You might also like
- Mechanical Characterization of Talc Particle Filled ThermoplasticsDocument14 pagesMechanical Characterization of Talc Particle Filled ThermoplasticsideepujNo ratings yet
- Composites Modeling Capabilities of AbaqusDocument13 pagesComposites Modeling Capabilities of AbaqusMo HoNo ratings yet
- Finite Element Investigation in The Forming Process of Aluminium Aerosol CansDocument5 pagesFinite Element Investigation in The Forming Process of Aluminium Aerosol CansMuhammed Furkan ŞahinNo ratings yet
- Numerical Analysis of The Behavior of Structures Damaged by Fatigue and Repaired by Composite Patch (#494340) - 592016Document8 pagesNumerical Analysis of The Behavior of Structures Damaged by Fatigue and Repaired by Composite Patch (#494340) - 592016peymanNo ratings yet
- Model of Friction Wear and ContactDocument10 pagesModel of Friction Wear and Contactadriano_rodsNo ratings yet
- Finite Element Simulation and Experimental Study On Mechanical Behavior of 3D Woven Glass Ber Composite Sandwich PanelsDocument9 pagesFinite Element Simulation and Experimental Study On Mechanical Behavior of 3D Woven Glass Ber Composite Sandwich PanelsHoria PetrescuNo ratings yet
- Demouldability simulation of microstructuresDocument4 pagesDemouldability simulation of microstructuresYas DelgaditoNo ratings yet
- Finite Element Analysis of The Effects of Clearance On Single-Shear, Composite Bolted JointsDocument11 pagesFinite Element Analysis of The Effects of Clearance On Single-Shear, Composite Bolted JointsVatambeti YugandharNo ratings yet
- Crush Analysis Benchmark for Plastic Automotive PartsDocument10 pagesCrush Analysis Benchmark for Plastic Automotive PartsRaman BabuNo ratings yet
- A Hybrid 3D Thermo-Elastic in Nite Element Modeling For Area-Array Package Solder JointsDocument25 pagesA Hybrid 3D Thermo-Elastic in Nite Element Modeling For Area-Array Package Solder JointsJohn RongNo ratings yet
- 2002 Me2002 2 06Document20 pages2002 Me2002 2 06Babu ReddyNo ratings yet
- Deform PaperDocument14 pagesDeform PaperSample RajNo ratings yet
- Microcraking in CompositesDocument10 pagesMicrocraking in CompositesPravinkumarGhodakeNo ratings yet
- Heimbs 2007 Folded Sandwich Core StructuresDocument15 pagesHeimbs 2007 Folded Sandwich Core Structuresindebtanup2443No ratings yet
- 1 s2.0 S0013794421002459 MainDocument16 pages1 s2.0 S0013794421002459 MainvinhtungbkNo ratings yet
- Comparison of 2D Finite Element Modeling Assumptions With Results From 3D Analysis For Composite Skin-Stiffener DebondingDocument9 pagesComparison of 2D Finite Element Modeling Assumptions With Results From 3D Analysis For Composite Skin-Stiffener Debondingmailmuncher2000No ratings yet
- Evaluation of Scratch Resistance in Multiphase PP Blends PDFDocument10 pagesEvaluation of Scratch Resistance in Multiphase PP Blends PDFsonchemenNo ratings yet
- A Study On Two Plate and Three Plate Mol PDFDocument7 pagesA Study On Two Plate and Three Plate Mol PDFKamleshVasavaNo ratings yet
- Vehicle Structure Design & Material Selection: DR Meftah HrairiDocument19 pagesVehicle Structure Design & Material Selection: DR Meftah Hrairi'Atif AliNo ratings yet
- Experimental and Analytical Investigation of The Bending Behaviour of 3d-Printedbio-Based Sandwich Structures Composites With Auxetic Core Under Cyclic Fatigue TestsDocument23 pagesExperimental and Analytical Investigation of The Bending Behaviour of 3d-Printedbio-Based Sandwich Structures Composites With Auxetic Core Under Cyclic Fatigue Testssameterkan5864No ratings yet
- Simulation On High Velocity Impact Process of Windshield by SPH/FEM Coupling MethodDocument5 pagesSimulation On High Velocity Impact Process of Windshield by SPH/FEM Coupling MethodOlivier GouveiaNo ratings yet
- 1 s2.0 S1877705815045555 MainDocument10 pages1 s2.0 S1877705815045555 MainStephanie ScottNo ratings yet
- Experimental Investigation On The Quasi-Static Crush Performance of Resin-Infused Thermoplastic 3D Fibre-Reinforced CompositesDocument6 pagesExperimental Investigation On The Quasi-Static Crush Performance of Resin-Infused Thermoplastic 3D Fibre-Reinforced Compositessaif ullahNo ratings yet
- Sadowski Modelling 3-2017Document7 pagesSadowski Modelling 3-2017sadaNo ratings yet
- Analysis and Simulation of Residual Stresses of Thermal Barrier CoatingDocument18 pagesAnalysis and Simulation of Residual Stresses of Thermal Barrier Coatingfares99No ratings yet
- Ijmet 06 10 004Document7 pagesIjmet 06 10 004IAEME PublicationNo ratings yet
- 3D Multiphysics Model For The Simulation of Eletrochemical Machining of Stainless Steel SS316Document14 pages3D Multiphysics Model For The Simulation of Eletrochemical Machining of Stainless Steel SS316Sumantra AaryaNo ratings yet
- WCE2010 pp1117-1119 PDFDocument3 pagesWCE2010 pp1117-1119 PDFEmilia EmiliaNo ratings yet
- Finite Element Simulation of Cold Rolling Process of Steel Metal Sheet Using AbaqusDocument9 pagesFinite Element Simulation of Cold Rolling Process of Steel Metal Sheet Using Abaqusklomps_jrNo ratings yet
- ItalyDocument18 pagesItalynamasse.medamineNo ratings yet
- Modelling Friction and Abrasive Wear of Elastomers: Nándor BékésiDocument22 pagesModelling Friction and Abrasive Wear of Elastomers: Nándor BékésiParadescargarNo ratings yet
- Compression Pressure Modeling - Comsol 3.4Document7 pagesCompression Pressure Modeling - Comsol 3.4Ionescu ViorelNo ratings yet
- Ae Mag-Isa 2013-3Document8 pagesAe Mag-Isa 2013-3Vivo 1906No ratings yet
- Characterization of Contact Tensions During Incremental Forming of Metal CompositesDocument4 pagesCharacterization of Contact Tensions During Incremental Forming of Metal CompositesAndreasBesterNo ratings yet
- crusado interpolationDocument13 pagescrusado interpolationgiovannidiazduranNo ratings yet
- Design, Analysis and Simulation of A Composite BulkheadDocument5 pagesDesign, Analysis and Simulation of A Composite BulkheadThota Sri K HarithaNo ratings yet
- Equivalent Analysis of Honecomb PanelsDocument5 pagesEquivalent Analysis of Honecomb Panelsprateekg92No ratings yet
- Formability of AA5052/polyethylene/AA5052 Sandwich SheetsDocument6 pagesFormability of AA5052/polyethylene/AA5052 Sandwich SheetsYogesh DewangNo ratings yet
- Mechanical Behavior of A Syntactic Foam: Experiments and ModelingDocument22 pagesMechanical Behavior of A Syntactic Foam: Experiments and ModelingIvan Marijanović100% (1)
- Finite Element Modeling of High Speed Machining Processes: Arno Behrens, Bert WesthoffDocument6 pagesFinite Element Modeling of High Speed Machining Processes: Arno Behrens, Bert WesthoffGatyo GatevNo ratings yet
- Development and Research On Near Net Shape Forging Technology of Round Part With Flange Made of Aluminium Alloy A95456Document11 pagesDevelopment and Research On Near Net Shape Forging Technology of Round Part With Flange Made of Aluminium Alloy A95456Danylo PerepelytsiaNo ratings yet
- Song Et Al 2020 CEL Multiple Particle PorosityDocument8 pagesSong Et Al 2020 CEL Multiple Particle Porosityteguh muttaqieNo ratings yet
- Process Modeling and Optimization of Resistance Welding For Thermoplastic CompositesDocument24 pagesProcess Modeling and Optimization of Resistance Welding For Thermoplastic CompositesEduardo PinheiroNo ratings yet
- Nazemzadeh (2022) - Computing The Bond Strength of 3D Printed Polylactic Acid Scaffolds in Mode I and II Using Experimental Tests, Finite Element Method and Cohesive Zone ModelingDocument17 pagesNazemzadeh (2022) - Computing The Bond Strength of 3D Printed Polylactic Acid Scaffolds in Mode I and II Using Experimental Tests, Finite Element Method and Cohesive Zone ModelingIgnacio VillaNo ratings yet
- Yuehuang 2006Document7 pagesYuehuang 2006gtsaleNo ratings yet
- Shear and Compression Behaviour of Sheet Moulding CompoundsDocument7 pagesShear and Compression Behaviour of Sheet Moulding Compoundspstedile1234No ratings yet
- Limiting Thickness Estimation in Polycarbonate Lenses Injection Using CAE ToolsDocument4 pagesLimiting Thickness Estimation in Polycarbonate Lenses Injection Using CAE ToolsJohn Frederick D'couthoNo ratings yet
- 2 - A Coupled Finite Element and Mesh Free Analysis of Erosive Weae - Wang - YangDocument5 pages2 - A Coupled Finite Element and Mesh Free Analysis of Erosive Weae - Wang - Yanggirish KulkarniNo ratings yet
- Al-Cu Alloys During ECAPDocument7 pagesAl-Cu Alloys During ECAPAslı GunayNo ratings yet
- 35 碳环氧复合材料零件在制造过程中的形状畸变Document6 pages35 碳环氧复合材料零件在制造过程中的形状畸变mwx17860631396No ratings yet
- Polymers 11 00523Document11 pagesPolymers 11 00523Rogério JuniorNo ratings yet
- 2011 Selezneva Comp ADocument8 pages2011 Selezneva Comp AChandra ClarkNo ratings yet
- Issues Related To Processability During The Manufacture of Thermoplastic Composites Using On-Line Consolidation TechniquesDocument17 pagesIssues Related To Processability During The Manufacture of Thermoplastic Composites Using On-Line Consolidation Techniquesduchm-tfaNo ratings yet
- Al Ramahi2019Document16 pagesAl Ramahi2019abdullahNo ratings yet
- Fracture Properties of Glass Fiber Composite Laminates and Size Effect EGYPTDocument14 pagesFracture Properties of Glass Fiber Composite Laminates and Size Effect EGYPTRajaneesh AnantharajuNo ratings yet
- M.F Hot Drape FormingbDocument28 pagesM.F Hot Drape FormingbKassahun FerdaNo ratings yet
- Finite Element Based Simulation of Dry Sliding WearDocument20 pagesFinite Element Based Simulation of Dry Sliding WearwondwosenAyeleNo ratings yet
- Springback Prediction in Sheet Metal Forming, Based On Finite Element Analysis and Artificial Neural Network ApproachDocument14 pagesSpringback Prediction in Sheet Metal Forming, Based On Finite Element Analysis and Artificial Neural Network ApproachMagesh BNo ratings yet
- Presentation 2Document41 pagesPresentation 2halil yıldırımNo ratings yet
- Week 3Document42 pagesWeek 3halil yıldırımNo ratings yet
- 2013, Pascon, Bruyneel, SIMULATION OF THE THERMOFORMING PROCESS OF THERMOPLASTIC COMPOSITE PARTSDocument9 pages2013, Pascon, Bruyneel, SIMULATION OF THE THERMOFORMING PROCESS OF THERMOPLASTIC COMPOSITE PARTShalil yıldırımNo ratings yet
- Fea Chapter5Document100 pagesFea Chapter5halil yıldırımNo ratings yet
- Week 4Document32 pagesWeek 4halil yıldırımNo ratings yet
- UntitledDocument51 pagesUntitledhalil yıldırımNo ratings yet
- Analysis of process-induced deformations in thermoplastic composite materialsDocument13 pagesAnalysis of process-induced deformations in thermoplastic composite materialshalil yıldırımNo ratings yet
- 2013, Lightfoot, A New Mechanism For The Formation of Ply Wrinkles Due To Shear Between PliesDocument9 pages2013, Lightfoot, A New Mechanism For The Formation of Ply Wrinkles Due To Shear Between Plieshalil yıldırımNo ratings yet
- 2010, P. Han, Prediction of Process-Induced Deformation in A Thermoplastic Composite in Support of Manufacturing SimulationDocument16 pages2010, P. Han, Prediction of Process-Induced Deformation in A Thermoplastic Composite in Support of Manufacturing Simulationhalil yıldırımNo ratings yet
- Analysis of process-induced deformations in thermoplastic composite materialsDocument13 pagesAnalysis of process-induced deformations in thermoplastic composite materialshalil yıldırımNo ratings yet
- 2011, P. Han, PART FORM PREDICTION METHODS FOR CARBON FIBRE REINFORCED THERMOPLASTIC COMPOSITE MATERIALSDocument6 pages2011, P. Han, PART FORM PREDICTION METHODS FOR CARBON FIBRE REINFORCED THERMOPLASTIC COMPOSITE MATERIALShalil yıldırımNo ratings yet
- 2013, Pascon, Bruyneel, SIMULATION OF THE THERMOFORMING PROCESS OF THERMOPLASTIC COMPOSITE PARTSDocument9 pages2013, Pascon, Bruyneel, SIMULATION OF THE THERMOFORMING PROCESS OF THERMOPLASTIC COMPOSITE PARTShalil yıldırımNo ratings yet
- 2011, P. Han, PART FORM PREDICTION METHODS FOR CARBON FIBRE REINFORCED THERMOPLASTIC COMPOSITE MATERIALSDocument6 pages2011, P. Han, PART FORM PREDICTION METHODS FOR CARBON FIBRE REINFORCED THERMOPLASTIC COMPOSITE MATERIALShalil yıldırımNo ratings yet
- 2010, P. Han, Prediction of Process-Induced Deformation in A Thermoplastic Composite in Support of Manufacturing SimulationDocument16 pages2010, P. Han, Prediction of Process-Induced Deformation in A Thermoplastic Composite in Support of Manufacturing Simulationhalil yıldırımNo ratings yet
- 2002, B.S. Kim, Numerical Analysis of The Dimensional Stability of Thermoplastic Composites Using A Thermoviscoelastic ApproachDocument15 pages2002, B.S. Kim, Numerical Analysis of The Dimensional Stability of Thermoplastic Composites Using A Thermoviscoelastic Approachhalil yıldırımNo ratings yet
- Predicting Process-Induced Deformation in Thermoplastic CompositesDocument13 pagesPredicting Process-Induced Deformation in Thermoplastic Compositeshalil yıldırımNo ratings yet
- 2005, Wijskamp, Akkerman, Spring-Forward in Composite Plate ElementsDocument4 pages2005, Wijskamp, Akkerman, Spring-Forward in Composite Plate Elementshalil yıldırımNo ratings yet
- Hypoelastic ModelDocument12 pagesHypoelastic Modelhalil yıldırımNo ratings yet
- Journal Pre-Proofs: International Journal of Solids and StructuresDocument45 pagesJournal Pre-Proofs: International Journal of Solids and Structureshalil yıldırımNo ratings yet
- Spring-in Angle Behavior of Thermoplastic Matrix CompositesDocument8 pagesSpring-in Angle Behavior of Thermoplastic Matrix Compositeshalil yıldırımNo ratings yet
- Journal Pre-Proofs: International Journal of Solids and StructuresDocument45 pagesJournal Pre-Proofs: International Journal of Solids and Structureshalil yıldırımNo ratings yet
- Experimental and Numerical Investigation of The Shear Behaviour of in Filtrated Woven FabricsDocument12 pagesExperimental and Numerical Investigation of The Shear Behaviour of in Filtrated Woven Fabricshalil yıldırımNo ratings yet
- Composites Part A: F. Yu, S. Chen, L.T. Harper, N.A. WarriorDocument19 pagesComposites Part A: F. Yu, S. Chen, L.T. Harper, N.A. Warriorhalil yıldırımNo ratings yet
- MEMBRANES - 2017-17 - A Multiscale Non-Orthogonal ModelDocument12 pagesMEMBRANES - 2017-17 - A Multiscale Non-Orthogonal Modelhalil yıldırımNo ratings yet
- DellIsola2019 Article AdvancesInPantographicStructurDocument52 pagesDellIsola2019 Article AdvancesInPantographicStructurhalil yıldırımNo ratings yet
- Deformation GradientDocument48 pagesDeformation Gradienthalil yıldırımNo ratings yet
- Analysis and Modeling of Wrinkling in Composite Forming: Philippe Boisse, Jin Huang and Eduardo Guzman-MaldonadoDocument16 pagesAnalysis and Modeling of Wrinkling in Composite Forming: Philippe Boisse, Jin Huang and Eduardo Guzman-Maldonadohalil yıldırımNo ratings yet
- Boisse BendingDocument16 pagesBoisse Bendinghalil yıldırımNo ratings yet
- Sciencedirect: Sciencedirect Sciencedirect Sciencedirect SciencedirectDocument7 pagesSciencedirect: Sciencedirect Sciencedirect Sciencedirect Sciencedirecthalil yıldırımNo ratings yet
- Week 1-12 strength and conditioning programDocument6 pagesWeek 1-12 strength and conditioning programBrian Michael CarrollNo ratings yet
- LESSON PLAN On PancreasDocument4 pagesLESSON PLAN On PancreasShweta Pal100% (1)
- I. VHF CommunicationsDocument12 pagesI. VHF CommunicationsSamuel OyelowoNo ratings yet
- Resume Dianne Ostrander 4-27-06-09Document2 pagesResume Dianne Ostrander 4-27-06-09api-12400587No ratings yet
- ResearchDocument44 pagesResearchGwend MemoracionNo ratings yet
- X1jet MX Manual PDFDocument97 pagesX1jet MX Manual PDFrithik srivastavaNo ratings yet
- CustomizingDocument5 pagesCustomizingEduardo Padilla Lozano100% (1)
- Boutique HotelsDocument61 pagesBoutique Hotelsnour alkhateeb100% (1)
- Communalism in India - Causes, Incidents and MeasuresDocument5 pagesCommunalism in India - Causes, Incidents and Measures295Sangita PradhanNo ratings yet
- The 8 Body ConstitutionsDocument29 pagesThe 8 Body ConstitutionsNiNo ratings yet
- CSCP Module 3Document10 pagesCSCP Module 3Asher50% (2)
- Coding deCoding class insightsDocument18 pagesCoding deCoding class insightsShalabh Vikram SahuNo ratings yet
- (Hart) - S.E.a. Lab. Science Experiments and Activities (1990)Document199 pages(Hart) - S.E.a. Lab. Science Experiments and Activities (1990)Kopaka LewaNo ratings yet
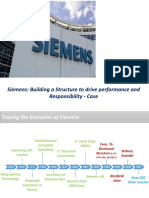
- Siemens: Building A Structure To Drive Performance and Responsibility - CaseDocument6 pagesSiemens: Building A Structure To Drive Performance and Responsibility - CaseBitopan SonowalNo ratings yet
- Valplast: Flexible, Esthetic Partial DenturesDocument4 pagesValplast: Flexible, Esthetic Partial Denturesአነኬ ቹህቺዶሃሠኪቺጆቺNo ratings yet
- Does Cash App Have Business Accounts - Google SeaDocument1 pageDoes Cash App Have Business Accounts - Google SeaAdedayo CrownNo ratings yet
- Nursing Theories: Nightingale, Johnson, Abdellah & MoreDocument8 pagesNursing Theories: Nightingale, Johnson, Abdellah & More3amabelle arevaloNo ratings yet
- BuildingDocument156 pagesBuildingMaya MayaNo ratings yet
- The Biology of Vascular Epiphytes Zotz 2016 PDFDocument292 pagesThe Biology of Vascular Epiphytes Zotz 2016 PDFEvaldo Pape100% (1)
- NEM Report - IntroDocument11 pagesNEM Report - IntroRoshni PatelNo ratings yet
- Effect of Grain Boundary Thermal Expansion on Silicon Nitride Fracture ToughnessDocument8 pagesEffect of Grain Boundary Thermal Expansion on Silicon Nitride Fracture Toughnessbrijesh kinkhabNo ratings yet
- (Oxford Studies in Digital Politics) Jack Parkin - Money Code Space - Hidden Power in Bitcoin, Blockchain, and Decentralisation-Oxford University Press (2020)Document297 pages(Oxford Studies in Digital Politics) Jack Parkin - Money Code Space - Hidden Power in Bitcoin, Blockchain, and Decentralisation-Oxford University Press (2020)berpub0% (1)
- Example For Chapter - 2Document16 pagesExample For Chapter - 2sahle mamoNo ratings yet
- European Commission: The Traineeships OfficeDocument3 pagesEuropean Commission: The Traineeships Officenasrine hachimNo ratings yet
- Philippine School Action Plan for Scouting ProgramDocument1 pagePhilippine School Action Plan for Scouting ProgramLaira Joy Salvador - ViernesNo ratings yet
- LLM Thesis On Human RightsDocument7 pagesLLM Thesis On Human Rightswssotgvcf100% (2)
- The DriversDocument277 pagesThe DriversADENIKE JOHNSONNo ratings yet
- Hotel Training ReportDocument14 pagesHotel Training ReportButchick Concepcion Malasa100% (1)
- GROWTH ASSESSMENT FOR 10-YEAR-OLD SCHOOLERDocument4 pagesGROWTH ASSESSMENT FOR 10-YEAR-OLD SCHOOLERYashoda SatputeNo ratings yet
- NES 362 Type and Production Testing of Mechanical Equipment Category 3Document36 pagesNES 362 Type and Production Testing of Mechanical Equipment Category 3JEORJENo ratings yet