on Ageing of Telephone WireNavneet SinghNo ratings yet
- POY Spinning of Polyester - New Technologies To Improve ProductivityDocument8 pagesPOY Spinning of Polyester - New Technologies To Improve ProductivitySteve Jenkins100% (1)
- PellX 20 35 KW Pellet Burner Installation Manual US V1Document51 pagesPellX 20 35 KW Pellet Burner Installation Manual US V1António CruzNo ratings yet
- Polybutadiene Coagents Improve Elastomer Properties for Wire and CableDocument19 pagesPolybutadiene Coagents Improve Elastomer Properties for Wire and CableVivek RainaNo ratings yet
- Internship Report 2019Document78 pagesInternship Report 2019M Hamza Nadeem AnjumNo ratings yet
- Zytel-All in One Extrusion ProcessesDocument10 pagesZytel-All in One Extrusion ProcessesYiğit IlgazNo ratings yet
- Tds Uk 905tx (Urethane Thinner A) v1Document1 pageTds Uk 905tx (Urethane Thinner A) v1HAFIDZ100% (1)
- A 976 - 13 PDFDocument5 pagesA 976 - 13 PDFflpNo ratings yet
- Research Advances in Bonding Agents For Composite PropellantsDocument11 pagesResearch Advances in Bonding Agents For Composite PropellantsspetNo ratings yet
- Encor367 - en o Ucar 367 ArkemaDocument2 pagesEncor367 - en o Ucar 367 ArkemaAlvaro Hernandez VidalNo ratings yet
- Chemical Blowing Agents: Providing Production, Economic and Physical Improvements To A Wide Range of PolymersDocument6 pagesChemical Blowing Agents: Providing Production, Economic and Physical Improvements To A Wide Range of Polymersphillynovita100% (1)
- Seminar ReportDocument19 pagesSeminar Reportvivekr84100% (1)
- Thermal Strap PaperDocument7 pagesThermal Strap PaperSuraj_73No ratings yet
- Bio-Based Composites Made From Agrowaste: Lucas Whale & Suviti ChariDocument38 pagesBio-Based Composites Made From Agrowaste: Lucas Whale & Suviti CharisuvicNo ratings yet
- Installation Instruction For Conventional Castables PDFDocument2 pagesInstallation Instruction For Conventional Castables PDFakv_bhelNo ratings yet
- Metallocene PolypropyleneDocument3 pagesMetallocene PolypropyleneDianne Aicie ArellanoNo ratings yet
- Manufacturing End Uses: Riaz-Ul-Haq 060820-054Document12 pagesManufacturing End Uses: Riaz-Ul-Haq 060820-054Kasra GolbanNo ratings yet
- Reduce Styrene Migration from UP ResinsDocument2 pagesReduce Styrene Migration from UP Resinsgunawan refiadi0% (1)
- Reactol 1717 EDocument1 pageReactol 1717 EbuninaNo ratings yet
- SAN & ABS Polymers GuideDocument9 pagesSAN & ABS Polymers GuideSdkmega HhNo ratings yet
- YUKOL 5613 Polyol Flexible Foam PropertiesDocument2 pagesYUKOL 5613 Polyol Flexible Foam PropertiesCarlos SiuNo ratings yet
- Brake Pads Compendium CompressedDocument230 pagesBrake Pads Compendium CompressedThillai RajanNo ratings yet
- Selecting AdhesivesDocument17 pagesSelecting AdhesivesPubg fansNo ratings yet
- Trelleborg Users Chart 2011Document13 pagesTrelleborg Users Chart 2011hemontoyNo ratings yet
- Proper storage and handling of spandex yarnDocument4 pagesProper storage and handling of spandex yarnKasra Golban100% (1)
- Ethylene Glycol versus Propylene Glycol Heat Transfer PropertiesDocument5 pagesEthylene Glycol versus Propylene Glycol Heat Transfer PropertiesPråveen SågittåŕiúśNo ratings yet
- Derakane 451-400Document5 pagesDerakane 451-400Pecel LeleNo ratings yet
- Natural Ageing of Rubber - RP Brown and T Butler - 2000 - RAPRADocument178 pagesNatural Ageing of Rubber - RP Brown and T Butler - 2000 - RAPRALeonel RochaNo ratings yet
- Api05 Huntsman Construction PaperDocument7 pagesApi05 Huntsman Construction PaperdNo ratings yet
- Formulation of Ash Based Dish Wash Bars and Their Studies On Bacteria Removal EfficiencyDocument8 pagesFormulation of Ash Based Dish Wash Bars and Their Studies On Bacteria Removal EfficiencyabubekerNo ratings yet
- UR W11 Rev7 Apr 2008Document36 pagesUR W11 Rev7 Apr 2008Denny AgusNo ratings yet
- t11 Berger Polyurethane Varnish - 2475Document2 pagest11 Berger Polyurethane Varnish - 2475Denny AgusNo ratings yet
- Hi Pon50 01PolyurethaneTopCoat - TDSDocument4 pagesHi Pon50 01PolyurethaneTopCoat - TDSDenny AgusNo ratings yet
- 510T WebsiteDocument253 pages510T WebsiteJafian VernandkNo ratings yet
- BW FinishOne+Passivator+630 EN 2022 GL 152 PreviewDocument2 pagesBW FinishOne+Passivator+630 EN 2022 GL 152 PreviewDenny AgusNo ratings yet
- Uw 11-MaterialDocument18 pagesUw 11-MaterialDenny AgusNo ratings yet
- REGULAR VERIFICATION REPORT (UT CALIBRATION BLOCKDocument3 pagesREGULAR VERIFICATION REPORT (UT CALIBRATION BLOCKDenny AgusNo ratings yet
- Avesta-Pickling-Gel-122 AU Vers 8 410122Document10 pagesAvesta-Pickling-Gel-122 AU Vers 8 410122Denny AgusNo ratings yet
- SDS (Redox Heavy Duty Cleaner) 2018 R1Document7 pagesSDS (Redox Heavy Duty Cleaner) 2018 R1Denny AgusNo ratings yet
- W28 welding procedure qualification testsDocument13 pagesW28 welding procedure qualification testsDenny AgusNo ratings yet
- NK - P3497 204 01 R0Document1 pageNK - P3497 204 01 R0Denny AgusNo ratings yet
- Action Plan Housekeeping 7009Document3 pagesAction Plan Housekeeping 7009Denny AgusNo ratings yet
- Ansi B16 150Document1 pageAnsi B16 150Anonymous 5odj1IcNo ratings yet
- Table 1 - Database Codes OverviewDocument3 pagesTable 1 - Database Codes OverviewMuthu Srinivasan Muthu SelvamNo ratings yet
- B16.47 Series A Class 150 Weld Neck & Blind Flange DimensionsDocument1 pageB16.47 Series A Class 150 Weld Neck & Blind Flange DimensionsDenny AgusNo ratings yet
- B16.47 Series A Class 150 Weld Neck & Blind Flange DimensionsDocument1 pageB16.47 Series A Class 150 Weld Neck & Blind Flange DimensionsKashif MirzaNo ratings yet
- Vendor GuidelinesDocument5 pagesVendor GuidelinesDenny AgusNo ratings yet
- Table 1 - Database Codes OverviewDocument3 pagesTable 1 - Database Codes OverviewMuthu Srinivasan Muthu SelvamNo ratings yet
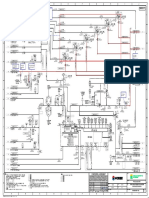
- 0468-MI20-90DP-1561-001 Hydro Test Markup PIDDocument1 page0468-MI20-90DP-1561-001 Hydro Test Markup PIDDenny AgusNo ratings yet
- BP Block 31 - Survey Scope A - Hull Gauging SB82289 Client BP Date 1/22/2020 Revision 0 Project Name Project NumberDocument4 pagesBP Block 31 - Survey Scope A - Hull Gauging SB82289 Client BP Date 1/22/2020 Revision 0 Project Name Project NumberDenny AgusNo ratings yet
- 0468 Asom20 00TQ 0001 001 BDocument14 pages0468 Asom20 00TQ 0001 001 BDenny AgusNo ratings yet
- 01.CV & Dokumen Ahmad Dani EMAIL2Document51 pages01.CV & Dokumen Ahmad Dani EMAIL2Denny AgusNo ratings yet
- 01.CV & Dokumen Ahmad Dani EMAIL2Document51 pages01.CV & Dokumen Ahmad Dani EMAIL2Denny AgusNo ratings yet