You might also like
- Somenath GhoshDocument52 pagesSomenath Ghoshravi00098No ratings yet
- A Guide to Vintage Audio Equipment for the Hobbyist and AudiophileFrom EverandA Guide to Vintage Audio Equipment for the Hobbyist and AudiophileNo ratings yet
- Welding TechnologyDocument12 pagesWelding TechnologyMuhammad Aminnur Hasmin B. HasminNo ratings yet
- Auto-Transformer Design - A Practical Handbook for Manufacturers, Contractors and WiremenFrom EverandAuto-Transformer Design - A Practical Handbook for Manufacturers, Contractors and WiremenRating: 4 out of 5 stars4/5 (2)
- Pipeline WeldingDocument61 pagesPipeline Weldingravi00098No ratings yet
- Indian Institute of Welding - ANB Refresher Course - Module 09Document43 pagesIndian Institute of Welding - ANB Refresher Course - Module 09dayalramNo ratings yet
- 12 TIG WeldingDocument27 pages12 TIG WeldingPraviBeetlesNo ratings yet
- TIG For EM 900Document55 pagesTIG For EM 900Subramanian RNo ratings yet
- TIG WeldingDocument42 pagesTIG WeldingDesperado870100% (1)
- Class 11 GMAWDocument39 pagesClass 11 GMAWSaurabh TripathiNo ratings yet
- Tungsten Inert Gas WeldingDocument47 pagesTungsten Inert Gas Weldingravi00098No ratings yet
- 11 TIG WeldingDocument29 pages11 TIG WeldingudomNo ratings yet
- Mig Mag Welding 2006 PDFDocument67 pagesMig Mag Welding 2006 PDFdanut horincasNo ratings yet
- Welding BasicDocument88 pagesWelding BasicMoneragala WorkshopNo ratings yet
- GTAW WeldingDocument14 pagesGTAW WeldingSwapnil ModakNo ratings yet
- STT Lincoln Electric Miskei ZoltanDocument30 pagesSTT Lincoln Electric Miskei ZoltanHrvoje JakoplićNo ratings yet
- Effect of Operating VariablesDocument89 pagesEffect of Operating Variablestanveer ahmedNo ratings yet
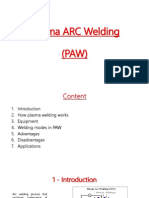
- Plasmaarcwelding 180326141313Document14 pagesPlasmaarcwelding 180326141313SURENDAAR DNo ratings yet
- Plasmaarcwelding 180326141313Document14 pagesPlasmaarcwelding 180326141313SURENDAAR DNo ratings yet
- Aspect 300: Emear EmearDocument20 pagesAspect 300: Emear EmearAnand DoraisingamNo ratings yet
- 2.welding ProcessesDocument81 pages2.welding ProcessesP. M. ISAI VISAAHANNo ratings yet
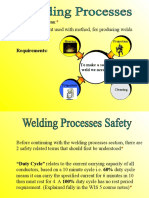
- A Welding Process:: Special Equipment Used With Method, For Producing WeldsDocument19 pagesA Welding Process:: Special Equipment Used With Method, For Producing WeldsThe Engineers EDGE, CoimbatoreNo ratings yet
- 12 Tig WeldingDocument8 pages12 Tig WeldingSampath KumarNo ratings yet
- CSWIP Day 3Document35 pagesCSWIP Day 3Mehman NasibovNo ratings yet
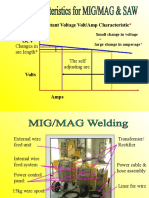
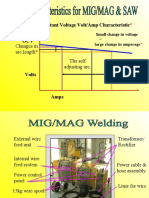
- Constant Voltage Volt/Amp Characteristic: Changes in Arc Length The Self Adjusting ArcDocument35 pagesConstant Voltage Volt/Amp Characteristic: Changes in Arc Length The Self Adjusting Arcpatel ketanNo ratings yet
- TransformersDocument76 pagesTransformersPRAVEEN KUMAR SINGH100% (1)
- Plasmaarcwelding 180326141313Document14 pagesPlasmaarcwelding 180326141313SURENDAAR DNo ratings yet
- Welding Process Techniques: KG - Pandithan, Iwe Technical Advisor, RiboDocument51 pagesWelding Process Techniques: KG - Pandithan, Iwe Technical Advisor, RibojswldeepNo ratings yet
- Tig Welding BookletDocument26 pagesTig Welding BookletstiryakiiNo ratings yet
- M09 - Gtaw & PawDocument34 pagesM09 - Gtaw & Pawசுரேஷ் பாலமுருகன்No ratings yet
- Shielded Metal Arc WeldingDocument141 pagesShielded Metal Arc WeldingAdhanom G.No ratings yet
- EE2001 Design Project Technical MaterialDocument40 pagesEE2001 Design Project Technical MaterialMattNo ratings yet
- Fusion Welding Processes2011Document33 pagesFusion Welding Processes2011Anish Chakrabarti100% (1)
- Research PPR 6Document12 pagesResearch PPR 6Rishabh JainNo ratings yet
- Mmaw & GmawDocument54 pagesMmaw & GmawSelvakumaran DhandapaniNo ratings yet
- CSWIP Day3Document35 pagesCSWIP Day3rac mediaNo ratings yet
- CalculationDocument33 pagesCalculationSwagat Pradhan100% (1)
- Presentation On Ferrite Core TransformerDocument46 pagesPresentation On Ferrite Core TransformerAsad TararNo ratings yet
- Plasmaarcwelding 180326141313Document14 pagesPlasmaarcwelding 180326141313SURENDAAR DNo ratings yet
- Commonly Used Welding Process Techniques-OverviewDocument51 pagesCommonly Used Welding Process Techniques-OverviewaadmaadmNo ratings yet
- Welding Processes: Nur Syahroni, ST., MT., PH.DDocument52 pagesWelding Processes: Nur Syahroni, ST., MT., PH.Dtrealdi suryoNo ratings yet
- Hot-Wire AnemometryDocument25 pagesHot-Wire Anemometrymerrouche.mohamed99No ratings yet
- Current Transformers S.D.Kurhekar Ex. Chief Engineer, MsedclDocument39 pagesCurrent Transformers S.D.Kurhekar Ex. Chief Engineer, MsedclMohammed Ayaz100% (4)
- SST (GMAW) Welding Process PDFDocument4 pagesSST (GMAW) Welding Process PDFmudrijasm100% (1)
- Intro TIG WeldingDocument8 pagesIntro TIG WeldingnikhilconNo ratings yet
- Welding SGDocument76 pagesWelding SGPrasoon ChaturvediNo ratings yet
- Gas Metal Arc WeldingDocument21 pagesGas Metal Arc WeldingLihas AirohalNo ratings yet
- GtawDocument11 pagesGtawsaravanans1891No ratings yet
- TIG2Document6 pagesTIG2Shubham100% (1)
- Power Semiconductor DevicesDocument31 pagesPower Semiconductor DevicesLai Yon Peng50% (2)
- BHEL Make Instrument Transformers: More Than 30 Years of ExperienceDocument64 pagesBHEL Make Instrument Transformers: More Than 30 Years of Experiencenkrsharma484No ratings yet
- Twin Wire Mig BroDocument8 pagesTwin Wire Mig Broraghavender1No ratings yet
- Day 5 Welding Process, Electrode - SMAW & GMAWDocument32 pagesDay 5 Welding Process, Electrode - SMAW & GMAWRohit KambleNo ratings yet
- 1.07 TIG Welding Part-2Document79 pages1.07 TIG Welding Part-2rohit mathanker100% (1)
- Arc 2Document59 pagesArc 2May FadlNo ratings yet
- Surface Tension Transfer (STT) : ApplicationDocument6 pagesSurface Tension Transfer (STT) : ApplicationAnonymous dvrhf5No ratings yet
- Gas Tungsten Arc WeldingDocument9 pagesGas Tungsten Arc Weldingweldingking1100% (1)
- Tungsten Inert Gas or Gas Tungsten Arc WeldingDocument35 pagesTungsten Inert Gas or Gas Tungsten Arc WeldingLương Hồ Vũ75% (4)
- Webs WeldingDocument8 pagesWebs WeldingAnonymous Wab64BNCNo ratings yet
- Basic Quality Induction Programme For Welders',Fitters & EngineersDocument54 pagesBasic Quality Induction Programme For Welders',Fitters & EngineerslaestatNo ratings yet
- 26.RG Cooler Overhauling, Pipe Work and Seal Leg Replacement JSA HADEED MODULE A-BDocument8 pages26.RG Cooler Overhauling, Pipe Work and Seal Leg Replacement JSA HADEED MODULE A-Bammar mughalNo ratings yet
- GATE MFG LatestDocument210 pagesGATE MFG LatestRanjan Kumar PathakNo ratings yet
- CIM WB 2017023 - Rev.00Document12 pagesCIM WB 2017023 - Rev.00Suryana MamanNo ratings yet
- Quard e QuendDocument12 pagesQuard e QuendMichel ClaytonNo ratings yet
- Welding ElectrodesDocument13 pagesWelding ElectrodesArimoro Cyril ObuseNo ratings yet
- Steel Design Regular Review Apr 2023Document2 pagesSteel Design Regular Review Apr 2023Carlo Magno Olano JrNo ratings yet
- IndexDocument49 pagesIndexdsgs456tergdrfgdfg45qddgNo ratings yet
- DetectionDocument13 pagesDetectionAhmed SaadNo ratings yet
- Welding Machine - Project ReportDocument62 pagesWelding Machine - Project ReportTanvi KhuranaNo ratings yet
- Best Practise Guideline of Well-Engineerd Weld Repairing of P91 PDFDocument124 pagesBest Practise Guideline of Well-Engineerd Weld Repairing of P91 PDFDarryl007No ratings yet
- SEBD019105Document1,129 pagesSEBD019105Biswajit DasNo ratings yet
- Itp For Staircase HandrailDocument3 pagesItp For Staircase HandrailKishoreNo ratings yet
- Extent of Double Continuous Welding For Special Service CraftDocument4 pagesExtent of Double Continuous Welding For Special Service CrafttaddeoNo ratings yet
- DVM HYDRO HT IM 13ge EN DB68-03966A-14 181128Document72 pagesDVM HYDRO HT IM 13ge EN DB68-03966A-14 181128Tsamis IoannisNo ratings yet
- Train 7 Fire Incident at The Petronas LNG ComplexDocument8 pagesTrain 7 Fire Incident at The Petronas LNG ComplexAmroKashtNo ratings yet
- Is 1570 1Document17 pagesIs 1570 1Raj K Sharma100% (1)
- PDF Project 260Document149 pagesPDF Project 260ukamaluddinmba100% (1)
- Grade 10 Smaw TleDocument6 pagesGrade 10 Smaw TleKim PinedaNo ratings yet
- Wps 21Document2 pagesWps 21eldobie3No ratings yet
- Activity Report ORIC UMT Sialkot 2020-2021Document44 pagesActivity Report ORIC UMT Sialkot 2020-2021Muhammad Mohsin AmjadNo ratings yet
- Eng SM Tan 020 - 03Document20 pagesEng SM Tan 020 - 03Валерий ШостакNo ratings yet
- A Study On Low Magnetic PermeabilityDocument28 pagesA Study On Low Magnetic PermeabilitymishikhanNo ratings yet
- Defects in Overlay1Document2 pagesDefects in Overlay1MurugananthamParamasivamNo ratings yet
- Sigma Phase Embrittlement of Stainless Steel in FCC Service: January 2006Document23 pagesSigma Phase Embrittlement of Stainless Steel in FCC Service: January 2006Shoaib AhmedNo ratings yet
- ANEXO I Guia para RX Cald Recup TIP 0402-33Document8 pagesANEXO I Guia para RX Cald Recup TIP 0402-33Mauricio CenturionNo ratings yet
- Procedure For Manual & Phased Array Ultrasonic Weld ExaminationDocument23 pagesProcedure For Manual & Phased Array Ultrasonic Weld Examinationshyamal roy100% (3)
- Viscotaq Pads RleDocument2 pagesViscotaq Pads Rlehenry307No ratings yet
- Ws 2 Welding Joining Specification Thermoplastics PDFDocument57 pagesWs 2 Welding Joining Specification Thermoplastics PDFNassim Ben Abdeddayem100% (1)