You might also like
- CCME-PN-1180 - Environmental Guidelines For Controlling Emissions of Volatile Organic Compounds From Aboveground Storage TanksDocument38 pagesCCME-PN-1180 - Environmental Guidelines For Controlling Emissions of Volatile Organic Compounds From Aboveground Storage TanksPubcrawlNo ratings yet
- DISA Parts and Services Catalogue 2019Document141 pagesDISA Parts and Services Catalogue 2019Yanto Daryanto100% (2)
- UG-23 UG-24 (D) : UG-32 Formed Heads, and Sections, Pressure On Concave SideDocument2 pagesUG-23 UG-24 (D) : UG-32 Formed Heads, and Sections, Pressure On Concave SideLinh0% (1)
- 650 150Document10 pages650 150ツ ツNo ratings yet
- As 1654.1 - ISO Systems of Limits and Fits - Rev 1995Document7 pagesAs 1654.1 - ISO Systems of Limits and Fits - Rev 1995jNo ratings yet
- En 14015Document2 pagesEn 14015victoredc100% (1)
- Design of Torque ArmDocument16 pagesDesign of Torque ArmRonak PanchalNo ratings yet
- ASME 2007 BPVC X Fiber-Reinforced Plastic Pressure VesselsDocument248 pagesASME 2007 BPVC X Fiber-Reinforced Plastic Pressure VesselsNelson Alejandro Fernández NúñezNo ratings yet
- The Lincoln Procedure Handbook of Arc Welding PDFDocument742 pagesThe Lincoln Procedure Handbook of Arc Welding PDFrochetoNo ratings yet
- Grant Prideco™ Mechanical Property Requirements For Drill PDFDocument4 pagesGrant Prideco™ Mechanical Property Requirements For Drill PDFChristian Matteo100% (1)
- API 650 12th Edition 2013 PTDocument2 pagesAPI 650 12th Edition 2013 PTRonel John Rodriguez CustodioNo ratings yet
- 16542Document7 pages16542Cnc CamNo ratings yet
- Skirt To Dish Joint PDFDocument64 pagesSkirt To Dish Joint PDFPrajwal ShettyNo ratings yet
- Spreader Bar Calculation Arrangement Beam Details SHSHF 150 X 150 X 9Document1 pageSpreader Bar Calculation Arrangement Beam Details SHSHF 150 X 150 X 9Nasrul AdliNo ratings yet
- Rectangular Tank DesignDocument9 pagesRectangular Tank DesignMiguel EspañolNo ratings yet
- DNV Standards For Certification No 2.7-1 Offshore ContainersDocument60 pagesDNV Standards For Certification No 2.7-1 Offshore ContainersMichael CovillNo ratings yet
- Spile Bar DeflectionDocument9 pagesSpile Bar DeflectionIsaac KendallNo ratings yet
- ASME STS-1 Steel Stacks (Partial) - Edition 2000Document6 pagesASME STS-1 Steel Stacks (Partial) - Edition 2000Bui Chi TamNo ratings yet
- Sample Design Calculation - Vessel Supported On LugsDocument11 pagesSample Design Calculation - Vessel Supported On Lugsandry4jc100% (1)
- Flange RotationDocument1 pageFlange RotationAnkit LonareNo ratings yet
- Beam ProductsDocument1 pageBeam ProductsBryan PittmanNo ratings yet
- Api - 650 - 2007 - 40Document1 pageApi - 650 - 2007 - 40Raul GonzaloNo ratings yet
- VESV1003 - Fabrication of Welded Vessels and Tanks To Be LinedDocument6 pagesVESV1003 - Fabrication of Welded Vessels and Tanks To Be LinedMuhammad Farukh ManzoorNo ratings yet
- Interview Type Question Manufacturing PDFDocument4 pagesInterview Type Question Manufacturing PDFSourav KayalNo ratings yet
- (Almen, J. O. & A. Laszlo, 1936) - The Uniform-Section Disk SpringDocument10 pages(Almen, J. O. & A. Laszlo, 1936) - The Uniform-Section Disk Springchristos032No ratings yet
- Belt Conveyor Pulley Design - Why The Failures - Terry KingDocument11 pagesBelt Conveyor Pulley Design - Why The Failures - Terry KingJakesNo ratings yet
- Annular Plate CalculationDocument1 pageAnnular Plate CalculationTanish Ramasamy SekarNo ratings yet
- Internal Pressure Thickness Calculation As Per Code ASME B 31.3Document1 pageInternal Pressure Thickness Calculation As Per Code ASME B 31.3DikaAnindyajati100% (1)
- Asme-Bpvc Sec IV Int Vol 44Document7 pagesAsme-Bpvc Sec IV Int Vol 44mostafa aliNo ratings yet
- Skirt Support Analysis TransportDocument5 pagesSkirt Support Analysis TransportHunnymijie NorNo ratings yet
- IS 9178-Part-1 PDFDocument32 pagesIS 9178-Part-1 PDFvijay84mech100% (2)
- DNV Structural OS C201Document78 pagesDNV Structural OS C201nse mcxNo ratings yet
- Shackle Verification DimensionDocument1 pageShackle Verification DimensionnaimNo ratings yet
- Design of Fillet Weld (As Per Bs en 1993 1 8, CL 4.5.3) : KN M KN KN M KN KN MMDocument2 pagesDesign of Fillet Weld (As Per Bs en 1993 1 8, CL 4.5.3) : KN M KN KN M KN KN MMGiri DharanNo ratings yet
- Tank Foundation DesignDocument2 pagesTank Foundation DesignRamadanNo ratings yet
- Amine Stripper Column Crack 3501-1-T-004: PQR Test CouponDocument2 pagesAmine Stripper Column Crack 3501-1-T-004: PQR Test Couponpstechnical_43312697100% (1)
- Welding SymbolsDocument21 pagesWelding Symbolstuna61No ratings yet
- Hinge DesignDocument2 pagesHinge Designpare222No ratings yet
- Previews - 2033457 PIP VEFV1100MDocument5 pagesPreviews - 2033457 PIP VEFV1100Mabdulloh_99100% (1)
- PD5500 - 133 - RectangularFlange CalculationDocument9 pagesPD5500 - 133 - RectangularFlange CalculationDarshan PanchalNo ratings yet
- Annex V External PressureDocument26 pagesAnnex V External PressureJohnny VillarroelNo ratings yet
- E4.5.1 6 PTB 4 2015 PDFDocument50 pagesE4.5.1 6 PTB 4 2015 PDFKingston RivingtonNo ratings yet
- Pump Shaft Repair Recommendation GuidelinesDocument4 pagesPump Shaft Repair Recommendation Guidelineschiz escudero100% (2)
- STD PIP VECV1001 2012 Design Criteria and Purchasing Requirements For Vessels Div 1 & 2Document28 pagesSTD PIP VECV1001 2012 Design Criteria and Purchasing Requirements For Vessels Div 1 & 2Nikunj KNo ratings yet
- Handbook - CalculationsDocument2 pagesHandbook - CalculationsMohammad AliNo ratings yet
- ASCE 7-05 Table 15-4-2Document1 pageASCE 7-05 Table 15-4-2barouniamineNo ratings yet
- Fillet Weld Strength Calculation Example For Welded Connection Subjected To BendingDocument6 pagesFillet Weld Strength Calculation Example For Welded Connection Subjected To BendingpipestressNo ratings yet
- Types of Flange End Connection-02Document6 pagesTypes of Flange End Connection-02manoj_amritkarNo ratings yet
- BS 5276-2Document20 pagesBS 5276-2Ali Alizadeh100% (1)
- ASME BPVC - VIII.1-2015 UG-27: UG-27 Thickness of Shells Under Internal PressureDocument2 pagesASME BPVC - VIII.1-2015 UG-27: UG-27 Thickness of Shells Under Internal PressureLinhNo ratings yet
- API 653 - (9.10) Repair of Tank Bottoms PDFDocument1 pageAPI 653 - (9.10) Repair of Tank Bottoms PDFMohammed KadhimNo ratings yet
- Atm Sto Tanks Venting Req API2000 2009 Rev1 - TESTDocument18 pagesAtm Sto Tanks Venting Req API2000 2009 Rev1 - TESTRanjit PaulNo ratings yet
- ASME Sec VIII Div 1 Ed 2010 471 PDFDocument9 pagesASME Sec VIII Div 1 Ed 2010 471 PDFStephen Maloba100% (1)
- Bolt Tightening StandardsDocument5 pagesBolt Tightening Standardshilbert_garlando1112No ratings yet
- Sheave Design 10tDocument1 pageSheave Design 10tSubratNo ratings yet
- Secondary Condensate B API650 Sloshing Impact RoofDocument22 pagesSecondary Condensate B API650 Sloshing Impact RoofFrancisco OrtuzarNo ratings yet
- Flexible Hose Ins.+Test.Document3 pagesFlexible Hose Ins.+Test.Filip NikolevskiNo ratings yet
- Plugging of Boiler Tubes - AQ9 PDFDocument6 pagesPlugging of Boiler Tubes - AQ9 PDFВиталий РунцивNo ratings yet
- Double Deck Floating RoofDocument16 pagesDouble Deck Floating RoofInamullah Khan100% (3)
- Shear Lug Verification Example PDFDocument12 pagesShear Lug Verification Example PDFKarthikeyan PanchatcharamNo ratings yet
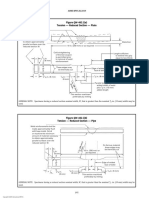
- Figure QW-462.1 (A) Tension - Reduced Section - Plate: ASME BPVC - IX-2019Document2 pagesFigure QW-462.1 (A) Tension - Reduced Section - Plate: ASME BPVC - IX-2019Carlos Lluen AquinoNo ratings yet
- Vista de Planta 2do Nivel: Plano As BuiltDocument1 pageVista de Planta 2do Nivel: Plano As BuiltCarlos Lluen AquinoNo ratings yet
- Tuerca 2H HDG 1-2 (TKR+ Hy062513406)Document1 pageTuerca 2H HDG 1-2 (TKR+ Hy062513406)Carlos Lluen AquinoNo ratings yet
- AZ 0,60 MM X 1220 MM X C ALZN NATURAL AZ200Document1 pageAZ 0,60 MM X 1220 MM X C ALZN NATURAL AZ200Carlos Lluen AquinoNo ratings yet
- Varilla B7 3-8 X 144 MT (B7)Document1 pageVarilla B7 3-8 X 144 MT (B7)Carlos Lluen AquinoNo ratings yet
- Iso 10684 Hot Dip Galvanized Fasteners CompressDocument27 pagesIso 10684 Hot Dip Galvanized Fasteners CompressCarlos Lluen AquinoNo ratings yet
- Nelson Nelweld Operating ManualDocument69 pagesNelson Nelweld Operating ManualCarlos Lluen AquinoNo ratings yet
- SAE J2329 (2015 04) (Categorization Properties Low Carbon Automotive Sheet Steels)Document11 pagesSAE J2329 (2015 04) (Categorization Properties Low Carbon Automotive Sheet Steels)dpfloresNo ratings yet
- Signed-Off - TLE - IA - SMAW - Mod1 - Materials-and-Tools G7Document30 pagesSigned-Off - TLE - IA - SMAW - Mod1 - Materials-and-Tools G7Ria Lalene S. TabamoNo ratings yet
- Price Extras List: AlusiDocument3 pagesPrice Extras List: AlusiPat SauterelleNo ratings yet
- 04-Industrial FittingsDocument120 pages04-Industrial FittingsJoe RuddyNo ratings yet
- GROHE BathBook PDFDocument143 pagesGROHE BathBook PDFVincent JavateNo ratings yet
- Wire MeshDocument2 pagesWire MeshsurangaNo ratings yet
- Microstructure of Aluminium Alloys Casting Intended For Cyclical Thermal StressDocument9 pagesMicrostructure of Aluminium Alloys Casting Intended For Cyclical Thermal Stressshiv kumarNo ratings yet
- Weartech Electrode Stellite Cobalt NickleDocument1 pageWeartech Electrode Stellite Cobalt NickleSatyamEngNo ratings yet
- Pescador Hidraulico MecanicoDocument1 pagePescador Hidraulico MecanicoElderNo ratings yet
- Product Description and Handling Guide Methyl AcetateDocument7 pagesProduct Description and Handling Guide Methyl AcetateLuna ArboledaNo ratings yet
- Processing Guide For Extrusion of Apex™ Flexible PVC CompoundsDocument2 pagesProcessing Guide For Extrusion of Apex™ Flexible PVC CompoundsAndrewYohanAfanadorNo ratings yet
- Zinc/Aluminum Corrosion Protective Coatings For FastenersDocument3 pagesZinc/Aluminum Corrosion Protective Coatings For FastenersDarwin DarmawanNo ratings yet
- Calmmoon Catalogue SetDocument29 pagesCalmmoon Catalogue SetKelvin XuNo ratings yet
- Rating Sheet For Demonstration With Oral QuestioningDocument4 pagesRating Sheet For Demonstration With Oral QuestioningRinalyn G. CanetesNo ratings yet
- Solid Fundamentals For Success: TSX: Bki Otc: Bkirf FWB: BinDocument2 pagesSolid Fundamentals For Success: TSX: Bki Otc: Bkirf FWB: BinSergey KNo ratings yet
- Brochure Housings - SKF Taconite Seals - EN 201502Document6 pagesBrochure Housings - SKF Taconite Seals - EN 201502Jose ChambiNo ratings yet
- PSP-KPD-FAB-G6014 R3215 Mechanical Completion Procedure Rev A1Document16 pagesPSP-KPD-FAB-G6014 R3215 Mechanical Completion Procedure Rev A1Badri AbdullahNo ratings yet
- Sejal Odedra Project Report Sem 4 (1) NDocument46 pagesSejal Odedra Project Report Sem 4 (1) Nshyam visanaNo ratings yet
- Classification of Bush Specification of BushDocument14 pagesClassification of Bush Specification of BushHirenNo ratings yet
- What Is Reflow Tin Plating & What Are Its Benefits?Document9 pagesWhat Is Reflow Tin Plating & What Are Its Benefits?cooperplatingcompanyNo ratings yet
- Global Industry Classification StandardDocument54 pagesGlobal Industry Classification StandardGeorge GeorgeNo ratings yet
- Production Technology Ch24Document16 pagesProduction Technology Ch24Nimmagadda BharathNo ratings yet
- Fracture TestDocument1 pageFracture TestYuvaraj SathishNo ratings yet
- E71t Gs vs. E71t 11 - The Skilled WelderDocument10 pagesE71t Gs vs. E71t 11 - The Skilled WelderJayakrishnaNo ratings yet
- ISB Brochure - V1 - 3Document16 pagesISB Brochure - V1 - 3NitaiGauranga108No ratings yet
- Section 055000 - Metal FabricationsDocument15 pagesSection 055000 - Metal FabricationsWENDING HUNo ratings yet
- Coating Thickness Measurement With Flexible Control: Dualscope FMP100Document2 pagesCoating Thickness Measurement With Flexible Control: Dualscope FMP100Ankur PanwarNo ratings yet