You might also like
- Pengendalian Kualitas Pada Home Industry Mobil Mainan Truck Tangki Di Pt. Selamat SentosaDocument8 pagesPengendalian Kualitas Pada Home Industry Mobil Mainan Truck Tangki Di Pt. Selamat SentosaLalaNo ratings yet
- Brake Menggunakan Metode Statistical Quality Control (SQC) Defect Analysis of Lever Assy Parking Brake Using Statistical Quality Control (SQC)Document7 pagesBrake Menggunakan Metode Statistical Quality Control (SQC) Defect Analysis of Lever Assy Parking Brake Using Statistical Quality Control (SQC)Robby AryantoNo ratings yet
- 5 3 QC Automated Inspection AbkDocument45 pages5 3 QC Automated Inspection Abkfree0332hNo ratings yet
- Assignment 3Document9 pagesAssignment 3api-265324689No ratings yet
- Lecture 9Document12 pagesLecture 9Sherif SaidNo ratings yet
- Unit - V IemDocument19 pagesUnit - V IemG Hitesh ReddyNo ratings yet
- Pendekatan Gugus Kendali Mutu Dalam Pengendalian Kualitas ProdukDocument10 pagesPendekatan Gugus Kendali Mutu Dalam Pengendalian Kualitas ProdukAnnisa LarasatiNo ratings yet
- 7 Tools of Statistical Process ControlDocument3 pages7 Tools of Statistical Process ControlSachin Methree100% (1)
- Mayank Varyani It-A 1709713059 Assignment 4Document4 pagesMayank Varyani It-A 1709713059 Assignment 4godofwar5601No ratings yet
- Statistical Process ControlDocument34 pagesStatistical Process ControlSurya BakshiNo ratings yet
- Quality Control Pada PT Sat Nusapersada TBKDocument10 pagesQuality Control Pada PT Sat Nusapersada TBKRizqi Fajar TriajiNo ratings yet
- 10 - Statistical Quality ControlDocument63 pages10 - Statistical Quality ControlSandeep Singh100% (4)
- SPC ProcedureDocument3 pagesSPC Proceduretony s80% (10)
- Process Capability and Statistical Process ControlDocument8 pagesProcess Capability and Statistical Process ControlDeepakh ArunNo ratings yet
- Statistical Process Control: Variable and Attribute ChartsDocument34 pagesStatistical Process Control: Variable and Attribute ChartsAKIN KAYODENo ratings yet
- QcsDocument14 pagesQcsravindersehgalNo ratings yet
- Statistical Quality ControlDocument43 pagesStatistical Quality ControlRudraksh AgrawalNo ratings yet
- Pengendalian Kualitas Produk Menggunakan Diagram Kontrol Multivariat P (Studi Kasus: Produksi Surat Kabar Kaltim Post)Document10 pagesPengendalian Kualitas Produk Menggunakan Diagram Kontrol Multivariat P (Studi Kasus: Produksi Surat Kabar Kaltim Post)Abdul HakimNo ratings yet
- Statistical Quality ControlDocument6 pagesStatistical Quality ControlAtish JitekarNo ratings yet
- Chapter 4-: Statistical Process Control (SPC)Document80 pagesChapter 4-: Statistical Process Control (SPC)Dv DickosNo ratings yet
- Herramientas para Conservar y Mejorar La Conversion EsbeltaDocument34 pagesHerramientas para Conservar y Mejorar La Conversion Esbeltafranckiko3No ratings yet
- Inventory AccuracyDocument21 pagesInventory AccuracySachin ChaudharyNo ratings yet
- Production Management Unit 5Document73 pagesProduction Management Unit 5Saif Ali KhanNo ratings yet
- Ipi386679 PDFDocument10 pagesIpi386679 PDFqqmaryamNo ratings yet
- Unit Iii Statistical Process Control and Process CapabilityDocument26 pagesUnit Iii Statistical Process Control and Process CapabilityDurai Raj KumarNo ratings yet
- Avinash Anand AQMDocument7 pagesAvinash Anand AQMRAZOR GAMINGNo ratings yet
- Iso TSDocument20 pagesIso TSIqbal taufiq rosyadiNo ratings yet
- Certification Course On Quality Assurance and Statistical Quality Techniques Course Level A Statistical Process Control Concepts & Control ChartsDocument28 pagesCertification Course On Quality Assurance and Statistical Quality Techniques Course Level A Statistical Process Control Concepts & Control Chartsrchandra2473No ratings yet
- Statistical Quality ControlDocument2 pagesStatistical Quality ControlamitsinghbdnNo ratings yet
- SQC ImpDocument23 pagesSQC ImpKush AroraNo ratings yet
- UNIT IV - MQC NewDocument11 pagesUNIT IV - MQC NewsathiaNo ratings yet
- MS - 3Document96 pagesMS - 3LAKKANABOINA LAKSHMANARAONo ratings yet
- Chap-10 Quality ControlDocument51 pagesChap-10 Quality Controlsushant chaudharyNo ratings yet
- Example For SPCDocument5 pagesExample For SPCFEREN DILA AVISKANo ratings yet
- (Studi Kasus Pengendalian Kualitas Rata-Rata Kandungan Produk Susu Di Koperasi Peternakan Bandung Selatan (KPBS) Bulan April 2012)Document4 pages(Studi Kasus Pengendalian Kualitas Rata-Rata Kandungan Produk Susu Di Koperasi Peternakan Bandung Selatan (KPBS) Bulan April 2012)R BunardiNo ratings yet
- DBB2102 Unit-09Document25 pagesDBB2102 Unit-09anamikarajendran441998No ratings yet
- Statistical Process Control Implimentation For Process Optimization and Better QualityDocument4 pagesStatistical Process Control Implimentation For Process Optimization and Better QualityVIki RaiNo ratings yet
- Six Sigma GlossaryDocument3 pagesSix Sigma GlossaryIoan Mihai ArmăşelNo ratings yet
- Inspection and Quality Control PDFDocument6 pagesInspection and Quality Control PDFrami50% (2)
- Software ProjectDocument5 pagesSoftware ProjectSumana NanjundaiahNo ratings yet
- Statistical Quality Control (S.Q.C)Document9 pagesStatistical Quality Control (S.Q.C)zainab fatimaNo ratings yet
- Dca 2Document8 pagesDca 2abuchoriNo ratings yet
- CHP 10Document5 pagesCHP 10taneer.gameNo ratings yet
- Statistical Process ControlDocument40 pagesStatistical Process ControlBrixter GervacioNo ratings yet
- Filling Capability Analysis For Shampoo Production: A Case Study in Manufacture IndustryDocument13 pagesFilling Capability Analysis For Shampoo Production: A Case Study in Manufacture IndustryganulkuNo ratings yet
- Quality Control: Dynamic Modification of The Inspection ScopeDocument10 pagesQuality Control: Dynamic Modification of The Inspection ScopeMario A. AvilaNo ratings yet
- Chapter 4 Statistical Quality Kontrol: Statistical Process Control at Kurt ManufacturingDocument44 pagesChapter 4 Statistical Quality Kontrol: Statistical Process Control at Kurt ManufacturingAyush Mishra100% (1)
- Examen SEPTIEMBRE 2022Document2 pagesExamen SEPTIEMBRE 2022ROMINANo ratings yet
- P-Chart: Statistical Quality Control Control Chart Nonconforming Units Sample Go-No Go Gauges SpecificationsDocument12 pagesP-Chart: Statistical Quality Control Control Chart Nonconforming Units Sample Go-No Go Gauges SpecificationsAnita PanthakiNo ratings yet
- Statistical Process Control: Fqa Lec 5Document31 pagesStatistical Process Control: Fqa Lec 5Shaira Madiline M. GelvezonNo ratings yet
- Quality ControlDocument17 pagesQuality ControlAmi AluminiumNo ratings yet
- Statistical Quality ControlDocument18 pagesStatistical Quality ControlRahul Itankar100% (1)
- 9487 18221 1 SMDocument8 pages9487 18221 1 SMGalang Eka FirmansyahNo ratings yet
- Quality Control & Control ChartsDocument23 pagesQuality Control & Control ChartsEdelyn AgadNo ratings yet
- Chapter 4 Quality Assurance (QA)Document19 pagesChapter 4 Quality Assurance (QA)schaNo ratings yet
- Final Notes On SQCDocument12 pagesFinal Notes On SQCShashank Srivastava100% (1)
- Title Is Limited To 50 Words: First A. Author, Fellow, IEEE, Second B. Author, and Third C. Author, JR., Member, CSEEDocument8 pagesTitle Is Limited To 50 Words: First A. Author, Fellow, IEEE, Second B. Author, and Third C. Author, JR., Member, CSEEAbdillah ThohaNo ratings yet
- Analisis Klaster Industri Pengolahan Karet Dengan Pendekatan Diamond Di IndonesiaDocument14 pagesAnalisis Klaster Industri Pengolahan Karet Dengan Pendekatan Diamond Di IndonesiaAbdillah ThohaNo ratings yet
- Title of Paper/Article/Communications, Including All Content in Any Form, Format, or MEDIA (Hereinafter, "The Work") : Complete List of Authors: Csee Publication TitleDocument3 pagesTitle of Paper/Article/Communications, Including All Content in Any Form, Format, or MEDIA (Hereinafter, "The Work") : Complete List of Authors: Csee Publication TitleAbdillah ThohaNo ratings yet
- 1493 5818 1 PBDocument10 pages1493 5818 1 PBAbdillah ThohaNo ratings yet
- Bab 1 12-13Document3 pagesBab 1 12-13Abdillah ThohaNo ratings yet
- Soal 9Document5 pagesSoal 9Abdillah ThohaNo ratings yet
- Implementasi Failure Mode Effect Analysis (Fmea) Dan Fuzzy Logic Sebagai Program Pengendalian KualitasDocument14 pagesImplementasi Failure Mode Effect Analysis (Fmea) Dan Fuzzy Logic Sebagai Program Pengendalian KualitasAbdillah ThohaNo ratings yet
- Kebisingan 2Document9 pagesKebisingan 2Abdillah ThohaNo ratings yet
- 2072 4640 1 SMDocument9 pages2072 4640 1 SMAbdillah ThohaNo ratings yet
- Agroindustrial Technology JournalDocument15 pagesAgroindustrial Technology JournalAbdillah ThohaNo ratings yet
- 1792 6688 2 PBDocument14 pages1792 6688 2 PBAbdillah ThohaNo ratings yet
- Lean Six Sigma: THE Black Belt HandbookDocument4 pagesLean Six Sigma: THE Black Belt HandbookAbdillah ThohaNo ratings yet
- The Effects of Ergonomic Intervention On The Musculoskeletal Complaintsand Fatigue Experienced by Workers in The Traditional Metal Casting IndustryDocument10 pagesThe Effects of Ergonomic Intervention On The Musculoskeletal Complaintsand Fatigue Experienced by Workers in The Traditional Metal Casting IndustryAbdillah ThohaNo ratings yet
- The Certified Six Sigma Green Belt Handbook: Second EditionDocument3 pagesThe Certified Six Sigma Green Belt Handbook: Second EditionAbdillah ThohaNo ratings yet
- Testing Brush UpDocument20 pagesTesting Brush UpsrimkbNo ratings yet
- 26 Fire ProtectionDocument148 pages26 Fire ProtectionAnonymous 298xlo3uUNo ratings yet
- Dell Inspiron 5749, P26E, P26E001, DeLL Regulatory and Environmental DatasheetDocument7 pagesDell Inspiron 5749, P26E, P26E001, DeLL Regulatory and Environmental DatasheetZozoaa ZozoNo ratings yet
- Creating and Administering Analytics and Reports v13Document108 pagesCreating and Administering Analytics and Reports v13sieger74No ratings yet
- Al Mansoury Company Profile PDFDocument10 pagesAl Mansoury Company Profile PDFAhmed SabryNo ratings yet
- European Technical Assessment ETA 17/0185: Technical and Test Institute For Construction PragueDocument12 pagesEuropean Technical Assessment ETA 17/0185: Technical and Test Institute For Construction PragueLi Juen GamNo ratings yet
- Agile Project Management PowerPointDocument11 pagesAgile Project Management PowerPointnikhu_shukla100% (1)
- CemSyn Silica For Construction, Bee Chems, IndiaDocument2 pagesCemSyn Silica For Construction, Bee Chems, IndiaDhan Raj Bandi0% (1)
- Control Valve Selection Requirements Learning Instrumentation PDFDocument5 pagesControl Valve Selection Requirements Learning Instrumentation PDFv noteNo ratings yet
- NACA SeriesDocument31 pagesNACA SeriesAli OkumuşNo ratings yet
- BOEING - A Case Study On JIT and Lean OperationsDocument13 pagesBOEING - A Case Study On JIT and Lean OperationsCandy Anne Patoc67% (6)
- Catalogue Al Jazeera OmanDocument36 pagesCatalogue Al Jazeera OmankarthickNo ratings yet
- Oracle Warehouse BuilderDocument678 pagesOracle Warehouse Builderapi-272425350% (1)
- Quickspecs: ModelsDocument20 pagesQuickspecs: ModelsNiCat IonNo ratings yet
- ABB REL5xx RIOConverterDocument10 pagesABB REL5xx RIOConverterzinab90100% (1)
- As ISO 9705-2003 Fire Tests - Full-Scale Room Test For Surface ProductsDocument10 pagesAs ISO 9705-2003 Fire Tests - Full-Scale Room Test For Surface ProductsSAI Global - APACNo ratings yet
- MSG 00066Document5 pagesMSG 00066Shanto Al-AminNo ratings yet
- Computer Controls and AISDocument10 pagesComputer Controls and AISivankingbachoNo ratings yet
- Milling Catalog PDFDocument335 pagesMilling Catalog PDFTuấn NguyễnNo ratings yet
- 3698 8a2fgDocument3 pages3698 8a2fgJampaNo ratings yet
- The Importance of Infrastructure ProjectsDocument3 pagesThe Importance of Infrastructure Projectsxonstance100% (1)
- Exin ISO 20000Document117 pagesExin ISO 20000alokfit100% (1)
- MBA SyllabusDocument18 pagesMBA SyllabusShaheen MahmudNo ratings yet
- Hexa Research IncDocument5 pagesHexa Research Incapi-293819200No ratings yet
- Bitsource Solutions Private Limited - Company Profile - ChemicalDocument5 pagesBitsource Solutions Private Limited - Company Profile - ChemicalAtheeva RajNo ratings yet
- HSCCatalog PDFDocument1,556 pagesHSCCatalog PDFESRANo ratings yet
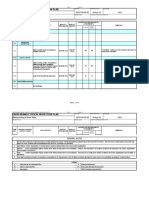
- Saudi Aramco Typical Inspection Plan: Waterproofing of Roof Slabs SATIP-M-100-02 30-Apr-13 CivilDocument2 pagesSaudi Aramco Typical Inspection Plan: Waterproofing of Roof Slabs SATIP-M-100-02 30-Apr-13 CivilSatheesh Rama SamyNo ratings yet
- Supplier Quality HandbookDocument19 pagesSupplier Quality HandbookRavi Kumar Singh100% (1)
- WebinarQ A RBSDesignDocument3 pagesWebinarQ A RBSDesignRajat RameshNo ratings yet
- QS - Lesson - Plan PDFDocument2 pagesQS - Lesson - Plan PDFrajaanwarNo ratings yet