You might also like
- Thermal Expansion of Crystals: International Series in the Science of the Solid StateFrom EverandThermal Expansion of Crystals: International Series in the Science of the Solid StateNo ratings yet
- Synthesis of Inorganic Solid Using Microwaves: Chemistry of Materials March 1999Document15 pagesSynthesis of Inorganic Solid Using Microwaves: Chemistry of Materials March 1999halidaNo ratings yet
- Materials Science and Engineering ADocument6 pagesMaterials Science and Engineering ALuis Armando Hernandez MolinaNo ratings yet
- Material and Design PaperDocument9 pagesMaterial and Design Papersatnam singhNo ratings yet
- Study of Morphological and Magnetic Properties of Microwave Sintered Barium Strontium HexaferriteDocument4 pagesStudy of Morphological and Magnetic Properties of Microwave Sintered Barium Strontium HexaferriteMohammedNo ratings yet
- AnaKely2023 Te YbDocument11 pagesAnaKely2023 Te YbAdriana Do Carmo CapiottoNo ratings yet
- Tribologija TribologyDocument156 pagesTribologija Tribologypajoslav83100% (1)
- J. Manuf. Proc. MSSDocument6 pagesJ. Manuf. Proc. MSSSUHAAS SINGHNo ratings yet
- Synthesis of Titanium Oxide and Titanium Nitride Nano-Particles With Narrow Size Distribution by Supersonic Thermal Plasma ExpansionDocument9 pagesSynthesis of Titanium Oxide and Titanium Nitride Nano-Particles With Narrow Size Distribution by Supersonic Thermal Plasma Expansionleoplasmo_201469720No ratings yet
- Shi 2017Document12 pagesShi 2017Himanshu SinghNo ratings yet
- Sinterizare Zirconiu Si CarburaDocument25 pagesSinterizare Zirconiu Si CarburaIulia IuliaaNo ratings yet
- Polymers 14 02388Document16 pagesPolymers 14 02388Lais Souza AlvesNo ratings yet
- Microwave Coal Processing ReviewDocument26 pagesMicrowave Coal Processing ReviewAdi IlchamNo ratings yet
- Rashmi 2014Document48 pagesRashmi 2014Mohd Rashid SiddiquiNo ratings yet
- Materials Research BulletinDocument7 pagesMaterials Research BulletinSena KulaksızNo ratings yet
- 1 s2.0 S0017931012001500 MainDocument6 pages1 s2.0 S0017931012001500 MainoblacaktanjaNo ratings yet
- Novel Approaches To Materials Synthesis and Processing With MicrowavesDocument16 pagesNovel Approaches To Materials Synthesis and Processing With MicrowaveskuruvillacNo ratings yet
- Electrospinning Review Journal of Materials ScienceDocument28 pagesElectrospinning Review Journal of Materials ScienceeliasNo ratings yet
- 1 s2.0 S0272884213007207 MainDocument9 pages1 s2.0 S0272884213007207 MainLaraba MohamedNo ratings yet
- Spark Plasma SinteringDocument24 pagesSpark Plasma Sinteringshrikant tambeNo ratings yet
- Modulation of Thermoelectric Properties of Thermally Evaporated Copper Nitride Thin Films by Optimizing The Growth ParametersDocument5 pagesModulation of Thermoelectric Properties of Thermally Evaporated Copper Nitride Thin Films by Optimizing The Growth Parameters명길김No ratings yet
- Polymers 11 01272 PDFDocument19 pagesPolymers 11 01272 PDFkajol agarwalNo ratings yet
- Whittles, Kingman, Reddish - 2003 - Application of Numerical Modelling For Prediction of The Influence of Power Density On Microwave-AssDocument21 pagesWhittles, Kingman, Reddish - 2003 - Application of Numerical Modelling For Prediction of The Influence of Power Density On Microwave-AsswatsonmushaniNo ratings yet
- 1 s2.0 S2666539523000019 MainDocument10 pages1 s2.0 S2666539523000019 MainArunNo ratings yet
- Ultrasonics Sonochemistry: D.V. Pinjari, Krishnamurthy Prasad, P.R. Gogate, S.T. Mhaske, A.B. PanditDocument7 pagesUltrasonics Sonochemistry: D.V. Pinjari, Krishnamurthy Prasad, P.R. Gogate, S.T. Mhaske, A.B. PanditardhiNo ratings yet
- Crystallization of PET Under Tensile StrainDocument7 pagesCrystallization of PET Under Tensile StrainPiyalarp LudeelerdNo ratings yet
- Microwave Sintering-XDocument10 pagesMicrowave Sintering-XKshitij RautNo ratings yet
- Enhanced Electrical Properties of Copper Nitride Films Deposited Via High Power Impulse Magnetron SputteringDocument11 pagesEnhanced Electrical Properties of Copper Nitride Films Deposited Via High Power Impulse Magnetron SputteringSameer KhanNo ratings yet
- Transicion VerweyDocument5 pagesTransicion Verweyttii0No ratings yet
- Artikel MicrowaveDocument5 pagesArtikel Microwavesudiana i nyomanNo ratings yet
- Effects of Ultrasonic Vibration On The Micro-MDocument11 pagesEffects of Ultrasonic Vibration On The Micro-MTrần Long Vũ100% (1)
- 181-Mariam Fatima-Ceramic InternationalDocument7 pages181-Mariam Fatima-Ceramic InternationalShahid RamayNo ratings yet
- Microwave Sintering of W-18cu and W-7ni-3cu AlloysDocument5 pagesMicrowave Sintering of W-18cu and W-7ni-3cu AlloysAvijit MondalNo ratings yet
- Thermal effects of microwaves on solids and plasma generationDocument13 pagesThermal effects of microwaves on solids and plasma generationbrenoalleluiaNo ratings yet
- 2016microwave Sintering of Ceramic MaterialsDocument7 pages2016microwave Sintering of Ceramic MaterialsMarin MedvedNo ratings yet
- Single Crystal Si Nanowires Can Not Conduct The HeatDocument5 pagesSingle Crystal Si Nanowires Can Not Conduct The HeatKodok PertapaNo ratings yet
- ThermalstressduringRTPprocessesanditspossibleeffectonthelight - CopieDocument8 pagesThermalstressduringRTPprocessesanditspossibleeffectonthelight - Copiechibane youghertaNo ratings yet
- Synthesis of Zinc Oxide Nanocrystalline Powders For Cosmetic ApplicationsDocument6 pagesSynthesis of Zinc Oxide Nanocrystalline Powders For Cosmetic ApplicationsMaritnela Gomez JimenezNo ratings yet
- JM Pee 481035 B InnerDocument27 pagesJM Pee 481035 B InnerThiago AlvesNo ratings yet
- Fe3O4 Nanoparticles - Microwave-Assisted Synthesis and MechanismDocument4 pagesFe3O4 Nanoparticles - Microwave-Assisted Synthesis and MechanismDickysuryanataNo ratings yet
- CV 2012Document12 pagesCV 2012Dr-Walid FemtosecondNo ratings yet
- 3 Journal of Solid State Electrochemistry PDFDocument11 pages3 Journal of Solid State Electrochemistry PDFEDITORS CRC BOOKNo ratings yet
- Nanomaterials Potential ApplicationsDocument5 pagesNanomaterials Potential ApplicationsSetya AdjieNo ratings yet
- Ae Mag-Isa 2015-3Document5 pagesAe Mag-Isa 2015-3Vivo 1906No ratings yet
- The sintering and densification behaviour of many copper nanoparticles__A molecular dynamics studyDocument11 pagesThe sintering and densification behaviour of many copper nanoparticles__A molecular dynamics studyJotaNo ratings yet
- Microwave Decontamination of ConcreteDocument8 pagesMicrowave Decontamination of ConcreteAndres ForeroNo ratings yet
- Journal of MateriomicsDocument14 pagesJournal of MateriomicsIon CorbuNo ratings yet
- Ultra 3Document6 pagesUltra 3Raj RajNo ratings yet
- 1 s2.0 S0038092X12004045 MainDocument8 pages1 s2.0 S0038092X12004045 MainMuhammad umairNo ratings yet
- Zinc Oxide and Titanium Dioxide Nanoparticles Sizes Determined Utilizing Several Characterization TechniquesDocument7 pagesZinc Oxide and Titanium Dioxide Nanoparticles Sizes Determined Utilizing Several Characterization TechniquesInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Microwave Welding Process ConferenceDocument5 pagesMicrowave Welding Process ConferenceTanuj Singh Chauhan100% (1)
- FulltextThesis InteressantDocument199 pagesFulltextThesis InteressantLaila HamraouiNo ratings yet
- Facile Synthesis of Hierarchical Double-Shell WO3 Microspheres With Enhanced Photocatalytic ActivityDocument5 pagesFacile Synthesis of Hierarchical Double-Shell WO3 Microspheres With Enhanced Photocatalytic ActivitymaryammsazeemNo ratings yet
- Preparation of resin/nano fillers mixtureDocument27 pagesPreparation of resin/nano fillers mixtureNiranjan HugarNo ratings yet
- EPL 0006286 ArticleDocument11 pagesEPL 0006286 Articlekevin tayoNo ratings yet
- 3-540-39947-X_4Document2 pages3-540-39947-X_4swimer02No ratings yet
- Multi Magnetron FurnaceDocument7 pagesMulti Magnetron Furnacegunawansigi36No ratings yet
- Microwave Synthesis of Nano-NaX ZeoliteDocument6 pagesMicrowave Synthesis of Nano-NaX ZeoliteNELLY KARINA PEREZ GONZALEZNo ratings yet
- SA Series Manuscript and Supplement Document 2021-06-19 FinalDocument32 pagesSA Series Manuscript and Supplement Document 2021-06-19 FinalTrong TruongNo ratings yet
- One-Pot Synthesis and Modification of Silica Nanoparticles With 3-Chloropropyl-Trimethoxysilane Assisted by Microwave IrradiationDocument6 pagesOne-Pot Synthesis and Modification of Silica Nanoparticles With 3-Chloropropyl-Trimethoxysilane Assisted by Microwave IrradiationZakaria TabiaNo ratings yet
- Lectures On Modules - LamDocument577 pagesLectures On Modules - Lamjuan100% (2)
- Wall Stud and Floor Joist Section Properties: VariesDocument10 pagesWall Stud and Floor Joist Section Properties: Variesrmsa17No ratings yet
- Gas compressibility factors and propertiesDocument3 pagesGas compressibility factors and propertiesjhchung111No ratings yet
- Built-in Air Conditioner Saves EnergyDocument11 pagesBuilt-in Air Conditioner Saves EnergyAtchaya SivanthinathanNo ratings yet
- Analysis of The Water Absorption Test To Assess The Intrinsic Permeability of Earthen MaterialsDocument9 pagesAnalysis of The Water Absorption Test To Assess The Intrinsic Permeability of Earthen MaterialsHa DeborahNo ratings yet
- Session 3-6.ppt-20230222094126Document62 pagesSession 3-6.ppt-20230222094126Danang IndrajayaNo ratings yet
- Lab 5 - AC Motor BasicsDocument10 pagesLab 5 - AC Motor Basicsmister8829No ratings yet
- Measuring Trench Structures with Model-Based Infrared ReflectometryDocument4 pagesMeasuring Trench Structures with Model-Based Infrared ReflectometryWilson CheinNo ratings yet
- Quantum Undergraduate Education and Scientific Training-2021Document23 pagesQuantum Undergraduate Education and Scientific Training-2021Tasos KoimasNo ratings yet
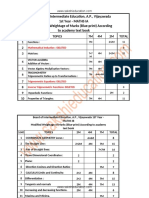
- Board of Intermediate Education, A.P., Vijayawada 1st Year - MATHS IA Modified Weightage BlueprintDocument4 pagesBoard of Intermediate Education, A.P., Vijayawada 1st Year - MATHS IA Modified Weightage BlueprintNookala Yaswanth123No ratings yet
- Miniature Coupling LOVEJOY PDFDocument12 pagesMiniature Coupling LOVEJOY PDFRafo Vega GuerovichNo ratings yet
- 041157X99Z RE18318-20 CompressedDocument2 pages041157X99Z RE18318-20 CompressedmhasansharifiNo ratings yet
- 5204SFI API Valve With Built in Full Body Sight Flow Indicator - 0Document10 pages5204SFI API Valve With Built in Full Body Sight Flow Indicator - 0Patricio G. ArrienNo ratings yet
- How To Publish A Mathematical Research Paper?!Document55 pagesHow To Publish A Mathematical Research Paper?!Ranjit Kadlag PatilNo ratings yet
- Precision: Vibration Measurement With Noncontact Displacement SensorsDocument9 pagesPrecision: Vibration Measurement With Noncontact Displacement SensorsZeeshan FareedNo ratings yet
- NPTEL Online Certification Course Mass Transfer Operations I Assignment 3: Detailed Solution Indian Institute of Technology GuwahatiDocument3 pagesNPTEL Online Certification Course Mass Transfer Operations I Assignment 3: Detailed Solution Indian Institute of Technology GuwahatiSagar ChaudharyNo ratings yet
- 9702 - s19 - QP - 23 (Dragged)Document2 pages9702 - s19 - QP - 23 (Dragged)Nezza WidarkoNo ratings yet
- Heat and Mass Transfer Practice QuestionsDocument2 pagesHeat and Mass Transfer Practice QuestionsLucky 230503No ratings yet
- Astm E1742Document14 pagesAstm E1742AlbertoNo ratings yet
- Experiment 3: Ballistic PendulumDocument11 pagesExperiment 3: Ballistic PendulumsyafNo ratings yet
- Numerical Modelling of Rainfall Effects On The Stability of Soil SlopesDocument14 pagesNumerical Modelling of Rainfall Effects On The Stability of Soil SlopesAdarsh ChatraNo ratings yet
- Math 121A: Midterm 1 Solutions: AnswerDocument5 pagesMath 121A: Midterm 1 Solutions: AnswercfisicasterNo ratings yet
- Structure of Material ScienceDocument1 pageStructure of Material ScienceAnnas RIfaiNo ratings yet
- Stanyl® TE250F6Document2 pagesStanyl® TE250F6AlokWardhanSinghNo ratings yet
- GD 07 06 Thermal CalibrationDocument29 pagesGD 07 06 Thermal CalibrationSamiran SenNo ratings yet
- Fatigue Design of BridgesDocument12 pagesFatigue Design of BridgesEvelin StefanovNo ratings yet
- Construction CentricsustainabilityofprecastDocument16 pagesConstruction CentricsustainabilityofprecastIndra MishraNo ratings yet
- Modern Physics Complete NotesDocument36 pagesModern Physics Complete NotesSalvator X100% (1)
- Saturating Method Porosity Determination by LiquidDocument9 pagesSaturating Method Porosity Determination by Liquidali ahmedNo ratings yet
- Atomic Structure Sheet BJ SirDocument20 pagesAtomic Structure Sheet BJ SirHARSHIT GOELNo ratings yet
- Nuclear Energy in the 21st Century: World Nuclear University PressFrom EverandNuclear Energy in the 21st Century: World Nuclear University PressRating: 4.5 out of 5 stars4.5/5 (3)
- The HAZOP Leader's Handbook: How to Plan and Conduct Successful HAZOP StudiesFrom EverandThe HAZOP Leader's Handbook: How to Plan and Conduct Successful HAZOP StudiesNo ratings yet
- Functional Safety from Scratch: A Practical Guide to Process Industry ApplicationsFrom EverandFunctional Safety from Scratch: A Practical Guide to Process Industry ApplicationsNo ratings yet
- The Periodic Table of Elements - Post-Transition Metals, Metalloids and Nonmetals | Children's Chemistry BookFrom EverandThe Periodic Table of Elements - Post-Transition Metals, Metalloids and Nonmetals | Children's Chemistry BookNo ratings yet
- Process Plant Equipment: Operation, Control, and ReliabilityFrom EverandProcess Plant Equipment: Operation, Control, and ReliabilityRating: 5 out of 5 stars5/5 (1)
- Process Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersFrom EverandProcess Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersNo ratings yet
- The Periodic Table of Elements - Alkali Metals, Alkaline Earth Metals and Transition Metals | Children's Chemistry BookFrom EverandThe Periodic Table of Elements - Alkali Metals, Alkaline Earth Metals and Transition Metals | Children's Chemistry BookNo ratings yet
- Physical and Chemical Equilibrium for Chemical EngineersFrom EverandPhysical and Chemical Equilibrium for Chemical EngineersRating: 5 out of 5 stars5/5 (1)
- Chemical Process Safety: Learning from Case HistoriesFrom EverandChemical Process Safety: Learning from Case HistoriesRating: 4 out of 5 stars4/5 (14)
- Piping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationFrom EverandPiping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationRating: 4 out of 5 stars4/5 (18)
- Gas-Liquid And Liquid-Liquid SeparatorsFrom EverandGas-Liquid And Liquid-Liquid SeparatorsRating: 3.5 out of 5 stars3.5/5 (3)
- Guidelines for the Management of Change for Process SafetyFrom EverandGuidelines for the Management of Change for Process SafetyNo ratings yet
- Pharmaceutical Blending and MixingFrom EverandPharmaceutical Blending and MixingP. J. CullenRating: 5 out of 5 stars5/5 (1)
- Guidelines for Chemical Process Quantitative Risk AnalysisFrom EverandGuidelines for Chemical Process Quantitative Risk AnalysisRating: 5 out of 5 stars5/5 (1)
- An Applied Guide to Water and Effluent Treatment Plant DesignFrom EverandAn Applied Guide to Water and Effluent Treatment Plant DesignRating: 5 out of 5 stars5/5 (4)
- Operational Excellence: Journey to Creating Sustainable ValueFrom EverandOperational Excellence: Journey to Creating Sustainable ValueNo ratings yet
- Guidelines for Process Safety Acquisition Evaluation and Post Merger IntegrationFrom EverandGuidelines for Process Safety Acquisition Evaluation and Post Merger IntegrationNo ratings yet
- Well Control for Completions and InterventionsFrom EverandWell Control for Completions and InterventionsRating: 4 out of 5 stars4/5 (10)
- Pharmaceutical Excipients: Properties, Functionality, and Applications in Research and IndustryFrom EverandPharmaceutical Excipients: Properties, Functionality, and Applications in Research and IndustryOtilia M. Y. KooNo ratings yet
- Understanding Process Equipment for Operators and EngineersFrom EverandUnderstanding Process Equipment for Operators and EngineersRating: 4.5 out of 5 stars4.5/5 (3)
- Guidelines for Vapor Cloud Explosion, Pressure Vessel Burst, BLEVE, and Flash Fire HazardsFrom EverandGuidelines for Vapor Cloud Explosion, Pressure Vessel Burst, BLEVE, and Flash Fire HazardsNo ratings yet
- Trevor Kletz Compendium: His Process Safety Wisdom Updated for a New GenerationFrom EverandTrevor Kletz Compendium: His Process Safety Wisdom Updated for a New GenerationNo ratings yet