You might also like
- 0803126034Document167 pages0803126034siritapeNo ratings yet
- Week 8 Sheet Metal FormingDocument69 pagesWeek 8 Sheet Metal FormingashkansoheylNo ratings yet
- Metal Forming TechniquesDocument49 pagesMetal Forming TechniquesSachinBhagiNo ratings yet
- HydroformingDocument48 pagesHydroformingNauman KhanNo ratings yet
- WRC-107 by Paresh PDFDocument18 pagesWRC-107 by Paresh PDFishu vohraNo ratings yet
- BendWorks PDFDocument9 pagesBendWorks PDFLiam Choon SengNo ratings yet
- Advances in Machine Tool Design and Research 1967: Proceedings of the 8th International M.T.D.R. Conference (Incorporating the 2nd International CIRP Production Engineering Research Conference), the University of Manchester Institute of Science and Technology, September 1967From EverandAdvances in Machine Tool Design and Research 1967: Proceedings of the 8th International M.T.D.R. Conference (Incorporating the 2nd International CIRP Production Engineering Research Conference), the University of Manchester Institute of Science and Technology, September 1967S. A. TobiasRating: 4 out of 5 stars4/5 (1)
- CAAM82N6 Finite Elements in The Analysis of Pressure Vessels and PipingDocument22 pagesCAAM82N6 Finite Elements in The Analysis of Pressure Vessels and PipingPeerasak ArunNo ratings yet
- Nozzle PDFDocument8 pagesNozzle PDFtavo1293No ratings yet
- Full Text 01Document118 pagesFull Text 01Rui MatiasNo ratings yet
- Tailor Welded Blanks Applications and ManufacturingDocument91 pagesTailor Welded Blanks Applications and ManufacturingRajendra Pethe100% (6)
- Self Piercing RivetDocument11 pagesSelf Piercing RivetyomansahajNo ratings yet
- COMPLAS2017-11 - Three-Dimensional Numerical AnalysisDocument8 pagesCOMPLAS2017-11 - Three-Dimensional Numerical Analysispuri16No ratings yet
- (23915439 - Open Engineering) Comparison of Strength and Stiffness Parameters of Purlins With Different Cross-Sections of ProfilesDocument8 pages(23915439 - Open Engineering) Comparison of Strength and Stiffness Parameters of Purlins With Different Cross-Sections of ProfilesamokeNo ratings yet
- Design and Fabrication of Pneumatic Sheet Metal Cutting and Pneumatic Sheet Metal Bending MachineDocument6 pagesDesign and Fabrication of Pneumatic Sheet Metal Cutting and Pneumatic Sheet Metal Bending MachineAnonymous kw8Yrp0R5rNo ratings yet
- Srinivasan 2019Document8 pagesSrinivasan 2019Nicole HenckesNo ratings yet
- Paper Paper Paper Paper PaperDocument6 pagesPaper Paper Paper Paper PaperJeno MscNo ratings yet
- Sciencedirect: Conditions For Bending of Thin Metal Sheet by Thermal Strain in Electrical Discharge MachiningDocument6 pagesSciencedirect: Conditions For Bending of Thin Metal Sheet by Thermal Strain in Electrical Discharge Machiningarif usmanNo ratings yet
- An Investigation of Laser-Assisted Machining of Al O Ceramics PlaningDocument10 pagesAn Investigation of Laser-Assisted Machining of Al O Ceramics PlaningMarcionilo Neri da Silva JúniorNo ratings yet
- International Journal of Engineering Research and Development (IJERD)Document7 pagesInternational Journal of Engineering Research and Development (IJERD)IJERDNo ratings yet
- Design and Optimization of Crankpin - A ReviewDocument7 pagesDesign and Optimization of Crankpin - A ReviewMaiman LatoNo ratings yet
- 112 - Dwi Rizky Rosilila - UNIT3 - EssayDocument11 pages112 - Dwi Rizky Rosilila - UNIT3 - EssayDwi Rizky RosililaNo ratings yet
- Materials Today: Proceedings: B. Elumalai, U. Omsakthivel, G. Yuvaraj, K. Giridharan, M.S. VijayanandDocument5 pagesMaterials Today: Proceedings: B. Elumalai, U. Omsakthivel, G. Yuvaraj, K. Giridharan, M.S. VijayanandYuvaraj RajuNo ratings yet
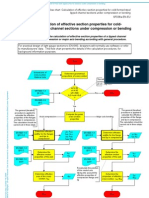
- Access Steel - SF038 - Effective Section Properties of Lipped Steel ChannelsDocument3 pagesAccess Steel - SF038 - Effective Section Properties of Lipped Steel Channelsgianniorlati1972No ratings yet
- Comparative Study of Force, Strain, and Volume Percentage in Hydraulic Impact Forming of Superni (Inconel) 718Document5 pagesComparative Study of Force, Strain, and Volume Percentage in Hydraulic Impact Forming of Superni (Inconel) 718Raghupal reddy GangulaNo ratings yet
- Friction Stir Welding Thesis PDFDocument8 pagesFriction Stir Welding Thesis PDFcarolinalewiswashington100% (2)
- 2019 June IJRARDocument8 pages2019 June IJRARtarasasankaNo ratings yet
- Improvement of Springback Prediction of Wide Sheet Metal Air Bending ProcessDocument7 pagesImprovement of Springback Prediction of Wide Sheet Metal Air Bending Process0511018No ratings yet
- Design CrimperDocument4 pagesDesign CrimperRomulus Situ MorankNo ratings yet
- The Storv Behind The Ivth 01 The "Lap Seam Crack": Engineers EnginesDocument6 pagesThe Storv Behind The Ivth 01 The "Lap Seam Crack": Engineers EnginesGia Huy ĐàoNo ratings yet
- Influence of Residual Stresses On Failure PressureDocument7 pagesInfluence of Residual Stresses On Failure PressureAnonymous P8Bt46mk5INo ratings yet
- 2012 - Formability Studies On AA6061 For Automotive Body Structures Using DEFORM-2DDocument7 pages2012 - Formability Studies On AA6061 For Automotive Body Structures Using DEFORM-2DSupriya SahuNo ratings yet
- Failure Analysis of A Pelton Turbine ManDocument15 pagesFailure Analysis of A Pelton Turbine ManAshok PalakondaNo ratings yet
- Characterising The Effect of Springback On Mechanically Formed Steel PlatesDocument4 pagesCharacterising The Effect of Springback On Mechanically Formed Steel PlatespuneethudupiNo ratings yet
- Experimental Study On Tool Condition Monitoring in Boring of AISI 316 Stainless SteelDocument12 pagesExperimental Study On Tool Condition Monitoring in Boring of AISI 316 Stainless SteelshitalchiddarwarNo ratings yet
- FrictionDocument8 pagesFrictionperalta78No ratings yet
- Optimization of Springback Effect in Air Bending Process For Tin Coated Perforated Sheet by Taguchi ApproachDocument6 pagesOptimization of Springback Effect in Air Bending Process For Tin Coated Perforated Sheet by Taguchi Approachkk bhattNo ratings yet
- Spring Manufacturing ProcessDocument4 pagesSpring Manufacturing ProcessUzma sijratNo ratings yet
- An Experimental Study On The Examination of Springback of Sheet Metals With Several Thicknesses and Properties in Bending DiesDocument9 pagesAn Experimental Study On The Examination of Springback of Sheet Metals With Several Thicknesses and Properties in Bending Dieskhudhayer1970No ratings yet
- Fatigue 2Document16 pagesFatigue 2kalirajgurusamyNo ratings yet
- Investigation of Springback of Metallic Sheets at Small StrainsDocument17 pagesInvestigation of Springback of Metallic Sheets at Small Strainskhudhayer1970No ratings yet
- Qian 2022 J. Phys. Conf. Ser. 2252 012025Document8 pagesQian 2022 J. Phys. Conf. Ser. 2252 012025JoyNo ratings yet
- A Comparative Analysis of The Effects of Heat Treatment and Turning Process Parameters On AISI4340 SteelDocument6 pagesA Comparative Analysis of The Effects of Heat Treatment and Turning Process Parameters On AISI4340 SteelInternational Journal of Application or Innovation in Engineering & ManagementNo ratings yet
- Dynamic Analysis of Three-Roll Pyramidal Configuration Roll Bending Process and Experimental VerificationDocument7 pagesDynamic Analysis of Three-Roll Pyramidal Configuration Roll Bending Process and Experimental Verificationdesign mosNo ratings yet
- Parametric Analysis and Effect of Tool On FSW Joint of 6082 Al Alloy by Taguchi MethodDocument6 pagesParametric Analysis and Effect of Tool On FSW Joint of 6082 Al Alloy by Taguchi MethodTJPRC PublicationsNo ratings yet
- Fracture Toughness of Cast Aluminium Alloys: Bulletin of Materials Science March 1982Document8 pagesFracture Toughness of Cast Aluminium Alloys: Bulletin of Materials Science March 1982Aung Khant KyawNo ratings yet
- Design and Fabrication of Pneumatic Sheet Metal Cutting and Bending MachineDocument9 pagesDesign and Fabrication of Pneumatic Sheet Metal Cutting and Bending MachineKanaga VaratharajanNo ratings yet
- Tokyo SympDocument13 pagesTokyo Sympkirt wirk skythomasNo ratings yet
- Introduction of Shot PeeningDocument25 pagesIntroduction of Shot Peening정지운No ratings yet
- Synopsis TH 2183 - 11610318Document13 pagesSynopsis TH 2183 - 11610318sai kumarNo ratings yet
- Turbine Blade Profile - Bezier CurvesDocument10 pagesTurbine Blade Profile - Bezier Curvesvarun gopiNo ratings yet
- Forming AnalysisDocument8 pagesForming AnalysisShanu KumarNo ratings yet
- Structure-Property Correlation On A A 2219 Aluminium Alloy Weldments P KG PKDocument9 pagesStructure-Property Correlation On A A 2219 Aluminium Alloy Weldments P KG PKVigneswaranNo ratings yet
- Gating System and Feeder Design of Aluminium Alloy (AA6063) Casting For Rectangular ComponentDocument6 pagesGating System and Feeder Design of Aluminium Alloy (AA6063) Casting For Rectangular ComponentPankajNo ratings yet
- Finite Element Analysis of Support Designs For Road TankersDocument12 pagesFinite Element Analysis of Support Designs For Road Tankerssanthosh kumarNo ratings yet
- Mechanised Tig Welding Gives Consistent Bead Geometry A Case Study 1439231303Document5 pagesMechanised Tig Welding Gives Consistent Bead Geometry A Case Study 1439231303A K SinghNo ratings yet
- Friction Stir Welding of AA6082-T6 T-Joints: Process Engineering and Performance MeasurementDocument9 pagesFriction Stir Welding of AA6082-T6 T-Joints: Process Engineering and Performance Measurementsensoham03No ratings yet
- (13-17) Mayank Sir Paper-FormatDocument5 pages(13-17) Mayank Sir Paper-FormatSam StideNo ratings yet
- ARME Vol.3 No.2 July Dec 2014pp.43 47Document5 pagesARME Vol.3 No.2 July Dec 2014pp.43 47Anis dakhlaouiNo ratings yet
- BendingpaperDocument9 pagesBendingpaperDiriba AbdiNo ratings yet
- Khidhir 2011 IOP Conf. Ser. Mater. Sci. Eng. 17 012043Document11 pagesKhidhir 2011 IOP Conf. Ser. Mater. Sci. Eng. 17 012043Anugerah Raya PratamaNo ratings yet
- Analysis of Different Types of Weld Joint Used For Fabrication of Pressure Vessel Considering Design Aspects With Operating ConditionsDocument13 pagesAnalysis of Different Types of Weld Joint Used For Fabrication of Pressure Vessel Considering Design Aspects With Operating ConditionsLiu YangtzeNo ratings yet
- BaluDocument5 pagesBaluMawhank Gamacca DlabazNo ratings yet
- KonvertDocument8 pagesKonvertAna Wilda WidiantoroNo ratings yet
- Finite Element Analysis of Connecting Rod Using Composite MaterialDocument14 pagesFinite Element Analysis of Connecting Rod Using Composite MaterialIJRASETPublicationsNo ratings yet
- Effect of Tool Rotational Speed On The MicrostructDocument11 pagesEffect of Tool Rotational Speed On The MicrostructlarryNo ratings yet
- Effect of Rubber Forming Process Parameters On Micro Patterning of Thin Metallic PlatesDocument6 pagesEffect of Rubber Forming Process Parameters On Micro Patterning of Thin Metallic PlatesRui MatiasNo ratings yet
- A Study On The Nose Radius Influence in Press Brake Bending Operations by Finite Element AnalysisDocument12 pagesA Study On The Nose Radius Influence in Press Brake Bending Operations by Finite Element AnalysisRui MatiasNo ratings yet
- Ijapie 2017 02 220Document7 pagesIjapie 2017 02 220Rui MatiasNo ratings yet
- A Review On Process of Press Tool Design and Its ManufacturingDocument5 pagesA Review On Process of Press Tool Design and Its ManufacturingRui MatiasNo ratings yet
- Numerical Simulation of Sheet Stamping Process Using Flexible PunchDocument13 pagesNumerical Simulation of Sheet Stamping Process Using Flexible PunchRui MatiasNo ratings yet
- Numerical Simulation As A Tool For Optimizing ToolDocument8 pagesNumerical Simulation As A Tool For Optimizing ToolRui MatiasNo ratings yet
- The Mechanical Behavior of Poly (Lactic Acid) Unreinforced and Nanocomposite Films Subjected To Monotonic and Fatigue Loading ConditionsDocument11 pagesThe Mechanical Behavior of Poly (Lactic Acid) Unreinforced and Nanocomposite Films Subjected To Monotonic and Fatigue Loading Conditionsfatimah fahira siregarNo ratings yet
- Fabrication of Metallic Bipolar Plate For Proton Exchange Membrane Fuel Cells by Rubber Pad FormingDocument7 pagesFabrication of Metallic Bipolar Plate For Proton Exchange Membrane Fuel Cells by Rubber Pad FormingRui MatiasNo ratings yet
- Characterization of Carbon Fiber Reinforced PLA Composites Manufactured by Fused Deposition ModelingDocument12 pagesCharacterization of Carbon Fiber Reinforced PLA Composites Manufactured by Fused Deposition ModelingRui MatiasNo ratings yet
- Polymers: Modelling The Mechanical and Strain Recovery Behaviour of Partially Crystalline PLADocument18 pagesPolymers: Modelling The Mechanical and Strain Recovery Behaviour of Partially Crystalline PLARui MatiasNo ratings yet
- How Does A Chain-Extended Polylactide Behave?: A Comprehensive Analysis of The Material, Structural and Mechanical PropertiesDocument16 pagesHow Does A Chain-Extended Polylactide Behave?: A Comprehensive Analysis of The Material, Structural and Mechanical PropertiesRui MatiasNo ratings yet
- Premium PLA - TDS - FormfuturaDocument1 pagePremium PLA - TDS - FormfuturaRui MatiasNo ratings yet
- 3D Printer Filament Technical Specifications Data Sheet PLA Premium FILAMENT V.1.200Document4 pages3D Printer Filament Technical Specifications Data Sheet PLA Premium FILAMENT V.1.200Rui MatiasNo ratings yet
- Plaquette - Cyrilbath - AEROSPACE METAL FORMING TECHNOLOGIESDocument16 pagesPlaquette - Cyrilbath - AEROSPACE METAL FORMING TECHNOLOGIESRui MatiasNo ratings yet
- KETIV AVA Sheet Metal Unfold Rules Equations PDFDocument11 pagesKETIV AVA Sheet Metal Unfold Rules Equations PDFmanojsh8887No ratings yet
- A Numerical and Experimental Approach To Optimise Sheet Stamping Technologies: Aluminium Alloys Rubber-FormingDocument17 pagesA Numerical and Experimental Approach To Optimise Sheet Stamping Technologies: Aluminium Alloys Rubber-FormingRui MatiasNo ratings yet
- Bending Tests of Aluminium Alloy Cross-SectionsDocument12 pagesBending Tests of Aluminium Alloy Cross-SectionsRui MatiasNo ratings yet
- Advances in The Control of Sheet Metal Forming: Ifac Proceedings Volumes (Ifac Papers-Online) July 2008Document10 pagesAdvances in The Control of Sheet Metal Forming: Ifac Proceedings Volumes (Ifac Papers-Online) July 2008Rui MatiasNo ratings yet
- Bend AllowanceDocument1 pageBend AllowanceDhanya KvNo ratings yet
- Polymers 11 01154Document20 pagesPolymers 11 01154Rui MatiasNo ratings yet
- Polymers 11 01154Document20 pagesPolymers 11 01154Rui MatiasNo ratings yet
- Recent Developments and Trends in Sheet Metal Forming: ArticleDocument54 pagesRecent Developments and Trends in Sheet Metal Forming: ArticleRui MatiasNo ratings yet
- Simulation of Sheet Metal Forming Processes Using A Fully Rheological-Damage Constitutive Model Coupling and A Specific 3D Remeshing MethodDocument38 pagesSimulation of Sheet Metal Forming Processes Using A Fully Rheological-Damage Constitutive Model Coupling and A Specific 3D Remeshing MethodRui MatiasNo ratings yet
- Materials 14 01204 v2Document16 pagesMaterials 14 01204 v2Rui MatiasNo ratings yet
- Simulation of The Combined Reconfigurable Multipoint Forming and Rubber FormingDocument7 pagesSimulation of The Combined Reconfigurable Multipoint Forming and Rubber FormingRui MatiasNo ratings yet
- Plaquette - Cyrilbath - AEROSPACE METAL FORMING TECHNOLOGIESDocument16 pagesPlaquette - Cyrilbath - AEROSPACE METAL FORMING TECHNOLOGIESRui MatiasNo ratings yet
- 2D Finite Element Analysis of Rubber Pad Forming Process: October 2016Document11 pages2D Finite Element Analysis of Rubber Pad Forming Process: October 2016Rui MatiasNo ratings yet
- Experimental Study On Manufacturing Metal Bellows FormingDocument5 pagesExperimental Study On Manufacturing Metal Bellows FormingNayri AkbugaNo ratings yet
- 39.hydroforming SteelDocument8 pages39.hydroforming Steelsachin_sawant1985No ratings yet
- Drawability and Formability of Sheet Metals: R. Chandramouli Associate Dean-Research SASTRA University, Thanjavur-613 401Document13 pagesDrawability and Formability of Sheet Metals: R. Chandramouli Associate Dean-Research SASTRA University, Thanjavur-613 401mayank123100% (1)
- WAN05 Shell HydroformingDocument7 pagesWAN05 Shell HydroformingAlejandroNo ratings yet
- Prediction of Forming Limits and Parameter in TheDocument17 pagesPrediction of Forming Limits and Parameter in TheĐặng Quốc ĐạiNo ratings yet
- Hydro Drive Seminar ReportDocument18 pagesHydro Drive Seminar ReportChethan Pinto100% (2)
- Press Work-Shearing - Bending - Forming - Deep DrawingDocument132 pagesPress Work-Shearing - Bending - Forming - Deep DrawingAashiq Salu ThekkinedathNo ratings yet
- Stainless Automotive Components by AMSEDocument16 pagesStainless Automotive Components by AMSEbimalamarnathNo ratings yet
- Development of New Hydroforming MethodsDocument8 pagesDevelopment of New Hydroforming MethodsAli Tavakoli NiaNo ratings yet
- Metallic BellowsDocument2 pagesMetallic BellowsDinesh SaravanaNo ratings yet
- Hydroforming: Presented By: Byron Erath Duane EllsworthDocument17 pagesHydroforming: Presented By: Byron Erath Duane EllsworthbathinsreenivasNo ratings yet
- Developments in HydroformingDocument9 pagesDevelopments in HydroformingkevinNo ratings yet
- Experimental Validation of Optimisation Strategies in Hydroforming of T-Shaped TubesDocument4 pagesExperimental Validation of Optimisation Strategies in Hydroforming of T-Shaped TubesmuralidfdagNo ratings yet
- Hydro Forming HistoryDocument5 pagesHydro Forming HistoryvishalNo ratings yet
- Development of Hydro-Mechanical Deep Drawing: S.H. Zhang, J. DanckertDocument12 pagesDevelopment of Hydro-Mechanical Deep Drawing: S.H. Zhang, J. Danckertali momenzadehNo ratings yet
- Tech Ulsab EnglDocument28 pagesTech Ulsab EnglJony M. TemnikarNo ratings yet
- 3 Recent Development of HydroformingDocument10 pages3 Recent Development of HydroformingAhmad Saepuddin100% (1)
- Materials and Design: H. Hachemi, H. Kebir, J.M. Roelandt, E. WintrebertDocument10 pagesMaterials and Design: H. Hachemi, H. Kebir, J.M. Roelandt, E. WintrebertJiNx AngNo ratings yet
- Advance StructuresDocument6 pagesAdvance StructuresManju NishaNo ratings yet
- Mech HYDROFORMING 389Document16 pagesMech HYDROFORMING 389Darlig Harsha'sNo ratings yet
- Hydroforming Process: Ankush Avhad, Shyam Chandore, Mahendra AvhadDocument5 pagesHydroforming Process: Ankush Avhad, Shyam Chandore, Mahendra AvhadAnwarNo ratings yet
- Catalogue Surface Electric Pumps 50HzDocument32 pagesCatalogue Surface Electric Pumps 50HzHenry SNo ratings yet
- Materials in Automotive Application, State of The Art and ProspectsDocument32 pagesMaterials in Automotive Application, State of The Art and ProspectsJasna GlisovicNo ratings yet
- PHD-ME PTI Daniel AfonsoDocument56 pagesPHD-ME PTI Daniel AfonsoVikas Singh SisodiaNo ratings yet
- Bell2020 Article AStateOfTheArtReviewOfHydroforDocument40 pagesBell2020 Article AStateOfTheArtReviewOfHydroforMichael NguiNo ratings yet