You might also like
- Organic Syntheses Collective Volume 5Document1,162 pagesOrganic Syntheses Collective Volume 5caltexas100% (4)
- Conjugate Acid Base Pairs: Name - Chem Worksheet 19-2Document2 pagesConjugate Acid Base Pairs: Name - Chem Worksheet 19-2Taylor Delancey100% (2)
- An AP beginner’s manual: Easy synthesis and safety tips for acetone peroxydeDocument6 pagesAn AP beginner’s manual: Easy synthesis and safety tips for acetone peroxydealahwalakbadNo ratings yet
- Fused and Sintered AluminaDocument7 pagesFused and Sintered AluminaSaragadam DilsriNo ratings yet
- Specification HGRM-30 GRADEDocument1 pageSpecification HGRM-30 GRADESanjayNo ratings yet
- Astm C909Document4 pagesAstm C909deivisbtsNo ratings yet
- Damage of Refractory Bricks Lined in Cement Rotary Kiln: Technical Research Laboratory, Mino Yogyo Co. LTD., JapanDocument10 pagesDamage of Refractory Bricks Lined in Cement Rotary Kiln: Technical Research Laboratory, Mino Yogyo Co. LTD., JapanPham tony1604No ratings yet
- Float Glass RefractoryDocument4 pagesFloat Glass RefractorySans SenNo ratings yet
- How fiber addition affects properties of low cement castablesDocument4 pagesHow fiber addition affects properties of low cement castablesAndrian Hadiana100% (1)
- Cement Plant CorrosionDocument7 pagesCement Plant CorrosionHemlata ChandelNo ratings yet
- 3 Strategies For Reducing Cement KilnDocument14 pages3 Strategies For Reducing Cement Kilnorientanjali7066100% (1)
- Alsiflex®-1260 Blankets - Technical Data Sheet - English PDFDocument2 pagesAlsiflex®-1260 Blankets - Technical Data Sheet - English PDFTanmay GorNo ratings yet
- Calcined ClayDocument4 pagesCalcined ClaynaikNo ratings yet
- Determination of Free Silica in Limestone and Kiln FeedDocument1 pageDetermination of Free Silica in Limestone and Kiln FeedavisgopNo ratings yet
- Casting MethodDocument15 pagesCasting MethodGabriela Maira Sanches VolpiNo ratings yet
- Calcination ProcessDocument82 pagesCalcination ProcessMayur ChhagNo ratings yet
- Effect of Limestone Aggregate Absorption on Concrete Strength and Slump LossDocument4 pagesEffect of Limestone Aggregate Absorption on Concrete Strength and Slump LossAman SahadeoNo ratings yet
- Bricks and Shapes 2Document6 pagesBricks and Shapes 2nay den100% (1)
- The Calcination of Kaolin ClayDocument7 pagesThe Calcination of Kaolin ClaytaghdirimNo ratings yet
- Cement Production Technology PapersDocument0 pagesCement Production Technology PapersBruno Vilas BoasNo ratings yet
- Refractory Mortars Datasheet - JM 2600, Blakite, Blakite V, JM 3300Document2 pagesRefractory Mortars Datasheet - JM 2600, Blakite, Blakite V, JM 3300didapopescuNo ratings yet
- COMPRIT F50G-6 gunning mixDocument2 pagesCOMPRIT F50G-6 gunning mixNic RicNo ratings yet
- Application Procedure ROCKHARD-90Document4 pagesApplication Procedure ROCKHARD-90JCSNo ratings yet
- Furan C - Product Information Sheet PDFDocument2 pagesFuran C - Product Information Sheet PDFAnuradhaPatraNo ratings yet
- Kirloskar Corrocoat GFC CaseStudyDocument35 pagesKirloskar Corrocoat GFC CaseStudyAbhishek SharmaNo ratings yet
- Corrosion in Cement Plants Caused by Acid GasesDocument5 pagesCorrosion in Cement Plants Caused by Acid GasesAnonymous NxpnI6jCNo ratings yet
- Molding Training PresentationDocument30 pagesMolding Training PresentationVinesh RJNo ratings yet
- Awst 11 07Document8 pagesAwst 11 07Herd ImanNo ratings yet
- Dokumen - Tips - Castables and Refractories For Cement Dri Sponge Iron Kiln CoolerDocument8 pagesDokumen - Tips - Castables and Refractories For Cement Dri Sponge Iron Kiln CoolerjulianoducaNo ratings yet
- SSC JE Study Material Building MaterialsDocument10 pagesSSC JE Study Material Building MaterialsMohd aslamNo ratings yet
- How Mixing Affects The Rheology of Refractory Castables - Part IIDocument25 pagesHow Mixing Affects The Rheology of Refractory Castables - Part IIVinh Do ThanhNo ratings yet
- Introducing the KALTEK cold ladle lining system improves casting qualityDocument4 pagesIntroducing the KALTEK cold ladle lining system improves casting qualityMar CarreonNo ratings yet
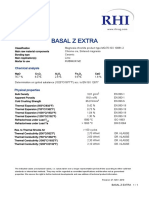
- Basal Z Extra: Chemical AnalysisDocument1 pageBasal Z Extra: Chemical Analysismahreza189No ratings yet
- Ankerfix Rp10 Stahl Flow Control Iso enDocument1 pageAnkerfix Rp10 Stahl Flow Control Iso enthinhbntNo ratings yet
- New Additive Packages For Self-Flowing High-Alumina and MgO Based Refractory CastablesDocument6 pagesNew Additive Packages For Self-Flowing High-Alumina and MgO Based Refractory CastablespetemberNo ratings yet
- Project Report PDFDocument33 pagesProject Report PDFGAUTAM KUMAR BHATTACHARYANo ratings yet
- Fly Ash BricksDocument13 pagesFly Ash BricksPrabhat RaiNo ratings yet
- Tri-ACT® 1820: Safety Data SheetDocument13 pagesTri-ACT® 1820: Safety Data SheetEDUARDONo ratings yet
- 3025 51Document8 pages3025 51rambinodNo ratings yet
- Sulphate Resisting Portland Cement PS 612 1989Document7 pagesSulphate Resisting Portland Cement PS 612 1989ehtisham zaibNo ratings yet
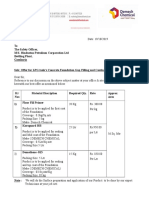
- Offer For HPCLDocument2 pagesOffer For HPCLhello tumNo ratings yet
- SUPRAL - S60 Per Blocchi (Equivalente RESISTAL S60) PDFDocument1 pageSUPRAL - S60 Per Blocchi (Equivalente RESISTAL S60) PDFgiuseppe.timpone1No ratings yet
- Lecture # 04: Chemistry of Cement Manufacturin GDocument89 pagesLecture # 04: Chemistry of Cement Manufacturin Gmurtaza mustafaNo ratings yet
- SAN & ABS Polymers GuideDocument9 pagesSAN & ABS Polymers GuideSdkmega HhNo ratings yet
- Mix Design CalculationDocument8 pagesMix Design CalculationEr Digvijay SinghNo ratings yet
- Failure Analysis of Refractory Anchors of A PowerDocument8 pagesFailure Analysis of Refractory Anchors of A PowerVinh Do ThanhNo ratings yet
- Cements, Chemically Resistant: 1. 2. Types of Cement 2.1. Cements Containing Inorganic BindersDocument8 pagesCements, Chemically Resistant: 1. 2. Types of Cement 2.1. Cements Containing Inorganic BindersjaimeNo ratings yet
- Blast Furnace Slag Weathering StudyDocument8 pagesBlast Furnace Slag Weathering StudyARNALDO BATTAGIN100% (3)
- Rev0 - Repair-Instructions PDFDocument8 pagesRev0 - Repair-Instructions PDFZantar AbdelhaqNo ratings yet
- Rubber Research Institute Testing FeeDocument15 pagesRubber Research Institute Testing FeemoumonaNo ratings yet
- API936 Effective Sheet-2020 PDFDocument2 pagesAPI936 Effective Sheet-2020 PDFmalleshNo ratings yet
- Refractory Lining of Blast Furnace PDFDocument11 pagesRefractory Lining of Blast Furnace PDFceng el samiuNo ratings yet
- Pds Tabcast 94Document1 pagePds Tabcast 94AmitNo ratings yet
- MCGB - Data Sheet For Suppliers Old MAT Nos.: 122, - , - : Pressure Vessel Plate, Low Alloy Steel, MoDocument3 pagesMCGB - Data Sheet For Suppliers Old MAT Nos.: 122, - , - : Pressure Vessel Plate, Low Alloy Steel, Mobaskaran ayyapparajNo ratings yet
- Analysis of Portland CementDocument4 pagesAnalysis of Portland CementDipmalya Basak33% (3)
- Urcast Shac Ev 0 3 CLDocument1 pageUrcast Shac Ev 0 3 CLmahreza189No ratings yet
- Characterization of Silica Fume and Its Effects On Concrete PropertiesDocument49 pagesCharacterization of Silica Fume and Its Effects On Concrete PropertiessultanNo ratings yet
- Free Lime Determination ClinkerDocument2 pagesFree Lime Determination ClinkerfoxmancementNo ratings yet
- PDF ST Nanobond e - 04 2019.en.22Document8 pagesPDF ST Nanobond e - 04 2019.en.22Henry Sunarko100% (1)
- Ash Handling CatalogueDocument8 pagesAsh Handling CatalogueVaijayanti JoshiNo ratings yet
- Handbook of Vinyl FormulatingFrom EverandHandbook of Vinyl FormulatingRichard F GrossmanRating: 3 out of 5 stars3/5 (1)
- LH 104Document1 pageLH 104Sandeep gangulyNo ratings yet
- General Characteristics:: Wearresist Technologies Pvt. LTDDocument1 pageGeneral Characteristics:: Wearresist Technologies Pvt. LTDSandeep gangulyNo ratings yet
- Application of Brushable Ceramic Coating and Superior Metal For Pipe SupportDocument2 pagesApplication of Brushable Ceramic Coating and Superior Metal For Pipe SupportSandeep gangulyNo ratings yet
- LH 106Document1 pageLH 106Sandeep gangulyNo ratings yet
- Hishiko TIG welding electrode for hardfacing applicationsDocument1 pageHishiko TIG welding electrode for hardfacing applicationsSandeep gangulyNo ratings yet
- Koroglass 1000Document3 pagesKoroglass 1000Sandeep gangulyNo ratings yet
- Ral Colour CardDocument2 pagesRal Colour CardSandeep gangulyNo ratings yet
- Diffusaloy 6180Document1 pageDiffusaloy 6180gauravsphNo ratings yet
- Water Treatment Program Manual: 6 Revision, March 2010Document104 pagesWater Treatment Program Manual: 6 Revision, March 2010Sunny OoiNo ratings yet
- Chapter 11Document22 pagesChapter 11Anna AradiNo ratings yet
- Ascorbic Acid PDFDocument7 pagesAscorbic Acid PDFM Ahya KNo ratings yet
- Understanding Acid and Alkaline PropertiesDocument27 pagesUnderstanding Acid and Alkaline PropertiesShahrul HisyamNo ratings yet
- BONDERITE C NE 10466 en - USDocument2 pagesBONDERITE C NE 10466 en - USankarthik11No ratings yet
- Kami Export - Fuels & Alkanes 1 QP PDFDocument11 pagesKami Export - Fuels & Alkanes 1 QP PDFHanaOmarNo ratings yet
- PH DRIFTDocument2 pagesPH DRIFTUtsav DalalNo ratings yet
- Lab ManualDocument16 pagesLab Manualchiranjeev rathoreNo ratings yet
- Dynamic Soil Systems Part ADocument7 pagesDynamic Soil Systems Part AIshwaranSivaNo ratings yet
- Ammonia Destruction in The Reaction Furnace - Optimized Gas TreatingDocument9 pagesAmmonia Destruction in The Reaction Furnace - Optimized Gas TreatingAlejandro PedezertNo ratings yet
- Green Road Trial Sem 3 2022 QuastionDocument8 pagesGreen Road Trial Sem 3 2022 QuastionKeertana SubramaniamNo ratings yet
- Acids Bases Salts Neutralization Reactions (39Document6 pagesAcids Bases Salts Neutralization Reactions (39HONEY YOYONo ratings yet
- 1956-1957 Sodium MetabisulfiteDocument2 pages1956-1957 Sodium MetabisulfiteChibao VoNo ratings yet
- Derivative Analysis of Potentiometric Titration Data To Obtain Protonation ConstantsDocument6 pagesDerivative Analysis of Potentiometric Titration Data To Obtain Protonation ConstantsMaría José CárdenasNo ratings yet
- CHM Flio HAHA FAILDocument26 pagesCHM Flio HAHA FAILLoi Reng TeckNo ratings yet
- Lecture 3 - PhenolDocument34 pagesLecture 3 - PhenolQutaiba IbrahimNo ratings yet
- Acid-Base-Property-If-Water 1Document10 pagesAcid-Base-Property-If-Water 1Robelle Grace M. CulaNo ratings yet
- Salt hydrolysis pH calculationDocument34 pagesSalt hydrolysis pH calculationSalim Sanjaya100% (1)
- Acid - Base BalanceDocument13 pagesAcid - Base Balanceadam yassineNo ratings yet
- Non-aqueous acid-base titration methodsDocument27 pagesNon-aqueous acid-base titration methodsRitwik DasNo ratings yet
- Aspirin and SoapDocument4 pagesAspirin and SoapyeeeyyyNo ratings yet
- Lix® ReagentDocument47 pagesLix® Reagentzaqwsxcde123100% (6)
- Stoichiometry PracticeDocument4 pagesStoichiometry Practicejana gomezNo ratings yet
- P-block elements propertiesDocument21 pagesP-block elements propertiesSaurabh PatilNo ratings yet
- Understanding Entropy and Equilibrium ReactionsDocument62 pagesUnderstanding Entropy and Equilibrium ReactionsYoNo ratings yet
- Chemical Nomenclature Workbook - Guided Memorization PDFDocument47 pagesChemical Nomenclature Workbook - Guided Memorization PDFViviana MărgăritNo ratings yet
- Buffer and Buffer Capacity Activity ExplainedDocument2 pagesBuffer and Buffer Capacity Activity ExplainedValenzuela Allene GraceNo ratings yet