You might also like
- CNC Lathe Machine ProjectDocument8 pagesCNC Lathe Machine ProjectNisar Hussain67% (3)
- ASSIGNMENT 1 Cad PDFDocument8 pagesASSIGNMENT 1 Cad PDFSasank SaiNo ratings yet
- Cam Lab ManualDocument14 pagesCam Lab Manualelangandhi0% (1)
- The Basics of The Core of CNC Machine tool-CNC Unit: Functions Working Principles Hardware Configuration and Software StructureDocument66 pagesThe Basics of The Core of CNC Machine tool-CNC Unit: Functions Working Principles Hardware Configuration and Software StructureVinit BhardwajNo ratings yet
- The Basics of The Core of CNC Machine tool-CNC Unit: Functions Working Principles Hardware Configuration and Software StructureDocument66 pagesThe Basics of The Core of CNC Machine tool-CNC Unit: Functions Working Principles Hardware Configuration and Software StructureYohannes GebreNo ratings yet
- CNC Part ProgrammingDocument53 pagesCNC Part ProgrammingmsshahenterNo ratings yet
- CNC Part ProgrammingDocument40 pagesCNC Part ProgrammingmsshahenterNo ratings yet
- CNC Basic & Prog.Document89 pagesCNC Basic & Prog.Christine BrownNo ratings yet
- Numerical ControlDocument36 pagesNumerical ControlsaishvNo ratings yet
- CNC PresentationDocument37 pagesCNC PresentationMarvin BelenNo ratings yet
- CNC MachineDocument4 pagesCNC Machinejawad khalidNo ratings yet
- CNC MachineDocument4 pagesCNC Machinejawad khalidNo ratings yet
- Cncpresentation PDFDocument37 pagesCncpresentation PDFCorey YoungNo ratings yet
- 9.pmat M-01Document94 pages9.pmat M-01mailtome126100% (1)
- CH 3-Part I - CNC Machine ToolsDocument39 pagesCH 3-Part I - CNC Machine ToolsAshenafi DressNo ratings yet
- Numerical ControlDocument37 pagesNumerical ControlRammohan ReddyNo ratings yet
- Computer Numerical Control CNC: Ken Youssefi Mechanical Engineering DepartmentDocument43 pagesComputer Numerical Control CNC: Ken Youssefi Mechanical Engineering DepartmentSreedhar PugalendhiNo ratings yet
- MT Ii Unit VDocument73 pagesMT Ii Unit VRavigggNo ratings yet
- Title Objective: Figure 1: Hitachi Seiki Hitec-Turn20SiiDocument11 pagesTitle Objective: Figure 1: Hitachi Seiki Hitec-Turn20SiiSilang KataNo ratings yet
- CNC Lathe2Document41 pagesCNC Lathe2Ruby SmithNo ratings yet
- CNC IntroductionDocument24 pagesCNC IntroductionaravindanNo ratings yet
- NC and CNC MachinesDocument25 pagesNC and CNC MachinesSabiha Hajdarbegović-HafizovićNo ratings yet
- CNCDocument76 pagesCNCAlexandru Precup100% (1)
- Hari Om Summer Training PPT CNCDocument44 pagesHari Om Summer Training PPT CNCAbhay TiwariNo ratings yet
- G J U S T S M e D M LDocument4 pagesG J U S T S M e D M LZlo6No ratings yet
- Computer and Numerically Controlled Machines Numerically Controlled (NC)Document7 pagesComputer and Numerically Controlled Machines Numerically Controlled (NC)pranav29No ratings yet
- CNC Machines: By: Mohammed YousifDocument37 pagesCNC Machines: By: Mohammed Yousifمحمد عبد الرحيمNo ratings yet
- CNC PDFDocument11 pagesCNC PDFNadosh MohammedNo ratings yet
- CNC MachinesDocument9 pagesCNC MachinesMohamed El-WakilNo ratings yet
- Introduction To NC - CNC MachinesDocument40 pagesIntroduction To NC - CNC MachinesMEET BHANUSHALI 19BMA0061No ratings yet
- CNC MachinesDocument15 pagesCNC Machinesshweta_770587No ratings yet
- NC, CNC, DNCDocument38 pagesNC, CNC, DNCVijayKumar100% (2)
- CNC MachineDocument70 pagesCNC Machinejacky hansdah100% (1)
- Aim: To Study About NUMERICAL CONTROL (NC) Machine ToolsDocument9 pagesAim: To Study About NUMERICAL CONTROL (NC) Machine ToolsNidal BestNo ratings yet
- Computer Aided Manufacturing: By: Gashaw D. (PH .)Document33 pagesComputer Aided Manufacturing: By: Gashaw D. (PH .)Mulugeta WoldeNo ratings yet
- Cadm Assignment 5 AnkitDocument11 pagesCadm Assignment 5 AnkitLowEnd GamerNo ratings yet
- Experiment 8: Title: Manufacturing Lab Computer Numerical Control (CNC) MillingDocument4 pagesExperiment 8: Title: Manufacturing Lab Computer Numerical Control (CNC) MillingVitalian KelechiNo ratings yet
- Additive Manufacturing NotesDocument17 pagesAdditive Manufacturing NotesNone nooNo ratings yet
- Materi 1. Dasar Mesin CNC, Jenis Mesin CNCDocument48 pagesMateri 1. Dasar Mesin CNC, Jenis Mesin CNCndyaudinaNo ratings yet
- Seminar ppt15Document18 pagesSeminar ppt15video songNo ratings yet
- CNC Ipme 710Document73 pagesCNC Ipme 710vajram1No ratings yet
- CNC Machines-An Introduction: Department of Mechanical Engineering Indian Institute of Technology PatnaDocument49 pagesCNC Machines-An Introduction: Department of Mechanical Engineering Indian Institute of Technology PatnaShiva SinghNo ratings yet
- Experiment No 6Document11 pagesExperiment No 6harisraja47985No ratings yet
- Introduction To CNC MachineDocument5 pagesIntroduction To CNC MachineRik ChattopadhyayNo ratings yet
- Study of CNC MachinesDocument53 pagesStudy of CNC MachinesPreethi VadivelNo ratings yet
- Unit - 1 FinalDocument59 pagesUnit - 1 FinalGokulraju RangasamyNo ratings yet
- Department of Mechanical Engineering Iit Madras: NC MachineDocument6 pagesDepartment of Mechanical Engineering Iit Madras: NC MachineLee RockNo ratings yet
- An Introduction To Machine Tools and Computer Numerical Control (CNC)Document32 pagesAn Introduction To Machine Tools and Computer Numerical Control (CNC)Abey FrancisNo ratings yet
- CAD Assignment IIDocument17 pagesCAD Assignment IIBappi ChamuaNo ratings yet
- Syllabus: - Computer Enabled Subtractive ProcessesDocument33 pagesSyllabus: - Computer Enabled Subtractive ProcessesParabellum GamingNo ratings yet
- Control of Machine Tools I.e., 5Document47 pagesControl of Machine Tools I.e., 521UME003 TUSHAR DEBNo ratings yet
- Cad/Cam: NC, CNC, DNC TechnologiesDocument37 pagesCad/Cam: NC, CNC, DNC TechnologiesVijay ShakarNo ratings yet
- CNC MachineDocument21 pagesCNC MachineKuhely GhoshNo ratings yet
- CNC Machines: Numerical Control (CNC) (Also Computer Numerical Control (CNC) ) Is TheDocument8 pagesCNC Machines: Numerical Control (CNC) (Also Computer Numerical Control (CNC) ) Is Theyash sharmaNo ratings yet
- Machine Tool Control: DR Arslan AhmedDocument23 pagesMachine Tool Control: DR Arslan AhmedMuhammad Zubair100% (1)
- NC & CNC MachinesDocument12 pagesNC & CNC MachinesRenjith RajendraprasadNo ratings yet
- The CNC Handbook: Digital Manufacturing and Automation from CNC to Industry 4.0From EverandThe CNC Handbook: Digital Manufacturing and Automation from CNC to Industry 4.0Rating: 5 out of 5 stars5/5 (1)
- CNC Router Essentials: The Basics for Mastering the Most Innovative Tool in Your WorkshopFrom EverandCNC Router Essentials: The Basics for Mastering the Most Innovative Tool in Your WorkshopRating: 5 out of 5 stars5/5 (3)
- Title: Introduction To Non-Conventional Machining Process (Wire EDM)Document4 pagesTitle: Introduction To Non-Conventional Machining Process (Wire EDM)Parameshwara MeenaNo ratings yet
- Manufacturing of Spur Gear: Aim of The ExperimentDocument5 pagesManufacturing of Spur Gear: Aim of The ExperimentParameshwara MeenaNo ratings yet
- Chapter 4Document56 pagesChapter 4Parameshwara MeenaNo ratings yet
- Chapter 3Document80 pagesChapter 3Parameshwara MeenaNo ratings yet
- Dimensional Analysis and SimilarityDocument31 pagesDimensional Analysis and SimilarityParameshwara MeenaNo ratings yet
- All ElementsDocument392 pagesAll ElementsWilliam Bataluna100% (1)
- Jyoti 151J - H Impregnating VarnishDocument3 pagesJyoti 151J - H Impregnating VarnishBabyboy2010No ratings yet
- NACE-MR0274 Mat Req For Polyolefin Cold-AppliedDocument7 pagesNACE-MR0274 Mat Req For Polyolefin Cold-Appliedluis fernando beltran balderasNo ratings yet
- Denso-Archco-381 High-Gloss-Hybrid-TopcoatDocument4 pagesDenso-Archco-381 High-Gloss-Hybrid-TopcoatBenjamin AmezquitaNo ratings yet
- Carpentry ShopDocument12 pagesCarpentry ShopNikhil Patel100% (1)
- Fosroc Nitoflor FC 400 UH: Constructive SolutionsDocument4 pagesFosroc Nitoflor FC 400 UH: Constructive SolutionsVincent JavateNo ratings yet
- GMAW Hindi PptsDocument39 pagesGMAW Hindi PptsHarminder KumarNo ratings yet
- Individual Assignment 1 Topic: Manufacturing of Plastic Bottles (Pet)Document16 pagesIndividual Assignment 1 Topic: Manufacturing of Plastic Bottles (Pet)Muhammad AqilNo ratings yet
- Reference List of Pape & Olbertz Schaltgeräte Und Widerstände GMBHDocument30 pagesReference List of Pape & Olbertz Schaltgeräte Und Widerstände GMBHAndre Juanda100% (1)
- Lab ManuDocument12 pagesLab ManuMuhd Muzafar100% (1)
- Model Answer - Sheet (1&2)Document17 pagesModel Answer - Sheet (1&2)YSMHXSTS SYTMXSNo ratings yet
- BMMP3533 - Labsheet - EDM Die Sinker 20192020Document5 pagesBMMP3533 - Labsheet - EDM Die Sinker 20192020Amilin HatiaraNo ratings yet
- CycloneDocument4 pagesCyclonedante224No ratings yet
- Eperimental Investigation of Effects of Welding Current and Elektrode AngleDocument3 pagesEperimental Investigation of Effects of Welding Current and Elektrode AngleMuizz AbdullahNo ratings yet
- Brochure OTOMEC 2016 PDFDocument10 pagesBrochure OTOMEC 2016 PDFcarlos manuel sánchez menéndezNo ratings yet
- TOMOE 700e-700k-700sDocument11 pagesTOMOE 700e-700k-700sAinayya alfatimahNo ratings yet
- Wps Imco Is-101801-17 Saw Twin Arc - Aws d1.1 Rev 01Document14 pagesWps Imco Is-101801-17 Saw Twin Arc - Aws d1.1 Rev 01Mark AnthonyNo ratings yet
- A Low Cost Tannic Acid Rust Converter FormulationDocument1 pageA Low Cost Tannic Acid Rust Converter FormulationMolly0630No ratings yet
- November 2022 Surplus Record Machinery & Equipment DirectoryDocument720 pagesNovember 2022 Surplus Record Machinery & Equipment DirectorySurplus RecordNo ratings yet
- ENV-SPV-DR-B-003 Fabrication Procedure-Rev - ADocument11 pagesENV-SPV-DR-B-003 Fabrication Procedure-Rev - AyoeyNo ratings yet
- Sitte: ChuckefDocument1 pageSitte: ChuckefAbdullah alnajmNo ratings yet
- Detergent Powder MakingDocument4 pagesDetergent Powder Makingniteen_mulmule485100% (2)
- Ep-Gis 18-013Document27 pagesEp-Gis 18-013GorakhNo ratings yet
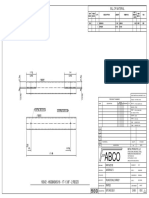
- Bill of Material: 103V2 - HSS8X8X5/16 - 17'-1 3/8" - 2 REQ'DDocument1 pageBill of Material: 103V2 - HSS8X8X5/16 - 17'-1 3/8" - 2 REQ'Dai ambaraNo ratings yet
- 126 - 3240 - Dry & Wet PDFDocument2 pages126 - 3240 - Dry & Wet PDFMohamed NouzerNo ratings yet
- Unit 3 Manufacturing Technology-2Document18 pagesUnit 3 Manufacturing Technology-2Bala SivamNo ratings yet
- Falchem Spec COLD GALVDocument2 pagesFalchem Spec COLD GALVMd Izzuddin OmarNo ratings yet
- MIL-STD-871 REV. D - Part5Document2 pagesMIL-STD-871 REV. D - Part5David WongNo ratings yet
- Petroleum Refining Chemistry SlidsDocument61 pagesPetroleum Refining Chemistry SlidsJoyful GreenNo ratings yet
- Types of Boring MachineDocument12 pagesTypes of Boring MachineBenz Andrew RegisNo ratings yet