You might also like
- Advanced Level of Dental Resins - Material Science & Technology: 2nd Edtion / 2nd VersionFrom EverandAdvanced Level of Dental Resins - Material Science & Technology: 2nd Edtion / 2nd VersionNo ratings yet
- Hera CeramDocument60 pagesHera CeramStefan IonelNo ratings yet
- Dental Waxes and CeramicsDocument11 pagesDental Waxes and CeramicsambiliNo ratings yet
- Revision On CeramicsDocument24 pagesRevision On Ceramicsnaz299971No ratings yet
- Epoxy Curing Agents For Fast Cure Civil Engineering ApplicationsDocument2 pagesEpoxy Curing Agents For Fast Cure Civil Engineering ApplicationsNissim Hazar CasanovaNo ratings yet
- Product Data Sheet of Resin DM 470-300 PDFDocument4 pagesProduct Data Sheet of Resin DM 470-300 PDFPrashant ShindeNo ratings yet
- Technical Data: Plastic Steel 5-Minute Putty (SF)Document4 pagesTechnical Data: Plastic Steel 5-Minute Putty (SF)Hoàng DũngNo ratings yet
- Chemlok 217 Adhesive: Lord Technical Data Lord Technical DataDocument2 pagesChemlok 217 Adhesive: Lord Technical Data Lord Technical DataNeeraj BhallaNo ratings yet
- Admira Fusion - VC-84-002750-GB PDFDocument10 pagesAdmira Fusion - VC-84-002750-GB PDFkomanjoeNo ratings yet
- Fas Binder Materials Dec 2010Document8 pagesFas Binder Materials Dec 2010Najeeb UllahNo ratings yet
- Technical Data SheetDocument6 pagesTechnical Data SheetDevaraj BaulNo ratings yet
- Materials and Systems For All Ceramic CAD/CAM Restorations: January 2016Document7 pagesMaterials and Systems For All Ceramic CAD/CAM Restorations: January 2016santiagocastro14No ratings yet
- RATH Emhart Glass 2020Document138 pagesRATH Emhart Glass 2020John Paul EspanoNo ratings yet
- Derakane Momentum 411-350Document3 pagesDerakane Momentum 411-350DidikHariantoNo ratings yet
- Bond Strength of Luting Cements To Zirconium Oxide CeramicsDocument6 pagesBond Strength of Luting Cements To Zirconium Oxide CeramicsGoutham SunilNo ratings yet
- 7) Giuseppe IsgroDocument9 pages7) Giuseppe IsgromnNo ratings yet
- WWW - Techsil.co - Uk: Stainless Steel Putty Product BulletinDocument2 pagesWWW - Techsil.co - Uk: Stainless Steel Putty Product BulletinVinodKandukuriNo ratings yet
- Gas Liquid Separation TechnologyDocument26 pagesGas Liquid Separation TechnologyCSNo ratings yet
- Cerakote Product Guide 1-10-18WEBDocument12 pagesCerakote Product Guide 1-10-18WEBMLNo ratings yet
- Cerec MatOverviewDocument3 pagesCerec MatOverviewLuisa Franco SánchezNo ratings yet
- ZH Catalogue Labo EN F300072Document95 pagesZH Catalogue Labo EN F300072Tony MathewNo ratings yet
- GypsDocument6 pagesGypschammyNo ratings yet
- 3MPOLYDocument4 pages3MPOLYsmtknivesNo ratings yet
- Change in Color and Gloss Parameters of Stained Monolithic Resin-Ceramic CAD:CAM Materials After Simulated Aging: An in Vitro StudyDocument9 pagesChange in Color and Gloss Parameters of Stained Monolithic Resin-Ceramic CAD:CAM Materials After Simulated Aging: An in Vitro StudyElif İlgi SancakNo ratings yet
- Cera Flex - 80Document2 pagesCera Flex - 80harish GiriNo ratings yet
- Loctite 573 - Tech - Info - Sheet - ENDocument3 pagesLoctite 573 - Tech - Info - Sheet - ENChristopherNo ratings yet
- WellheadDocument2 pagesWellheadRicardo Paz SoldanNo ratings yet
- Tekasil Universal TD - V2 - GB - 06 20Document2 pagesTekasil Universal TD - V2 - GB - 06 20Fateh AzwiNo ratings yet
- Technical Data: Plastic Steel Putty (A)Document4 pagesTechnical Data: Plastic Steel Putty (A)francisNo ratings yet
- 696044carboset® CR-717Document9 pages696044carboset® CR-717Charles Buerger Jr.No ratings yet
- Recent Advances in Dental CeramicsDocument48 pagesRecent Advances in Dental CeramicsMohamed TahaNo ratings yet
- HTTP WWW - Iusd.iupui - Edu IndexDocument20 pagesHTTP WWW - Iusd.iupui - Edu IndexReema MazenNo ratings yet
- Dental WaxesDocument23 pagesDental Waxesdrgayen6042100% (1)
- Steel PuttyDocument1 pageSteel PuttySiva SubramaniNo ratings yet
- Tooth Colored Inlays and Onlays - IIDocument62 pagesTooth Colored Inlays and Onlays - IIAlexandru Chireu0% (2)
- Conbextra EP120 TDS PDFDocument3 pagesConbextra EP120 TDS PDFzulfikarNo ratings yet
- Zhermack 2019 Catalogue - Dental Lab Solutions for Stone Models, Masks, Duplication and MoreDocument111 pagesZhermack 2019 Catalogue - Dental Lab Solutions for Stone Models, Masks, Duplication and MoreZurazis LabNo ratings yet
- Dri Loc 218 Data SheetDocument2 pagesDri Loc 218 Data Sheetpalani.djpNo ratings yet
- Final Structural Acrylic Adhesive Brochure LoResDocument6 pagesFinal Structural Acrylic Adhesive Brochure LoResRomulo Mayer FreitasNo ratings yet
- En 5830 Rubber Crimb Binder 4000Document2 pagesEn 5830 Rubber Crimb Binder 4000recep kablanNo ratings yet
- Premise Indirect 2010Document61 pagesPremise Indirect 2010lizbethNo ratings yet
- Spectrem 1Document2 pagesSpectrem 1Joseph JayakanthanNo ratings yet
- Concresive 2200: High Strength, Thixotropic, Epoxy Bedding MortarDocument4 pagesConcresive 2200: High Strength, Thixotropic, Epoxy Bedding MortarFrancois-No ratings yet
- Mechster 5310 (N) - 300: Commitment To Quality and ConsistencyDocument1 pageMechster 5310 (N) - 300: Commitment To Quality and ConsistencyreinpolyNo ratings yet
- Epoxy Backing Grout Epigen 0301: Typical Applications ProfileDocument2 pagesEpoxy Backing Grout Epigen 0301: Typical Applications ProfileDianWidodoNo ratings yet
- 125 Ceramic Wearing Compound: AdvantagesDocument4 pages125 Ceramic Wearing Compound: AdvantagespramanisaNo ratings yet
- Devcon Plastic Steel Putty ADocument3 pagesDevcon Plastic Steel Putty AAZLAN ABDULLAINo ratings yet
- Mechster 9000TA: Commitment To Quality and ConsistencyDocument1 pageMechster 9000TA: Commitment To Quality and ConsistencyreinpolyNo ratings yet
- Kefloy40 en OdkDocument1 pageKefloy40 en OdkMax SalogniNo ratings yet
- Izel Kimya Urun Katalog en - 20082022140320 2 - 17112023164927 2Document46 pagesIzel Kimya Urun Katalog en - 20082022140320 2 - 17112023164927 2Onur DNo ratings yet
- Final Acrylic Brochure LRDocument7 pagesFinal Acrylic Brochure LRThuy NguyenNo ratings yet
- RelyX Ultimate TDS USDocument16 pagesRelyX Ultimate TDS USTiến Hưng Lê ĐặngNo ratings yet
- Coatings Formulation Guide EPM051-5Document20 pagesCoatings Formulation Guide EPM051-5emmanuelotoboreenakireruNo ratings yet
- Xtreme Metal: Use GuideDocument8 pagesXtreme Metal: Use GuideNadine DolléNo ratings yet
- 2 Ton Epoxy: Technical Data SheetDocument2 pages2 Ton Epoxy: Technical Data SheetLeomar TorrealbaNo ratings yet
- Masterbrace Adh 2200 TdsDocument2 pagesMasterbrace Adh 2200 TdsarchahmedassafNo ratings yet
- CEMTECR88Document2 pagesCEMTECR88infoNo ratings yet
- Loctite 567™: Technical Data SheetDocument3 pagesLoctite 567™: Technical Data SheetManikanta Sai KumarNo ratings yet
- CeramicsDocument15 pagesCeramicsambiliNo ratings yet
- IPS IvocolorDocument32 pagesIPS IvocolorToma IoanaNo ratings yet
- Programat P300, P500, P700, EP 3000, EP 5000 - Firing Program TableDocument4 pagesProgramat P300, P500, P700, EP 3000, EP 5000 - Firing Program TableToma Ioana100% (1)
- Safety Data Sheet for Dental Ceramic ProductDocument6 pagesSafety Data Sheet for Dental Ceramic ProductAndreea RădulescuNo ratings yet
- IPS IvocolorDocument32 pagesIPS IvocolorToma IoanaNo ratings yet
- Mazda 6 2014 - Automatic Transaxle Workshop Manual FW6A-EL PDFDocument405 pagesMazda 6 2014 - Automatic Transaxle Workshop Manual FW6A-EL PDFFelipe CalleNo ratings yet
- Instant Download Ebook PDF Building Construction Handbook 11th Edition PDF ScribdDocument41 pagesInstant Download Ebook PDF Building Construction Handbook 11th Edition PDF Scribdthomas.bilal255100% (38)
- Man 400eDocument324 pagesMan 400eLopez Tonny100% (1)
- Fundamentals of Computer Hardware NotesDocument7 pagesFundamentals of Computer Hardware NotesSreemoyee RoyNo ratings yet
- What ATF - CVTF To Use For ToyotaDocument7 pagesWhat ATF - CVTF To Use For ToyotaSydneyKasongoNo ratings yet
- Computer Organization and Assembly Language: Lecture 1 - Basic ConceptsDocument13 pagesComputer Organization and Assembly Language: Lecture 1 - Basic ConceptsNosreffejDelRosarioNo ratings yet
- Sop For FatDocument6 pagesSop For Fatahmed ismailNo ratings yet
- Families of Carbon Compounds: Functional Groups, Intermolecular Forces, & Infrared (IR) SpectrosDocument79 pagesFamilies of Carbon Compounds: Functional Groups, Intermolecular Forces, & Infrared (IR) SpectrosRuryKharismaMuzaqieNo ratings yet
- Self-Sustainable Village: Dharm Raj Jangid 16031AA015Document2 pagesSelf-Sustainable Village: Dharm Raj Jangid 16031AA015Dharm JangidNo ratings yet
- B.O Blog 6 (Benefits and Hacks of Using Turmeric)Document6 pagesB.O Blog 6 (Benefits and Hacks of Using Turmeric)sanaNo ratings yet
- Pcit Brochure TemplateDocument2 pagesPcit Brochure Templateapi-370829251No ratings yet
- HORIZONTAL DISTRIBUTION OF FORCES - Part 1-2Document1 pageHORIZONTAL DISTRIBUTION OF FORCES - Part 1-2Inna PotesNo ratings yet
- Robotics Process AutomationDocument21 pagesRobotics Process Automationbhaskarkiran.pNo ratings yet
- Accounting Project Topics and Materials in NigeriaDocument97 pagesAccounting Project Topics and Materials in NigeriaProject Championz100% (2)
- Agile Spotify - Team - HomeworkDocument8 pagesAgile Spotify - Team - Homeworksp76rjm7dhNo ratings yet
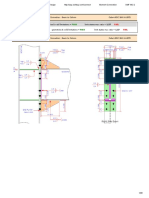
- Result Summary - Overall: Moment Connection - Beam To Column Code AISC 360-16 LRFDDocument29 pagesResult Summary - Overall: Moment Connection - Beam To Column Code AISC 360-16 LRFDYash Suthar100% (2)
- Value YourselfDocument7 pagesValue YourselfTalha KhalidNo ratings yet
- Rubric Poetry Pyramid 4th GradeDocument2 pagesRubric Poetry Pyramid 4th Gradeapi-302020585No ratings yet
- MPMC All Questions and AnswerDocument6 pagesMPMC All Questions and AnswerMODERN TELUGAMMAYINo ratings yet
- How To Critique A Photograph - Facebook PDFDocument1 pageHow To Critique A Photograph - Facebook PDFpeterNo ratings yet
- WMS INFINEON PROJECT TOWER (11Kv VCB INSTALLATION) - REV-1Document5 pagesWMS INFINEON PROJECT TOWER (11Kv VCB INSTALLATION) - REV-1tana100% (1)
- Omega: Mahdi Alinaghian, Nadia ShokouhiDocument15 pagesOmega: Mahdi Alinaghian, Nadia ShokouhiMohcine ES-SADQINo ratings yet
- Acrogym: by Ahana AnandDocument9 pagesAcrogym: by Ahana AnandAhana AnandNo ratings yet
- Junguian PsychotherapyDocument194 pagesJunguian PsychotherapyRene Galvan Heim100% (13)
- Chapter (3) Simple Stresses in Machine Parts: Design of Machine Elements I (ME-41031)Document80 pagesChapter (3) Simple Stresses in Machine Parts: Design of Machine Elements I (ME-41031)Dr. Aung Ko LattNo ratings yet
- Narrative Report of Landfill VisitDocument3 pagesNarrative Report of Landfill VisitNestor Jan Kenneth P BorromeoNo ratings yet
- Group ActDocument3 pagesGroup ActRey Visitacion MolinaNo ratings yet
- SCMHRD SM-1Document43 pagesSCMHRD SM-1ShivanirahejaNo ratings yet
- F 83179Document6 pagesF 83179pcmfilhoNo ratings yet
- Filipino Essay 4Document3 pagesFilipino Essay 4IqbalNo ratings yet