You might also like
- Process Engineering for a Small Planet: How to Reuse, Re-Purpose, and Retrofit Existing Process EquipmentFrom EverandProcess Engineering for a Small Planet: How to Reuse, Re-Purpose, and Retrofit Existing Process EquipmentNo ratings yet
- Hydro Processing Corrosion Wash WaterDocument9 pagesHydro Processing Corrosion Wash WaterNagendra H100% (1)
- Natural Gas Processing from Midstream to DownstreamFrom EverandNatural Gas Processing from Midstream to DownstreamNimir O. ElbashirNo ratings yet
- PHD Thesis Naveen BhutaniDocument252 pagesPHD Thesis Naveen BhutaniSagar SrinivasNo ratings yet
- Norsok Standard P-001: Edition 5, Sep. 2006Document26 pagesNorsok Standard P-001: Edition 5, Sep. 2006Đào_hải_10No ratings yet
- Sloleya DistillationtraysasmechanicalequipmentDocument62 pagesSloleya Distillationtraysasmechanicalequipmentmsn1981No ratings yet
- Stepwise Simulation of Vacuum Transfer2Document7 pagesStepwise Simulation of Vacuum Transfer2Hadis ShojaeiNo ratings yet
- Reboiler: Types of ReboilersDocument5 pagesReboiler: Types of ReboilersMigueAngelPFNo ratings yet
- Refining process optimization with patented reactor internalsDocument6 pagesRefining process optimization with patented reactor internalsapitbhuNo ratings yet
- Process Design of FurnacesDocument41 pagesProcess Design of Furnacesanju2718No ratings yet
- Kettle Type Exchangers PDFDocument13 pagesKettle Type Exchangers PDFrams789No ratings yet
- Reduce benzene from gasoline streams with dividing wall column technologyDocument3 pagesReduce benzene from gasoline streams with dividing wall column technologyGeorgeNo ratings yet
- Guide Document GE P312 4.1.2 I General ConsiderationsDocument31 pagesGuide Document GE P312 4.1.2 I General ConsiderationsDiarista Thoma SaputraNo ratings yet
- Minimizing Energy Costs With Free Cooling.Document7 pagesMinimizing Energy Costs With Free Cooling.joasobralNo ratings yet
- Process Design and Control Requirements for Crude Distillation and Hydrogen ProductionDocument41 pagesProcess Design and Control Requirements for Crude Distillation and Hydrogen Productionaizzuan_1No ratings yet
- SS Simulation of Ethane RecoveryDocument5 pagesSS Simulation of Ethane RecoveryvasudhaNo ratings yet
- Chapter 14 - Process OptimizationDocument23 pagesChapter 14 - Process OptimizationAsh CrimsonNo ratings yet
- Cooling WaterDocument61 pagesCooling WaterEmavwodia SolomonNo ratings yet
- A An ND D Ffo Orr: Increase CapacityDocument7 pagesA An ND D Ffo Orr: Increase CapacityLuis Enrique Leyva OvalleNo ratings yet
- Liquid Hydrogen - A Review On Liquefaction, Storage, Transportation, and SafetyDocument30 pagesLiquid Hydrogen - A Review On Liquefaction, Storage, Transportation, and Safety이응우No ratings yet
- Criterios de Diseño - Varios - 1Document116 pagesCriterios de Diseño - Varios - 1wylie01No ratings yet
- The Fischer Tropsch Process 1950 - 200 - Mark E DryDocument15 pagesThe Fischer Tropsch Process 1950 - 200 - Mark E DryNalre OcehcapNo ratings yet
- Licuacion de Gas NaturalDocument41 pagesLicuacion de Gas NaturalYoselin M. EspinozaNo ratings yet
- Industrial Process DesignDocument44 pagesIndustrial Process DesigntruchitoNo ratings yet
- 9 Types of Hydrogen Storage-1Document27 pages9 Types of Hydrogen Storage-1HosseinNo ratings yet
- Pce-II Unit-I & II 1Document84 pagesPce-II Unit-I & II 1Pavan SatishNo ratings yet
- UBE E 102 Heat ExchangersDocument17 pagesUBE E 102 Heat Exchangersjohn carterNo ratings yet
- Amine CorrosionDocument12 pagesAmine CorrosionMedina EldesNo ratings yet
- 1.0 Chiller UnitDocument12 pages1.0 Chiller UnitfebousNo ratings yet
- AbrivationsDocument1 pageAbrivationsArkhan KhanNo ratings yet
- Kister - Troubleshoot Packing Maldistribution Upset Part 1, Temperature Surveys and Gamma ScansDocument8 pagesKister - Troubleshoot Packing Maldistribution Upset Part 1, Temperature Surveys and Gamma ScansgonzalezpcjNo ratings yet
- Energy Optimization of Crude Oil Distillation Using Different Designs of Pre-Flash DrumsDocument7 pagesEnergy Optimization of Crude Oil Distillation Using Different Designs of Pre-Flash DrumsRicardoCamachoPerezNo ratings yet
- Engineering Standard: IPS-E-PR-340Document22 pagesEngineering Standard: IPS-E-PR-340Sadegh AhmadiNo ratings yet
- Chapter 5 Part I The Pinch Heat Integration PDFDocument55 pagesChapter 5 Part I The Pinch Heat Integration PDFBarNo ratings yet
- Column Hydraulics NotesDocument4 pagesColumn Hydraulics NotessatishchemengNo ratings yet
- Fdocuments - in Design of Shell Tube Heat ExchangerDocument47 pagesFdocuments - in Design of Shell Tube Heat ExchangerUser019No ratings yet
- Green Hydrogen Characterisation Initiatives Definitions, StandardsDocument13 pagesGreen Hydrogen Characterisation Initiatives Definitions, Standardsjorge bustosNo ratings yet
- Heat Transfer Equipment 1. Heat Exchangers: Chemical Engineering DesignDocument45 pagesHeat Transfer Equipment 1. Heat Exchangers: Chemical Engineering DesignMuthuNo ratings yet
- Carbon CaptureDocument13 pagesCarbon CaptureShubhalaxmi SwainNo ratings yet
- The Hot Bypass Pressure Control Rev. Agosto 2018Document12 pagesThe Hot Bypass Pressure Control Rev. Agosto 2018luiz.henriqueNo ratings yet
- CHE 165A L11 - Heat Exchanger Design PDFDocument61 pagesCHE 165A L11 - Heat Exchanger Design PDFLi ChNo ratings yet
- Sabp Z 018Document23 pagesSabp Z 018Eagle SpiritNo ratings yet
- Maximising ULSD Production Through Refinery RevampsDocument8 pagesMaximising ULSD Production Through Refinery Revampssam josephNo ratings yet
- The Star Process by Uhde: Industrial SolutionsDocument24 pagesThe Star Process by Uhde: Industrial SolutionsAjaykumarNo ratings yet
- General Guidelines For Distillation ColumnDocument23 pagesGeneral Guidelines For Distillation ColumnCristinaNo ratings yet
- Energy Optimization in Water Water Treatment PlantsDocument2 pagesEnergy Optimization in Water Water Treatment Plantsprannoy100% (1)
- Hydrotreating ProcessDocument186 pagesHydrotreating ProcessNgoVietCuongNo ratings yet
- Hydroprocessing: Hydrocracking & HydrotreatingDocument45 pagesHydroprocessing: Hydrocracking & HydrotreatingRobin ZwartNo ratings yet
- Refrigeration Process Design PDFDocument10 pagesRefrigeration Process Design PDFmiraNo ratings yet
- Norsok Standard Process SystemsDocument131 pagesNorsok Standard Process SystemsJohnNo ratings yet
- Reaction Technologies: ThreeDocument31 pagesReaction Technologies: ThreeProcess EngineerNo ratings yet
- FCC Propylene Production Tech PaperDocument8 pagesFCC Propylene Production Tech PaperMaría Belén JaureguiNo ratings yet
- Structured Packings GasDocument20 pagesStructured Packings GasBowo Edhi WibowoNo ratings yet
- Tower Design & Spec.Document25 pagesTower Design & Spec.MuruganNo ratings yet
- RSD/RCD Series Coarse/Fine Bubble Aeration Diffuser Spec SheetDocument8 pagesRSD/RCD Series Coarse/Fine Bubble Aeration Diffuser Spec SheetArgie AdduruNo ratings yet
- Seleccion de EbullidoresDocument5 pagesSeleccion de EbullidoresDaniela Jurado100% (2)
- Heat Exchanger Monitoring and TroubleshootingDocument14 pagesHeat Exchanger Monitoring and TroubleshootingJorge Enciso AcuñaNo ratings yet
- Liquid Process Piping - Part 6 Ancillary Equipment & Corrosion Protection PDFDocument17 pagesLiquid Process Piping - Part 6 Ancillary Equipment & Corrosion Protection PDFnitin guptaNo ratings yet
- Gas Liquid Separation Technology PDFDocument24 pagesGas Liquid Separation Technology PDFnodyyyNo ratings yet
- Filling The Propylene Gap On Purpose TechnologiesDocument12 pagesFilling The Propylene Gap On Purpose Technologiesvajidqc100% (1)
- J3BGDF02BR025 01 01Document1 pageJ3BGDF02BR025 01 01saleem naheedNo ratings yet
- J3BGDF02BR025 01 01Document1 pageJ3BGDF02BR025 01 01saleem naheedNo ratings yet
- Saudi Arabian Oil Company: VA-291526 001 P 0A2 K14 RestrictedDocument1 pageSaudi Arabian Oil Company: VA-291526 001 P 0A2 K14 Restrictedsaleem naheedNo ratings yet
- J3BGDF02BR012 01 01Document1 pageJ3BGDF02BR012 01 01saleem naheedNo ratings yet
- J3BGDF02BR009 01 01Document1 pageJ3BGDF02BR009 01 01saleem naheedNo ratings yet
- J3BGDF02BR005 01 01Document1 pageJ3BGDF02BR005 01 01saleem naheedNo ratings yet
- Saudi Arabian Oil Company: Electrical Power Plan Electrical Power Plan Electrical Power PlanDocument1 pageSaudi Arabian Oil Company: Electrical Power Plan Electrical Power Plan Electrical Power Plansaleem naheedNo ratings yet
- Saudi Arabian Oil Company: VA-291301 001 P 0A2 K11 RestrictedDocument1 pageSaudi Arabian Oil Company: VA-291301 001 P 0A2 K11 Restrictedsaleem naheedNo ratings yet
- Saudi Arabian Oil Company: Electrical Power Plan Electrical Power Plan Electrical Power PlanDocument1 pageSaudi Arabian Oil Company: Electrical Power Plan Electrical Power Plan Electrical Power Plansaleem naheedNo ratings yet
- Saudi Arabian Oil Company: Electrical Power Plan Electrical Power Plan Electrical Power PlanDocument1 pageSaudi Arabian Oil Company: Electrical Power Plan Electrical Power Plan Electrical Power Plansaleem naheedNo ratings yet
- Saudi Arabian Oil Company: Electrical Power Plan Electrical Power Plan Electrical Power PlanDocument1 pageSaudi Arabian Oil Company: Electrical Power Plan Electrical Power Plan Electrical Power Plansaleem naheedNo ratings yet
- Saudi Arabian Oil Company: Electrical Power Plan Electrical Power Plan Electrical Power PlanDocument1 pageSaudi Arabian Oil Company: Electrical Power Plan Electrical Power Plan Electrical Power Plansaleem naheedNo ratings yet
- Saudi Arabian Oil Company: Electrical Power Plan Electrical Power Plan Electrical Power PlanDocument1 pageSaudi Arabian Oil Company: Electrical Power Plan Electrical Power Plan Electrical Power Plansaleem naheedNo ratings yet
- Saudi Arabian Oil Company: VA-291301 001 P 0A2 K11 RestrictedDocument1 pageSaudi Arabian Oil Company: VA-291301 001 P 0A2 K11 Restrictedsaleem naheedNo ratings yet
- Saudi Arabian Oil Company: PA-00B104 001 B C K04 RestrictedDocument1 pageSaudi Arabian Oil Company: PA-00B104 001 B C K04 RestrictedWaqarNo ratings yet
- Saudi Arabian Oil Company: PA-00B119 001 B C K06 RestrictedDocument1 pageSaudi Arabian Oil Company: PA-00B119 001 B C K06 Restrictedsaleem shahidNo ratings yet
- Saudi Arabian Oil Company: Electrical Power Plan Electrical Power Plan Electrical Power PlanDocument1 pageSaudi Arabian Oil Company: Electrical Power Plan Electrical Power Plan Electrical Power Plansaleem naheedNo ratings yet
- Saudi Arabian Oil Company: Co2 Fire Suppression System Piping LayoutDocument1 pageSaudi Arabian Oil Company: Co2 Fire Suppression System Piping Layoutsaleem shahidNo ratings yet
- Hydrostatic Testing Services Web QualityDocument2 pagesHydrostatic Testing Services Web QualityManikandanNo ratings yet
- Saudi Arabian Oil Company: NotesDocument1 pageSaudi Arabian Oil Company: Notessaleem naheedNo ratings yet
- SaudiAramco Fresh Air Damper Demolition Project ProposalDocument1 pageSaudiAramco Fresh Air Damper Demolition Project ProposalWaqarNo ratings yet
- Saes Z 020Document13 pagesSaes Z 020saleem naheedNo ratings yet
- SAES-A-205 Change Contact NameDocument27 pagesSAES-A-205 Change Contact Namesaleem naheed100% (1)
- Saes A 014 PDFDocument20 pagesSaes A 014 PDFSuman TamilselvanNo ratings yet
- Electricity and ChemicalsDocument4 pagesElectricity and ChemicalsFatema KhatunNo ratings yet
- Kcppump 8436 PyyiehDocument1 pageKcppump 8436 Pyyiehعالم الصيانة معدات ثقيلة ومعدات خرسانةNo ratings yet
- Indian Oil Corporation LTDDocument11 pagesIndian Oil Corporation LTDsaz786chemicalNo ratings yet
- Fastach II Screed Manual 22415Document40 pagesFastach II Screed Manual 22415julianmataNo ratings yet
- GSH 7 VC Professional Manual 143460Document152 pagesGSH 7 VC Professional Manual 143460madmatskNo ratings yet
- Welcoming The Maiden Archetype: When Can I Do The Meditation?Document3 pagesWelcoming The Maiden Archetype: When Can I Do The Meditation?Gabrijela TominacNo ratings yet
- Dew Journal Editorial CalenderDocument4 pagesDew Journal Editorial CalenderALOK RANJANNo ratings yet
- HP Laserjet P1505 Printer Series: Durable, Fast, and Value-Packed-To Help You Create Professional-Quality DocumentsDocument4 pagesHP Laserjet P1505 Printer Series: Durable, Fast, and Value-Packed-To Help You Create Professional-Quality DocumentsDaniel MartinsNo ratings yet
- Suparco+ KRL Test Ques For Electrical EngrzDocument5 pagesSuparco+ KRL Test Ques For Electrical Engrzمحمد فصیح آفتابNo ratings yet
- OTCQB Company ListDocument119 pagesOTCQB Company ListtbconantNo ratings yet
- Fry A Different RouteDocument4 pagesFry A Different Routecklcat1437No ratings yet
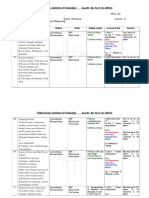
- Vishwakarma Institute of Technology: Issue 01: Rev No. 0: Dt. 16/03/16 Course Plan FormatDocument4 pagesVishwakarma Institute of Technology: Issue 01: Rev No. 0: Dt. 16/03/16 Course Plan FormatnikNo ratings yet
- Delhi Metro - Project ManagementDocument10 pagesDelhi Metro - Project ManagementShubham ChaudhariNo ratings yet
- What Is The Difference Between Graft and CorruptionDocument3 pagesWhat Is The Difference Between Graft and CorruptionPrince Khalid67% (3)
- Kubota Mobile Light TowerDocument1 pageKubota Mobile Light TowerabrhamtNo ratings yet
- RMU Test ReportDocument3 pagesRMU Test ReportGANESH K75% (4)
- Kyocera Fsc5100dn Fsc5200dn Fsc5300dn Parts & ServiceDocument227 pagesKyocera Fsc5100dn Fsc5200dn Fsc5300dn Parts & ServiceandybruceNo ratings yet
- CHE3164 Assignment 1 2016 - Rev 2Document3 pagesCHE3164 Assignment 1 2016 - Rev 2Mashroof AhmedNo ratings yet
- 04 - HUAWEI - Training Smart IV CurveDocument22 pages04 - HUAWEI - Training Smart IV CurveSav SashaNo ratings yet
- Well Test Course NotesDocument522 pagesWell Test Course NotesBulan BintangNo ratings yet
- Seeker/Sensor Technology Assessment For ECAP: Presented by Tim CarrollDocument18 pagesSeeker/Sensor Technology Assessment For ECAP: Presented by Tim CarrollWaqas Ahmed100% (2)
- Kriyashakti in ShortDocument1 pageKriyashakti in ShortMorganNo ratings yet
- Eccentric Vibratory Mills - Theory and Practice: Eberhard Gock, Karl-Eugen KurrerDocument9 pagesEccentric Vibratory Mills - Theory and Practice: Eberhard Gock, Karl-Eugen KurrerNikita BogdanovNo ratings yet
- Trox ImageDocument80 pagesTrox ImageDana LoreNo ratings yet
- J424manual Incendiu BentelDocument64 pagesJ424manual Incendiu BentelAndreea PocotilaNo ratings yet
- DEMANDCHARGESDocument3 pagesDEMANDCHARGESAnonymous MDkp0hnb3lNo ratings yet
- 7.K-75-010 Series 439D Vibrating Bells 10-6-14 PDFDocument2 pages7.K-75-010 Series 439D Vibrating Bells 10-6-14 PDFmaryNo ratings yet
- Lh25-E08-G02-003 R0 SLD Generator Main Transformer & Line ProtectionDocument1 pageLh25-E08-G02-003 R0 SLD Generator Main Transformer & Line ProtectionasygafNo ratings yet
- NASA Space Shuttle STS-41G Press KitDocument29 pagesNASA Space Shuttle STS-41G Press KitOrion2015No ratings yet
- TNB - NEM Customer Load Profile FormDocument1 pageTNB - NEM Customer Load Profile FormKian Keong YeeNo ratings yet
- Defensive Cyber Mastery: Expert Strategies for Unbeatable Personal and Business SecurityFrom EverandDefensive Cyber Mastery: Expert Strategies for Unbeatable Personal and Business SecurityRating: 5 out of 5 stars5/5 (1)
- The Digital Marketing Handbook: A Step-By-Step Guide to Creating Websites That SellFrom EverandThe Digital Marketing Handbook: A Step-By-Step Guide to Creating Websites That SellRating: 5 out of 5 stars5/5 (6)
- The Wires of War: Technology and the Global Struggle for PowerFrom EverandThe Wires of War: Technology and the Global Struggle for PowerRating: 4 out of 5 stars4/5 (34)
- Python for Beginners: The 1 Day Crash Course For Python Programming In The Real WorldFrom EverandPython for Beginners: The 1 Day Crash Course For Python Programming In The Real WorldNo ratings yet
- So You Want to Start a Podcast: Finding Your Voice, Telling Your Story, and Building a Community that Will ListenFrom EverandSo You Want to Start a Podcast: Finding Your Voice, Telling Your Story, and Building a Community that Will ListenRating: 4.5 out of 5 stars4.5/5 (35)
- The Internet Con: How to Seize the Means of ComputationFrom EverandThe Internet Con: How to Seize the Means of ComputationRating: 5 out of 5 stars5/5 (6)
- How to Be Fine: What We Learned by Living by the Rules of 50 Self-Help BooksFrom EverandHow to Be Fine: What We Learned by Living by the Rules of 50 Self-Help BooksRating: 4.5 out of 5 stars4.5/5 (48)
- Ultimate Guide to LinkedIn for Business: Access more than 500 million people in 10 minutesFrom EverandUltimate Guide to LinkedIn for Business: Access more than 500 million people in 10 minutesRating: 5 out of 5 stars5/5 (5)
- Content Rules: How to Create Killer Blogs, Podcasts, Videos, Ebooks, Webinars (and More) That Engage Customers and Ignite Your BusinessFrom EverandContent Rules: How to Create Killer Blogs, Podcasts, Videos, Ebooks, Webinars (and More) That Engage Customers and Ignite Your BusinessRating: 4.5 out of 5 stars4.5/5 (42)
- How to Do Nothing: Resisting the Attention EconomyFrom EverandHow to Do Nothing: Resisting the Attention EconomyRating: 4 out of 5 stars4/5 (421)
- Social Media Marketing 2024, 2025: Build Your Business, Skyrocket in Passive Income, Stop Working a 9-5 Lifestyle, True Online Working from HomeFrom EverandSocial Media Marketing 2024, 2025: Build Your Business, Skyrocket in Passive Income, Stop Working a 9-5 Lifestyle, True Online Working from HomeNo ratings yet
- Nine Algorithms That Changed the Future: The Ingenious Ideas That Drive Today's ComputersFrom EverandNine Algorithms That Changed the Future: The Ingenious Ideas That Drive Today's ComputersRating: 5 out of 5 stars5/5 (7)
- TikTok Algorithms 2024 $15,000/Month Guide To Escape Your Job And Build an Successful Social Media Marketing Business From Home Using Your Personal Account, Branding, SEO, InfluencerFrom EverandTikTok Algorithms 2024 $15,000/Month Guide To Escape Your Job And Build an Successful Social Media Marketing Business From Home Using Your Personal Account, Branding, SEO, InfluencerRating: 4 out of 5 stars4/5 (4)
- Ultimate Guide to YouTube for BusinessFrom EverandUltimate Guide to YouTube for BusinessRating: 5 out of 5 stars5/5 (1)
- More Porn - Faster!: 50 Tips & Tools for Faster and More Efficient Porn BrowsingFrom EverandMore Porn - Faster!: 50 Tips & Tools for Faster and More Efficient Porn BrowsingRating: 3.5 out of 5 stars3.5/5 (23)
- HTML5 and CSS3 Masterclass: In-depth Web Design Training with Geolocation, the HTML5 Canvas, 2D and 3D CSS Transformations, Flexbox, CSS Grid, and More (English Edition)From EverandHTML5 and CSS3 Masterclass: In-depth Web Design Training with Geolocation, the HTML5 Canvas, 2D and 3D CSS Transformations, Flexbox, CSS Grid, and More (English Edition)No ratings yet
- SEO 2021: Learn search engine optimization with smart internet marketing strategiesFrom EverandSEO 2021: Learn search engine optimization with smart internet marketing strategiesRating: 5 out of 5 stars5/5 (6)
- The $1,000,000 Web Designer Guide: A Practical Guide for Wealth and Freedom as an Online FreelancerFrom EverandThe $1,000,000 Web Designer Guide: A Practical Guide for Wealth and Freedom as an Online FreelancerRating: 4.5 out of 5 stars4.5/5 (22)
- Monitored: Business and Surveillance in a Time of Big DataFrom EverandMonitored: Business and Surveillance in a Time of Big DataRating: 4 out of 5 stars4/5 (1)
- The Designer’s Guide to Figma: Master Prototyping, Collaboration, Handoff, and WorkflowFrom EverandThe Designer’s Guide to Figma: Master Prototyping, Collaboration, Handoff, and WorkflowNo ratings yet