You might also like
- PILE PIPE CHS48" X 1.375" PIPE PILES ASTM A252 Grade 50ksi - LSAW LENGTH - 54.446M One Qty Pile As Marked C5Document1 pagePILE PIPE CHS48" X 1.375" PIPE PILES ASTM A252 Grade 50ksi - LSAW LENGTH - 54.446M One Qty Pile As Marked C5Ravi TyagiNo ratings yet
- PILE PIPE CHS48" X 1.375" PIPE PILES ASTM A252 Grade 50ksi - LSAW LENGTH - 54.446M One Qty Pile As Marked C4Document1 pagePILE PIPE CHS48" X 1.375" PIPE PILES ASTM A252 Grade 50ksi - LSAW LENGTH - 54.446M One Qty Pile As Marked C4Ravi TyagiNo ratings yet
- PILE PIPE CHS48" X 1.375" PIPE PILES ASTM A252 Grade 50ksi - LSAW LENGTH - 54.446M One Qty Pile As Marked C1Document1 pagePILE PIPE CHS48" X 1.375" PIPE PILES ASTM A252 Grade 50ksi - LSAW LENGTH - 54.446M One Qty Pile As Marked C1Ravi TyagiNo ratings yet
- Coating thickness comparison testDocument1 pageCoating thickness comparison testRavi TyagiNo ratings yet
- TQ-5133502 TQ-5133501A TQ-5133503: D.O. Service TK P D.O. Settling TK S D.O. Storage TK SDocument1 pageTQ-5133502 TQ-5133501A TQ-5133503: D.O. Service TK P D.O. Settling TK S D.O. Storage TK SRobles DreschNo ratings yet
- Ref docs for commissioningDocument1 pageRef docs for commissioningRobles DreschNo ratings yet
- Typical Detail Ii Typical Detail Iv Typical Detail Iii Typical Detail IDocument1 pageTypical Detail Ii Typical Detail Iv Typical Detail Iii Typical Detail IChoong K WNo ratings yet
- Joanne Sophia - Teachers Training Institute and Icse SchoolDocument28 pagesJoanne Sophia - Teachers Training Institute and Icse SchoolGayathri KathiravanNo ratings yet
- Module M-04: EquipmentDocument1 pageModule M-04: EquipmentRobles DreschNo ratings yet
- Drive basketball skills with Lochatto drillsDocument24 pagesDrive basketball skills with Lochatto drillsRoLando Bautista Rotol Jr.No ratings yet
- Shop Drawing: Key PlanDocument1 pageShop Drawing: Key Planlibin513No ratings yet
- Apr.2010 A1UD-B001-0A 3/4Document1 pageApr.2010 A1UD-B001-0A 3/4Oswaldo GuzmanNo ratings yet
- Fixed Point Side View Looking Toward South Front View Looking Toward EastDocument1 pageFixed Point Side View Looking Toward South Front View Looking Toward EastDima Fon NmskNo ratings yet
- Plan Plan: Department of Public Works and HighwaysDocument1 pagePlan Plan: Department of Public Works and HighwaysEngr'Shemaiah JimenezNo ratings yet
- PF-602 Wiring DiagramDocument2 pagesPF-602 Wiring DiagramStefan TintilaNo ratings yet
- Bp2021-C026s-Jwn02-A01-Drainage System-Fp-1001-Ground and Roof Floor Plans - CafeteriaDocument1 pageBp2021-C026s-Jwn02-A01-Drainage System-Fp-1001-Ground and Roof Floor Plans - CafeteriaMohammad IsmailNo ratings yet
- Fixed Point Side View Looking Toward South Front View Looking Toward EastDocument1 pageFixed Point Side View Looking Toward South Front View Looking Toward EastDima Fon NmskNo ratings yet
- U7 Mark Up UDocument1 pageU7 Mark Up URobles DreschNo ratings yet
- Ø5000 Ext Ø5000 Ext: Gusset x12 Anchorage x12Document1 pageØ5000 Ext Ø5000 Ext: Gusset x12 Anchorage x12Mahmoud ElboraeNo ratings yet
- Isolation Bay Isolation Bay Isolation Bay: RESA 240M X 90M RESA 240M X 90M RESA 240M X 90MDocument1 pageIsolation Bay Isolation Bay Isolation Bay: RESA 240M X 90M RESA 240M X 90M RESA 240M X 90MErSoravNo ratings yet
- Ecku@I@Eke@Lj Ecku@I@Eke@Lj Ufgvj Ufgvj Uv Uv Fu) KML Fu) KML I@U@EL I@U@ELDocument3 pagesEcku@I@Eke@Lj Ecku@I@Eke@Lj Ufgvj Ufgvj Uv Uv Fu) KML Fu) KML I@U@EL I@U@ELJohanna Zapata AmaroNo ratings yet
- To Be Revised: N Brown Fint Ube France SaDocument4 pagesTo Be Revised: N Brown Fint Ube France Sadhiaa mohammedNo ratings yet
- To Be Re Vise D: Brown Fintube France Sa NDocument4 pagesTo Be Re Vise D: Brown Fintube France Sa Ndhiaa mohammedNo ratings yet
- 1 Plano de Senalizacion 20230829 140421 351Document1 page1 Plano de Senalizacion 20230829 140421 351MarilynNo ratings yet
- Fun Home PlotDocument1 pageFun Home PlotMike WoodNo ratings yet
- HS2 Map West Midlands wm15103Document1 pageHS2 Map West Midlands wm15103HighSpeedRailNo ratings yet
- Denah RafterDocument1 pageDenah RafterYusuf KhoirNo ratings yet
- Citation VII: Ap Off Yd Off CMPRTR Warn HYD Temp LOW Flap O SPD Ap Off Yd Off CMPRTR Warn HYD Temp LOW Flap O SPDDocument2 pagesCitation VII: Ap Off Yd Off CMPRTR Warn HYD Temp LOW Flap O SPD Ap Off Yd Off CMPRTR Warn HYD Temp LOW Flap O SPDFernando GalindezNo ratings yet
- TER30006Document1 pageTER30006luis marcelino chuquimango muñozNo ratings yet
- Road Crossing DuctsDocument1 pageRoad Crossing Ductsmohan890No ratings yet
- Printer Control Board PRCB (2/2) : Bizhub 363/283/223 Bizhub 423Document1 pagePrinter Control Board PRCB (2/2) : Bizhub 363/283/223 Bizhub 423Oswaldo GuzmanNo ratings yet
- Electric Diagram Bizhub C253-C353Document1 pageElectric Diagram Bizhub C253-C353schumi_kaiserNo ratings yet
- PDF La Administracion en La Antigua Roma - CompressDocument1 pagePDF La Administracion en La Antigua Roma - CompressYanii RojasNo ratings yet
- Proarc: Section AADocument1 pageProarc: Section AASyed AbuthahirNo ratings yet
- Module M-04: EquipmentDocument1 pageModule M-04: EquipmentRobles DreschNo ratings yet
- PLANS_Student Services CenterDocument23 pagesPLANS_Student Services Centerronulfo fabulaNo ratings yet
- SDP1Document1 pageSDP1Liezel GasparNo ratings yet
- Elevation of Tower - 2 (Facing North) Part 3 of 3: Section L-LDocument1 pageElevation of Tower - 2 (Facing North) Part 3 of 3: Section L-LHozien OnofreNo ratings yet
- OT3073-20 L3 LAB Condenseur R3Document1 pageOT3073-20 L3 LAB Condenseur R3becemNo ratings yet
- Johnson Controls - Building Efficiency: Label Wiring - Haf Fan Wiring Std/Inv Opt 5-Fan System 1-1Document2 pagesJohnson Controls - Building Efficiency: Label Wiring - Haf Fan Wiring Std/Inv Opt 5-Fan System 1-1PetricaNo ratings yet
- Plan SPGGDocument1 pagePlan SPGGGerardo FernandezNo ratings yet
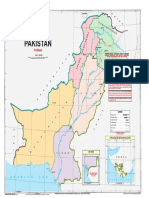
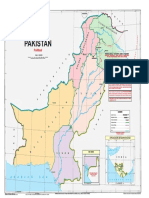
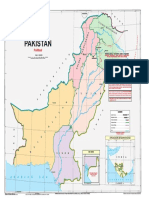
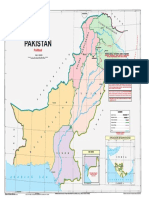
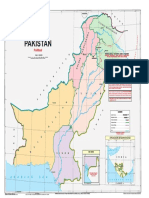
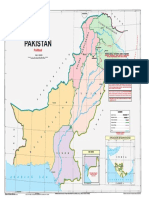
- Political Map PakistanDocument1 pagePolitical Map PakistanGhulam Mustafa KhanNo ratings yet
- Political Map PakistanDocument1 pagePolitical Map PakistanArfan SialNo ratings yet
- Political Map PakistanDocument1 pagePolitical Map PakistanImranNo ratings yet
- Political Map PakistanDocument1 pagePolitical Map PakistanmehrunisaNo ratings yet
- Political Map PakistanDocument1 pagePolitical Map PakistanadnanjamilNo ratings yet
- Political Map PakistanDocument1 pagePolitical Map PakistanmehrunisaNo ratings yet
- Political Map Pakistan-1 PDFDocument1 pagePolitical Map Pakistan-1 PDFOmerNo ratings yet
- Political Map PakistanDocument1 pagePolitical Map PakistanHamza J. KhanNo ratings yet
- Political Map Pakistan PDFDocument1 pagePolitical Map Pakistan PDFAtif NaeemNo ratings yet
- Political Map PakistanDocument1 pagePolitical Map PakistanpartookNo ratings yet
- Political Map PakistanDocument1 pagePolitical Map PakistanAhmet ÖzdenNo ratings yet
- Political Map PakistanDocument1 pagePolitical Map PakistanAsif AliNo ratings yet
- Political Map PakistanDocument1 pagePolitical Map PakistanUzair AhmadNo ratings yet
- Political Map PakistanDocument1 pagePolitical Map Pakistansydasif78No ratings yet
- Political Map PakistanDocument1 pagePolitical Map PakistanRehan ShahwaniNo ratings yet
- Political Map PakistanDocument1 pagePolitical Map PakistanAhver BaigNo ratings yet
- Pakistan Map PDFDocument1 pagePakistan Map PDFMaiymona ShahNo ratings yet
- Political Map PakistanDocument1 pagePolitical Map PakistanZaheer BaltistaniNo ratings yet
- Method of Statements (Rolling Rolling Procedure)Document12 pagesMethod of Statements (Rolling Rolling Procedure)Ravi TyagiNo ratings yet
- Certificate: National Institute of Standards & TechnologyDocument2 pagesCertificate: National Institute of Standards & TechnologyRavi TyagiNo ratings yet
- Certificate: National Institute of Standards & TechnologyDocument2 pagesCertificate: National Institute of Standards & TechnologyRavi TyagiNo ratings yet
- Certificate: National Institute of Standards & TechnologyDocument2 pagesCertificate: National Institute of Standards & TechnologyRavi TyagiNo ratings yet
- Impact Tester and Tensile TestDocument22 pagesImpact Tester and Tensile TestRavi TyagiNo ratings yet
- Ultrasonic Testing Machine UHC2100eDocument4 pagesUltrasonic Testing Machine UHC2100eRavi TyagiNo ratings yet
- GQ-HW2H Chemical TestingDocument2 pagesGQ-HW2H Chemical TestingRavi TyagiNo ratings yet
- Jindal Steel SpecificationsDocument76 pagesJindal Steel SpecificationsVignesh Chellappan NatarajanNo ratings yet
- Usage: Power: Brand Name: Weight: Model Number:: Digital Display Impact Testing Machine JB-300SDocument7 pagesUsage: Power: Brand Name: Weight: Model Number:: Digital Display Impact Testing Machine JB-300SRavi TyagiNo ratings yet
- HCH310 Portable Hardness TesterDocument6 pagesHCH310 Portable Hardness TesterRavi TyagiNo ratings yet
- J-Weld Impact and Tensile Test SpecimensDocument3 pagesJ-Weld Impact and Tensile Test SpecimensRavi TyagiNo ratings yet
- Application For Acrs Product Certification: InstructionsDocument6 pagesApplication For Acrs Product Certification: InstructionsRavi TyagiNo ratings yet
- ADM 002 ACRS Product Certification Scheme Rules (Version 12) WEBDocument43 pagesADM 002 ACRS Product Certification Scheme Rules (Version 12) WEBRavi TyagiNo ratings yet
- ADM 002 01 List of Applicable Product Requirements Version 2.6 WEBDocument3 pagesADM 002 01 List of Applicable Product Requirements Version 2.6 WEBRavi TyagiNo ratings yet
- Quality Procedure Manual: Vol - XiiDocument2 pagesQuality Procedure Manual: Vol - XiiRavi TyagiNo ratings yet
- ADM 016 ACRS Certification Agreement (Version 3.1) WebDocument23 pagesADM 016 ACRS Certification Agreement (Version 3.1) WebMonica SinghNo ratings yet
- J-Weld Impact and Tensile Test SpecimensDocument3 pagesJ-Weld Impact and Tensile Test SpecimensRavi TyagiNo ratings yet
- ADM 002 ACRS Product Certification Scheme Rules (Version 12) WEBDocument43 pagesADM 002 ACRS Product Certification Scheme Rules (Version 12) WEBRavi TyagiNo ratings yet
- ADM 002 01 List of Applicable Product Requirements Version 2.6 WEBDocument3 pagesADM 002 01 List of Applicable Product Requirements Version 2.6 WEBRavi TyagiNo ratings yet
- API Monogram Program Documentation and Audit TimelineDocument2 pagesAPI Monogram Program Documentation and Audit TimelineRavi TyagiNo ratings yet
- Cold-Formed Welded and Seamless Carbon Steel Structural Tubing in Rounds and ShapesDocument6 pagesCold-Formed Welded and Seamless Carbon Steel Structural Tubing in Rounds and ShapesMizha GomezNo ratings yet
- Application For Acrs Product Certification: InstructionsDocument6 pagesApplication For Acrs Product Certification: InstructionsRavi TyagiNo ratings yet
- Influence of Matric Suction On The Shear Strength Behaviour of Unsaturated SandDocument7 pagesInfluence of Matric Suction On The Shear Strength Behaviour of Unsaturated SandKashif MuhammadNo ratings yet
- Basic Civil Engineering ... Unit I ... Materials and Its PropertiesDocument8 pagesBasic Civil Engineering ... Unit I ... Materials and Its Propertiesnageshshingane7No ratings yet
- Welded ConnectionsDocument8 pagesWelded ConnectionsNitesh SinghNo ratings yet
- Structural Modeling Notes Using ETABS, SAFE and SAP2000Document68 pagesStructural Modeling Notes Using ETABS, SAFE and SAP2000Irfan Khan100% (1)
- Corporate Trifold BrochureDocument2 pagesCorporate Trifold BrochureTech MongerNo ratings yet
- Geotechnical Report 10460 Slater Avenue-Fountain ValleyDocument38 pagesGeotechnical Report 10460 Slater Avenue-Fountain Valleypawee ramasNo ratings yet
- JKR Rates 2011Document45 pagesJKR Rates 2011Derek Martin100% (2)
- Curve Superelevation CalculationDocument7 pagesCurve Superelevation CalculationKhan EngrNo ratings yet
- List of Earthquake and Soil Engineering Research TopicsDocument11 pagesList of Earthquake and Soil Engineering Research TopicsShamsUlislamNo ratings yet
- Sewage Treatment Plant Design Project - Sewage Treatment - Sanitary SewerDocument101 pagesSewage Treatment Plant Design Project - Sewage Treatment - Sanitary SewerNikhil SachdevaNo ratings yet
- Geotechnical Engineering QBDocument11 pagesGeotechnical Engineering QBT Rajesh Asst. Prof. - CENo ratings yet
- 1319 013Document6 pages1319 013AseriNo ratings yet
- Design of Welded Steel Plate GirdersDocument87 pagesDesign of Welded Steel Plate GirdersHoran Malik100% (1)
- Kyle Danielle A. BrionDocument3 pagesKyle Danielle A. BrionMikee Valbares100% (1)
- Venkat Ramanan Resume 2Document3 pagesVenkat Ramanan Resume 2Ramanan VenkatNo ratings yet
- Presentation On Basic Knowledge Railway Siding & Its Major ComponentsDocument10 pagesPresentation On Basic Knowledge Railway Siding & Its Major Componentsengr.kapilgambhir7862No ratings yet
- Cutting Length StirrupsDocument12 pagesCutting Length StirrupsSwostik S SahooNo ratings yet
- Kursus PamDocument135 pagesKursus PamSeindahNyaNo ratings yet
- Tablas VigasDocument17 pagesTablas VigasPatricio Galván EscobarNo ratings yet
- Analytical Research On Ferrocement: Design, Strength and Servicibility AspectsDocument8 pagesAnalytical Research On Ferrocement: Design, Strength and Servicibility AspectsPiyush SharmaNo ratings yet
- P3 Price List Structural PDFDocument11 pagesP3 Price List Structural PDFLorena NovaNo ratings yet
- AGRD03-16 Guide To Road Design Part 3 Geometric Design Ed3.4Document390 pagesAGRD03-16 Guide To Road Design Part 3 Geometric Design Ed3.4fbturaNo ratings yet
- Project:SASEC Mugling-Pokhara Highway Improvement Phase I Project (SMPHIP) Contract No. SMPHIP/OCB/MAP/2 Contractor: Anhui Kaiyuan Highway and Bridge Co. LTDDocument4 pagesProject:SASEC Mugling-Pokhara Highway Improvement Phase I Project (SMPHIP) Contract No. SMPHIP/OCB/MAP/2 Contractor: Anhui Kaiyuan Highway and Bridge Co. LTDugrasen chaudharyNo ratings yet
- Review: Cross-Laminated Timber: Design and PerformanceDocument1 pageReview: Cross-Laminated Timber: Design and PerformanceJulian TumielewiczNo ratings yet
- Earthquake Engineering PDFDocument70 pagesEarthquake Engineering PDFSumanthNo ratings yet
- Trusswood Installation GuideDocument2 pagesTrusswood Installation GuidenustwentyfourNo ratings yet
- Standard Classroom Building - DPWH As of 021524 A1Document1 pageStandard Classroom Building - DPWH As of 021524 A1designers.starlightNo ratings yet