You might also like
- Formulas and Calculations for Drilling, Production, and Workover: All the Formulas You Need to Solve Drilling and Production ProblemsFrom EverandFormulas and Calculations for Drilling, Production, and Workover: All the Formulas You Need to Solve Drilling and Production ProblemsRating: 4 out of 5 stars4/5 (9)
- Functionality 10 PDFDocument7 pagesFunctionality 10 PDFCesar Rodolfo Angulo DelgadoNo ratings yet
- 05 70 Hertel Oral-PBDocument4 pages05 70 Hertel Oral-PBxieyangcongNo ratings yet
- 2019 - Improving Mechanical Properties For Extrusion-Based - POLYMERSDocument13 pages2019 - Improving Mechanical Properties For Extrusion-Based - POLYMERSTung PhanNo ratings yet
- Green Powder Injection Moulded Components PDFDocument6 pagesGreen Powder Injection Moulded Components PDFJoydip JoydipNo ratings yet
- Key Parameters For Warm Compaction of High Density MaterialsDocument9 pagesKey Parameters For Warm Compaction of High Density MaterialsJUANNo ratings yet
- Manufacture of Aramid Fibre Reinforced Nylon-12 by Dry Powder Impregnation ProcessDocument6 pagesManufacture of Aramid Fibre Reinforced Nylon-12 by Dry Powder Impregnation ProcessabiliovieiraNo ratings yet
- Powder Technology: Li Sun, Basak Oguz, Patrick KwonDocument8 pagesPowder Technology: Li Sun, Basak Oguz, Patrick KwonDiego CardenasNo ratings yet
- Injection Molding of Postconsumer Wood-P PDFDocument19 pagesInjection Molding of Postconsumer Wood-P PDFAwad M. El ArabyNo ratings yet
- Bulk Density and Owability of Nonfat Dry Milk and Skim Milk PowderDocument16 pagesBulk Density and Owability of Nonfat Dry Milk and Skim Milk PowderRisto PanovskiNo ratings yet
- Mathis Magnesium Stearate EffectDocument4 pagesMathis Magnesium Stearate EffectAleceandraNo ratings yet
- Laser Diffraction Particle Sizing of Cohesive Lactose PowdersDocument5 pagesLaser Diffraction Particle Sizing of Cohesive Lactose PowdersamineNo ratings yet
- Pharmaceutical Powders, Blends, Dry Granulations, and Immediate-Release TabletsDocument9 pagesPharmaceutical Powders, Blends, Dry Granulations, and Immediate-Release TabletsOgunjimi Abayomi Tolulope50% (2)
- Influence of Some Starch Binders On The Brittle FRDocument5 pagesInfluence of Some Starch Binders On The Brittle FRnhan phamNo ratings yet
- The Study On Polypropylene Applied in Fused Deposition modelingAIP Conference ProceedingsDocument6 pagesThe Study On Polypropylene Applied in Fused Deposition modelingAIP Conference ProceedingsSara TeixeiraNo ratings yet
- Metals 08 00999 PDFDocument16 pagesMetals 08 00999 PDFJoão TarelhoNo ratings yet
- Characterization of Waste Plastic Bag As A Novel Binder System and Homogeneity Test For Stainless Steel 316L Metal Injection MoldingDocument7 pagesCharacterization of Waste Plastic Bag As A Novel Binder System and Homogeneity Test For Stainless Steel 316L Metal Injection MoldingFera FaelaNo ratings yet
- Articulo DefDocument7 pagesArticulo DefropmachadoNo ratings yet
- 700 Radl A Noveldesignforhot-MeltextrusionpelletizersDocument13 pages700 Radl A Noveldesignforhot-MeltextrusionpelletizersStefan RadlNo ratings yet
- 2008 Article 44489Document11 pages2008 Article 44489taikhoan217No ratings yet
- Scope: TIP Category: Data and CalculationsDocument5 pagesScope: TIP Category: Data and CalculationsEduuNo ratings yet
- 10 1016@j Ijpharm 2018 02 006Document48 pages10 1016@j Ijpharm 2018 02 006Fajar BarkahNo ratings yet
- Improved Manufacturing Performance of Screen Printed Carbon Electrodes Through Material FormulationDocument10 pagesImproved Manufacturing Performance of Screen Printed Carbon Electrodes Through Material FormulationLaura González SossaNo ratings yet
- Laboratory Manual Pharmaceutics Iii: LaboratoualDocument54 pagesLaboratory Manual Pharmaceutics Iii: LaboratoualYousef KhaledNo ratings yet
- Orensado:fresado e Impresso de Placa.024Document7 pagesOrensado:fresado e Impresso de Placa.024Danilo BianchiNo ratings yet
- Chen and Lloyd, 1994Document8 pagesChen and Lloyd, 1994stevenNo ratings yet
- Caution:: 1. ScopeDocument4 pagesCaution:: 1. ScopeMASTER SOURCENo ratings yet
- A Novel Process For Production of Spherical PBT Powders and Their Processing Behavior During Laser Beam MeltingDocument6 pagesA Novel Process For Production of Spherical PBT Powders and Their Processing Behavior During Laser Beam MeltingBOMMENA SHIVAPRASADNo ratings yet
- Stirr Ball Mill PDFDocument5 pagesStirr Ball Mill PDFHüseyinVapurNo ratings yet
- SSSEDocument5 pagesSSSEYein AliasNo ratings yet
- W-Co DensificationDocument7 pagesW-Co DensificationPranith KumarNo ratings yet
- JournalDocument6 pagesJournalamirpouyanNo ratings yet
- Effects of The Chemical Foaming Agents I PDFDocument7 pagesEffects of The Chemical Foaming Agents I PDFDiegoTierradentroNo ratings yet
- Agglomerated Cork, Particle Size Distribution Analysis PDFDocument6 pagesAgglomerated Cork, Particle Size Distribution Analysis PDFDiego GuerreroNo ratings yet
- Garcia 2004 Application of The Rosin-Rammler and Gates-Gaudin-Schuhmann Models To The Particle Size Distribution Analysis of Agglomerated CorkDocument6 pagesGarcia 2004 Application of The Rosin-Rammler and Gates-Gaudin-Schuhmann Models To The Particle Size Distribution Analysis of Agglomerated CorknurulNo ratings yet
- Product Design Based On Discrete Particle Modeling of A Uidized Bed GranulatorDocument12 pagesProduct Design Based On Discrete Particle Modeling of A Uidized Bed Granulator권혁록No ratings yet
- Asphalt Lab ReportDocument12 pagesAsphalt Lab ReportMansueta StefanusNo ratings yet
- Sound Insulation Property of Recycled High-Density Polyethylene WasteDocument10 pagesSound Insulation Property of Recycled High-Density Polyethylene Wastenahomy.castillo.aNo ratings yet
- 2019 - Prediction of The Anisotropic Mechanical Properties of Compacted PowdersDocument12 pages2019 - Prediction of The Anisotropic Mechanical Properties of Compacted PowdersakjeevananthamNo ratings yet
- Comparison of Polymerization ShrinkageDocument6 pagesComparison of Polymerization ShrinkageYeison HidalgoNo ratings yet
- High Performance Melt-Cast Plastic-Bonded ExplosivesDocument9 pagesHigh Performance Melt-Cast Plastic-Bonded ExplosivescloeteeNo ratings yet
- Dihoru 2000Document6 pagesDihoru 2000HERLINA PEBRIANINo ratings yet
- T410 OM-98 Grammage of Paper and Paperboard (Weight Per Unit Area)Document5 pagesT410 OM-98 Grammage of Paper and Paperboard (Weight Per Unit Area)Edmund KohSSNo ratings yet
- Powder Injection Molding Process in Industrial Fields: ReviewDocument9 pagesPowder Injection Molding Process in Industrial Fields: ReviewandreeaNo ratings yet
- Doosthoseini K and Hosseinabadi HZDocument7 pagesDoosthoseini K and Hosseinabadi HZArif AnsariNo ratings yet
- Predictions of Effects of Punch Shapes On Tableting Failure by Using A Multi-Functional Single-Punch Tablet PressDocument6 pagesPredictions of Effects of Punch Shapes On Tableting Failure by Using A Multi-Functional Single-Punch Tablet PressAnnisa Novita NurismaNo ratings yet
- Research Article: A Novel Melt Cast Composite Booster Formulation Based On Dntf/Tnt/Gap-Etpe/Nano-HmxDocument6 pagesResearch Article: A Novel Melt Cast Composite Booster Formulation Based On Dntf/Tnt/Gap-Etpe/Nano-HmxModa ModaNo ratings yet
- Powders For Powder Bed Fusion: A ReviewDocument15 pagesPowders For Powder Bed Fusion: A ReviewGuillermo RubinoNo ratings yet
- TAPPI/ANSI T 437 Om-12: 1. ScopeDocument5 pagesTAPPI/ANSI T 437 Om-12: 1. ScopeSteffany SilvaNo ratings yet
- Powders For Powder Bed Fusion A ReviewDocument16 pagesPowders For Powder Bed Fusion A ReviewÁlvaro Nieto CastroNo ratings yet
- Assessing Flowability of Small Quantities of Cohesive Powder Using Distinct Element ModellingDocument4 pagesAssessing Flowability of Small Quantities of Cohesive Powder Using Distinct Element ModellingYadeNo ratings yet
- Assessing Flowability of Small Quantities of Cohesive Powder Using Distinct Element ModellingDocument4 pagesAssessing Flowability of Small Quantities of Cohesive Powder Using Distinct Element ModellingYadeNo ratings yet
- Mixing Performance of A Curved-Ribbon Impeller During Blending of Food PowdersDocument7 pagesMixing Performance of A Curved-Ribbon Impeller During Blending of Food PowdersAmal ..No ratings yet
- EL NR Blend PU Foam PRIMDocument9 pagesEL NR Blend PU Foam PRIMGlasst Innovacion 2019No ratings yet
- Optimization Conditions of Recycling Waste Plastic Peton Asphalt, by Using Application of Response Surface MethodologyDocument12 pagesOptimization Conditions of Recycling Waste Plastic Peton Asphalt, by Using Application of Response Surface MethodologyIJAR JOURNALNo ratings yet
- Neem Gum As A Binder in A Formulated Paracetamol Tablet With Reference To Acacia Gum BPDocument11 pagesNeem Gum As A Binder in A Formulated Paracetamol Tablet With Reference To Acacia Gum BPOgunjimi Abayomi TolulopeNo ratings yet
- Formulation Design and Evaluation of Mucoadhesive Buccal Patch of Ketorolac For The Treatment of PeriodontitisDocument10 pagesFormulation Design and Evaluation of Mucoadhesive Buccal Patch of Ketorolac For The Treatment of PeriodontitisInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- 5 - Effects of Anti - Block - PPA - FINAL - 2016Document14 pages5 - Effects of Anti - Block - PPA - FINAL - 2016Hữu LộcNo ratings yet
- PMMADocument7 pagesPMMAcuongtran_siegenNo ratings yet
- Of Catalyst: The Effect Structure The Synthesis of Dental Restorative MonomerDocument5 pagesOf Catalyst: The Effect Structure The Synthesis of Dental Restorative MonomerLinh TrươngNo ratings yet
- Quantum Mechanics of Lattice VibrationsDocument65 pagesQuantum Mechanics of Lattice VibrationsSteven KmiecNo ratings yet
- Insects 11 00788Document14 pagesInsects 11 00788Steven KmiecNo ratings yet
- Stephenson2015 Article ElectrochemicallyControlledIonDocument8 pagesStephenson2015 Article ElectrochemicallyControlledIonSteven KmiecNo ratings yet
- Faculty & Staff ParkingDocument5 pagesFaculty & Staff ParkingSteven KmiecNo ratings yet
- 2016 JMCA AceramicpolymercompositesolidelectrolyteforDocument6 pages2016 JMCA AceramicpolymercompositesolidelectrolyteforSteven KmiecNo ratings yet
- Whitepaper Making Pressed PelletsDocument13 pagesWhitepaper Making Pressed PelletsSteven KmiecNo ratings yet
- Synthesis of Sulfide-Based Solid Electrolytes For Application To All-Solid-State Lithium-Sulfur BatteriesDocument101 pagesSynthesis of Sulfide-Based Solid Electrolytes For Application To All-Solid-State Lithium-Sulfur BatteriesSteven KmiecNo ratings yet
- Isothermal Evolution of Phase Composition, Structural Parameters, and Ionic Conductivity in Na Al Ge (PO)Document30 pagesIsothermal Evolution of Phase Composition, Structural Parameters, and Ionic Conductivity in Na Al Ge (PO)Steven KmiecNo ratings yet
- Optimizing The Pellet Press Settings Contributes To Better Pellet QualityDocument4 pagesOptimizing The Pellet Press Settings Contributes To Better Pellet QualitySteven KmiecNo ratings yet
- Oak Ridge National Laboratory Preparation of Sintered Npo Pellets For Irradiation To Produce Pu OxideDocument30 pagesOak Ridge National Laboratory Preparation of Sintered Npo Pellets For Irradiation To Produce Pu OxideSteven KmiecNo ratings yet
- Author's Accepted Manuscript: Nano EnergyDocument52 pagesAuthor's Accepted Manuscript: Nano EnergySteven KmiecNo ratings yet
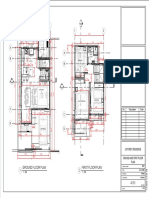
- Floor Plans & ElevationsDocument6 pagesFloor Plans & Elevationsbryan cardonaNo ratings yet
- Ecg Signal Thesis1Document74 pagesEcg Signal Thesis1McSudul HasanNo ratings yet
- Isuzu 4hk1x Sheet HRDocument4 pagesIsuzu 4hk1x Sheet HRMuhammad Haqi Priyono100% (1)
- Samsung CodesDocument14 pagesSamsung Codesapi-3738581100% (2)
- Tailless AircraftDocument17 pagesTailless AircraftVikasVickyNo ratings yet
- Cyclic Redundancy CheckDocument3 pagesCyclic Redundancy CheckmeerashekarNo ratings yet
- Lord!: KnowledgeDocument161 pagesLord!: KnowledgeAsra Zafar khanNo ratings yet
- Photosynthesis LabDocument3 pagesPhotosynthesis Labapi-276121304No ratings yet
- 4 MPM Scope - OutputDocument45 pages4 MPM Scope - OutputSajid Ali MaariNo ratings yet
- Splunk 7 Essentials Third EditionDocument388 pagesSplunk 7 Essentials Third EditionHaripriya100% (1)
- 2017 Petro Skills FacilitiesDocument44 pages2017 Petro Skills FacilitiesChirlly Ulai100% (1)
- Cane - Sugar - Manufacture - in - India Datos Sobre Producción de AzucarDocument525 pagesCane - Sugar - Manufacture - in - India Datos Sobre Producción de AzucarEnrique Lucero100% (1)
- 200 Questions AnswersDocument150 pages200 Questions AnswersvempadareddyNo ratings yet
- SAP IdMDocument34 pagesSAP IdMshabab_14No ratings yet
- Renewsys India Pvt. LTD.: Form Factor - 18 Cells Reference Drawing Numbers: Bom For C06 - 5Wp With Elmex JB Per ModuleDocument31 pagesRenewsys India Pvt. LTD.: Form Factor - 18 Cells Reference Drawing Numbers: Bom For C06 - 5Wp With Elmex JB Per Modulesandeep devabhaktuniNo ratings yet
- The Yield Stress MythDocument5 pagesThe Yield Stress MythRavi Kiran TađaþanenǐNo ratings yet
- Carte Tehnicădetector Metale GarretDocument53 pagesCarte Tehnicădetector Metale Garretely_ely3395No ratings yet
- Reading Material CH 14 Other Artificial Lift MethodsDocument18 pagesReading Material CH 14 Other Artificial Lift MethodsSagar DadhichNo ratings yet
- Process Control in SpinningDocument31 pagesProcess Control in Spinningapi-2649455553% (15)
- APP157 CoP For Site Supervision 2009 202109Document92 pagesAPP157 CoP For Site Supervision 2009 202109Alex LeungNo ratings yet
- Electrochemical Technologies in Wastewater Treatment PDFDocument31 pagesElectrochemical Technologies in Wastewater Treatment PDFvahid100% (1)
- d9 VolvoDocument57 pagesd9 Volvofranklin972100% (2)
- Mumbai BylawsDocument110 pagesMumbai BylawsLokesh SharmaNo ratings yet
- CambuzaDocument45 pagesCambuzaMia Marin Pâslaru100% (2)
- 031 - Btech - 08 Sem PDFDocument163 pages031 - Btech - 08 Sem PDFtushant_juneja3470No ratings yet
- Wri Method FigDocument15 pagesWri Method Figsoumyadeep19478425No ratings yet
- CST 336 Final Project Computown DocumentationDocument12 pagesCST 336 Final Project Computown Documentationapi-461214598No ratings yet
- Unit 16 AssignmentDocument15 pagesUnit 16 AssignmentRavi Gajenthran100% (1)
- CPS 800 12 900 10 Parts List 2012 02 ENG 2205 6006 51 PDFDocument51 pagesCPS 800 12 900 10 Parts List 2012 02 ENG 2205 6006 51 PDFMar SolNo ratings yet
- MMD 74 XX DR PS 0020 - C03Document1 pageMMD 74 XX DR PS 0020 - C03bramexNo ratings yet
- Sodium Bicarbonate: Nature's Unique First Aid RemedyFrom EverandSodium Bicarbonate: Nature's Unique First Aid RemedyRating: 5 out of 5 stars5/5 (21)
- Guidelines for Chemical Process Quantitative Risk AnalysisFrom EverandGuidelines for Chemical Process Quantitative Risk AnalysisRating: 5 out of 5 stars5/5 (1)
- Process Plant Equipment: Operation, Control, and ReliabilityFrom EverandProcess Plant Equipment: Operation, Control, and ReliabilityRating: 5 out of 5 stars5/5 (1)
- Well Control for Completions and InterventionsFrom EverandWell Control for Completions and InterventionsRating: 4 out of 5 stars4/5 (10)
- An Applied Guide to Water and Effluent Treatment Plant DesignFrom EverandAn Applied Guide to Water and Effluent Treatment Plant DesignRating: 5 out of 5 stars5/5 (4)
- Distillation Design and Control Using Aspen SimulationFrom EverandDistillation Design and Control Using Aspen SimulationRating: 5 out of 5 stars5/5 (2)
- Piping Engineering Leadership for Process Plant ProjectsFrom EverandPiping Engineering Leadership for Process Plant ProjectsRating: 5 out of 5 stars5/5 (1)
- Process Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersFrom EverandProcess Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersNo ratings yet
- Lees' Process Safety Essentials: Hazard Identification, Assessment and ControlFrom EverandLees' Process Safety Essentials: Hazard Identification, Assessment and ControlRating: 4 out of 5 stars4/5 (4)
- Water-Based Paint Formulations, Vol. 3From EverandWater-Based Paint Formulations, Vol. 3Rating: 4.5 out of 5 stars4.5/5 (6)
- Functional Safety from Scratch: A Practical Guide to Process Industry ApplicationsFrom EverandFunctional Safety from Scratch: A Practical Guide to Process Industry ApplicationsNo ratings yet
- Troubleshooting Vacuum Systems: Steam Turbine Surface Condensers and Refinery Vacuum TowersFrom EverandTroubleshooting Vacuum Systems: Steam Turbine Surface Condensers and Refinery Vacuum TowersRating: 4.5 out of 5 stars4.5/5 (2)
- Coupled CFD-DEM Modeling: Formulation, Implementation and Application to Multiphase FlowsFrom EverandCoupled CFD-DEM Modeling: Formulation, Implementation and Application to Multiphase FlowsNo ratings yet
- The Perfumed Pages of History: A Textbook on Fragrance CreationFrom EverandThe Perfumed Pages of History: A Textbook on Fragrance CreationRating: 4 out of 5 stars4/5 (1)
- Fundamentals of Risk Management for Process Industry EngineersFrom EverandFundamentals of Risk Management for Process Industry EngineersNo ratings yet
- A New Approach to HAZOP of Complex Chemical ProcessesFrom EverandA New Approach to HAZOP of Complex Chemical ProcessesNo ratings yet
- The Periodic Table of Elements - Halogens, Noble Gases and Lanthanides and Actinides | Children's Chemistry BookFrom EverandThe Periodic Table of Elements - Halogens, Noble Gases and Lanthanides and Actinides | Children's Chemistry BookNo ratings yet
- Coulson and Richardson’s Chemical Engineering: Volume 2B: Separation ProcessesFrom EverandCoulson and Richardson’s Chemical Engineering: Volume 2B: Separation ProcessesAjay Kumar RayNo ratings yet
- Pulp and Paper Industry: Emerging Waste Water Treatment TechnologiesFrom EverandPulp and Paper Industry: Emerging Waste Water Treatment TechnologiesRating: 5 out of 5 stars5/5 (1)
- Fun Facts about Carbon : Chemistry for Kids The Element Series | Children's Chemistry BooksFrom EverandFun Facts about Carbon : Chemistry for Kids The Element Series | Children's Chemistry BooksNo ratings yet
- Handbook of Cosmetic Science: An Introduction to Principles and ApplicationsFrom EverandHandbook of Cosmetic Science: An Introduction to Principles and ApplicationsH. W. HibbottRating: 4 out of 5 stars4/5 (6)
- Cathodic Protection: Industrial Solutions for Protecting Against CorrosionFrom EverandCathodic Protection: Industrial Solutions for Protecting Against CorrosionNo ratings yet
- Bioinspired Materials Science and EngineeringFrom EverandBioinspired Materials Science and EngineeringGuang YangNo ratings yet