You might also like
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Presentation 2Document41 pagesPresentation 2halil yıldırımNo ratings yet
- 2008, Salomi, Potter, Spring-In Angle As Molding Distortion For Thermoplastic Matrix CompositeDocument8 pages2008, Salomi, Potter, Spring-In Angle As Molding Distortion For Thermoplastic Matrix Compositehalil yıldırımNo ratings yet
- Fea Chapter5Document100 pagesFea Chapter5halil yıldırımNo ratings yet
- Week 4Document32 pagesWeek 4halil yıldırımNo ratings yet
- A Comparative Study of Composite Modelling Approaches Used For Thermo-Stamping ProcessDocument7 pagesA Comparative Study of Composite Modelling Approaches Used For Thermo-Stamping Processhalil yıldırımNo ratings yet
- 2002, B.S. Kim, Numerical Analysis of The Dimensional Stability of Thermoplastic Composites Using A Thermoviscoelastic ApproachDocument15 pages2002, B.S. Kim, Numerical Analysis of The Dimensional Stability of Thermoplastic Composites Using A Thermoviscoelastic Approachhalil yıldırımNo ratings yet
- 2005, Wijskamp, Akkerman, Spring-Forward in Composite Plate ElementsDocument4 pages2005, Wijskamp, Akkerman, Spring-Forward in Composite Plate Elementshalil yıldırımNo ratings yet
- Week 3Document42 pagesWeek 3halil yıldırımNo ratings yet
- UntitledDocument51 pagesUntitledhalil yıldırımNo ratings yet
- Hypoelastic ModelDocument12 pagesHypoelastic Modelhalil yıldırımNo ratings yet
- Behrens Et Al 2017, Automated Stamp Forming of Continuous Fiber Reinforced Thermoplastics For Complex Shell GeometriesDocument6 pagesBehrens Et Al 2017, Automated Stamp Forming of Continuous Fiber Reinforced Thermoplastics For Complex Shell Geometrieshalil yıldırımNo ratings yet
- Sciencedirect: Sciencedirect Sciencedirect Sciencedirect SciencedirectDocument7 pagesSciencedirect: Sciencedirect Sciencedirect Sciencedirect Sciencedirecthalil yıldırımNo ratings yet
- Experimental and Numerical Investigation of The Shear Behaviour of in Filtrated Woven FabricsDocument12 pagesExperimental and Numerical Investigation of The Shear Behaviour of in Filtrated Woven Fabricshalil yıldırımNo ratings yet
- Composites Part A: F. Yu, S. Chen, L.T. Harper, N.A. WarriorDocument19 pagesComposites Part A: F. Yu, S. Chen, L.T. Harper, N.A. Warriorhalil yıldırımNo ratings yet
- Boisse BendingDocument16 pagesBoisse Bendinghalil yıldırımNo ratings yet
- Deformation GradientDocument48 pagesDeformation Gradienthalil yıldırımNo ratings yet
- Mechanics of Fibrous Materials and Applications: Catalin Picu Jean-François Ganghoffer EditorsDocument200 pagesMechanics of Fibrous Materials and Applications: Catalin Picu Jean-François Ganghoffer Editorshalil yıldırımNo ratings yet
- Karger, Dörr, Forming Optimisation Embedded in A CAE Chain To Assess and Enhance TheDocument10 pagesKarger, Dörr, Forming Optimisation Embedded in A CAE Chain To Assess and Enhance Thehalil yıldırımNo ratings yet
- Understanding The Thermoforming Issues of Carbon Fibre Reinforced Polyphenylene Sulphide (PPS) CompositeDocument6 pagesUnderstanding The Thermoforming Issues of Carbon Fibre Reinforced Polyphenylene Sulphide (PPS) Compositehalil yıldırımNo ratings yet
- Thermoforming of Glass Fibre Reinforced Polypropylene: A Study On The Influence of Different Process ParametersDocument7 pagesThermoforming of Glass Fibre Reinforced Polypropylene: A Study On The Influence of Different Process Parametershalil yıldırımNo ratings yet
- Experimental Investigation of Thermoforming Carbon Fibre-Reinforced Polyphenylene Sulphide CompositesDocument19 pagesExperimental Investigation of Thermoforming Carbon Fibre-Reinforced Polyphenylene Sulphide Compositeshalil yıldırımNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5795)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1091)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Rockfall Barriers - Design and Practice in EuropeDocument8 pagesRockfall Barriers - Design and Practice in EuropegeopNo ratings yet
- A System Dynamics Approach To Technology Interaction: From Asymptotic To Cyclic BehaviourDocument18 pagesA System Dynamics Approach To Technology Interaction: From Asymptotic To Cyclic Behaviourbtganyo6028No ratings yet
- Creo Parametric SyllabusDocument2 pagesCreo Parametric SyllabusVijay KumarNo ratings yet
- Topic 3 BFIN 313Document12 pagesTopic 3 BFIN 313Shaina LimNo ratings yet
- Capstone Paper KrsDocument5 pagesCapstone Paper Krsapi-657570532No ratings yet
- The Lab GuideDocument26 pagesThe Lab GuideUmisadidaNo ratings yet
- Dynamic Hybrid Modeling and Simulation of Grinding-Flotation CircuitsDocument15 pagesDynamic Hybrid Modeling and Simulation of Grinding-Flotation CircuitsDirceu NascimentoNo ratings yet
- Dynamic Feed ControlDocument256 pagesDynamic Feed ControlnitinhadpeNo ratings yet
- Additive Users Guide Print and ScienceDocument142 pagesAdditive Users Guide Print and Sciencenexto LiNo ratings yet
- System Reliability - Complex StructuresDocument16 pagesSystem Reliability - Complex StructuresLakshmi PrabhaNo ratings yet
- Animation Principles PDFDocument9 pagesAnimation Principles PDFTedi KaNo ratings yet
- Work Immersion As One of The Salient Features in K-12 CurriculumDocument2 pagesWork Immersion As One of The Salient Features in K-12 CurriculumChrista WinterNo ratings yet
- Cyber Range Features Checklist List of European Providers v1 FinalDocument28 pagesCyber Range Features Checklist List of European Providers v1 FinalEl Mahdi SidateNo ratings yet
- планDocument13 pagesпланAngelaDamjanovaNo ratings yet
- Reliability Modeling Using Finite Element Response Surface TechniquesDocument11 pagesReliability Modeling Using Finite Element Response Surface Techniquesklomps_jrNo ratings yet
- Beta New API Standard 618Document11 pagesBeta New API Standard 618Dae Ick Kim100% (1)
- Industry Briefing Digitalization in Food and BeverageDocument23 pagesIndustry Briefing Digitalization in Food and BeverageSampreeth KumarNo ratings yet
- Smart Home Intelligence - David BregmanDocument12 pagesSmart Home Intelligence - David BregmanGunturNo ratings yet
- Process Engineering of Pulp & Paper IndustryDocument59 pagesProcess Engineering of Pulp & Paper IndustryWajeeh abbasNo ratings yet
- ImaSim Manual V2Document60 pagesImaSim Manual V2Anonymous p28Tktgl50% (2)
- Modeling An Simulation of Steam Turbine ProcessesDocument26 pagesModeling An Simulation of Steam Turbine Processescoronel_goNo ratings yet
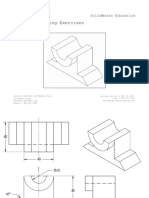
- Detailed Drawing Exercises: Solidworks EducationDocument51 pagesDetailed Drawing Exercises: Solidworks EducationLal Krrish MikeNo ratings yet
- Particle Optics and Accelerator Modeling Software For Industrial andDocument5 pagesParticle Optics and Accelerator Modeling Software For Industrial andMaher ShehabNo ratings yet
- At 03383 WP Refinery ProfitsDocument18 pagesAt 03383 WP Refinery Profitszubair1951100% (1)
- EDX DataDocument48 pagesEDX DataSatkar Jain0% (1)
- International Journal of Chaos, Control, Modelling and Simulation (IJCCMS)Document3 pagesInternational Journal of Chaos, Control, Modelling and Simulation (IJCCMS)ijccmsNo ratings yet
- Simulia: Special Edition: Simulation Gets PersonalDocument28 pagesSimulia: Special Edition: Simulation Gets PersonalLobo LopezNo ratings yet
- Basic COMPETENCIES Module of InstructionDocument18 pagesBasic COMPETENCIES Module of InstructionMarveen TingkahanNo ratings yet
- UFE CanadaDocument17 pagesUFE CanadaArun KatuwalNo ratings yet
- CM Cloud SimulatorDocument12 pagesCM Cloud SimulatorLS Arquitetura e InterioresNo ratings yet