You might also like
- Analytical Modeling of Solute Transport in Groundwater: Using Models to Understand the Effect of Natural Processes on Contaminant Fate and TransportFrom EverandAnalytical Modeling of Solute Transport in Groundwater: Using Models to Understand the Effect of Natural Processes on Contaminant Fate and TransportNo ratings yet
- 6.0 Steam/Condensate Lines Preface: Chart D 3.1Document18 pages6.0 Steam/Condensate Lines Preface: Chart D 3.1Cristhian100% (1)
- Case Study: Wear in Supersonic Nozzle of Tip Lance in Vallourec Brazil SteelmakingDocument15 pagesCase Study: Wear in Supersonic Nozzle of Tip Lance in Vallourec Brazil Steelmakingwillian limaNo ratings yet
- Membrane SeparationDocument12 pagesMembrane Separationchemicaly12No ratings yet
- Efficiency of Nitrogen Desorption From Lix Zeolite by Rapid Oxygen Purge in A Pancake AdsorberDocument4 pagesEfficiency of Nitrogen Desorption From Lix Zeolite by Rapid Oxygen Purge in A Pancake AdsorberRobert Solano MontoyaNo ratings yet
- Natural Gas Engineering Hand Book (2005) Ch.3Document15 pagesNatural Gas Engineering Hand Book (2005) Ch.3Abdelrahman SaeedNo ratings yet
- Ans 1 A) 3 Commonly Applied Air Cinditioning Duct Design MethodsDocument4 pagesAns 1 A) 3 Commonly Applied Air Cinditioning Duct Design Methodsabdullah ibrahimNo ratings yet
- Line SizingDocument16 pagesLine SizingAkshay bhuranNo ratings yet
- Surge Phenomena Analytically Predicted in A Multi-Stage Axial Flow Compressor System in The Reduced-Speed ZoneDocument15 pagesSurge Phenomena Analytically Predicted in A Multi-Stage Axial Flow Compressor System in The Reduced-Speed Zonerajtharun48No ratings yet
- Written Test 2 100 MARKSDocument2 pagesWritten Test 2 100 MARKSVague FruitsNo ratings yet
- Gas Dynamics and Jet Propulsion - NewDocument12 pagesGas Dynamics and Jet Propulsion - NewShanmugam SNo ratings yet
- Code No: 43011/43012Document7 pagesCode No: 43011/43012SRINIVASA RAO GANTANo ratings yet
- Chapter 3 Mine Ventialtion ProblemDocument3 pagesChapter 3 Mine Ventialtion ProblemfahimNo ratings yet
- Flow EqualizationDocument9 pagesFlow EqualizationhaymedeleonNo ratings yet
- DMCI Numerical QuestionsDocument11 pagesDMCI Numerical Questionsshritik raj awadhiyaNo ratings yet
- MT Special Topics (Due Date: Monday, October 16, 2017: 13.00)Document3 pagesMT Special Topics (Due Date: Monday, October 16, 2017: 13.00)Irfan AdityaNo ratings yet
- DETERMINATION OF CLEARANCE DISTANCES For Venting H2Document12 pagesDETERMINATION OF CLEARANCE DISTANCES For Venting H2JoshHongNo ratings yet
- Draft Welltest Interpretation Budi-1Document15 pagesDraft Welltest Interpretation Budi-1Shindu AryaNo ratings yet
- 1.0 Procedure: Lab 4: Production of Acetic AnhydrideDocument9 pages1.0 Procedure: Lab 4: Production of Acetic AnhydrideHoneydaa Fitra100% (2)
- GDJP QBDocument13 pagesGDJP QBanuvindanuvindNo ratings yet
- Name of Experiment: Rotameter Experiment Number: 4 Date of Experiment: Objective: Calibration of Rotameter (Flow Meter) TheoryDocument3 pagesName of Experiment: Rotameter Experiment Number: 4 Date of Experiment: Objective: Calibration of Rotameter (Flow Meter) TheoryNiteshNo ratings yet
- Wet Steam Flow in 1100 MW TurbineDocument23 pagesWet Steam Flow in 1100 MW TurbineEMS Metalworking MachineryNo ratings yet
- Me 2351-Gas Dynamics and Jet Propulsion Unit-I PART-A (2 Marks)Document14 pagesMe 2351-Gas Dynamics and Jet Propulsion Unit-I PART-A (2 Marks)vsanthanamNo ratings yet
- 33 - The Passive Acoustic Effect of Turbo-CompressorsDocument10 pages33 - The Passive Acoustic Effect of Turbo-CompressorsSindhu R ShekharNo ratings yet
- Feed Drum/ Vessel General Design Considerations Basis or AssumptionsDocument9 pagesFeed Drum/ Vessel General Design Considerations Basis or AssumptionsLouie GresulaNo ratings yet
- Unsteady and Axisymmetric Simulation ofDocument6 pagesUnsteady and Axisymmetric Simulation ofMihirduttaNo ratings yet
- 08 An Iter Comparison Between Primary High Pressure Gas Flow Standard - PTB and VSLDocument10 pages08 An Iter Comparison Between Primary High Pressure Gas Flow Standard - PTB and VSLابوالحروف العربي ابوالحروفNo ratings yet
- Distillation Column Design in Separating Ethanol-Water MixtureDocument16 pagesDistillation Column Design in Separating Ethanol-Water MixtureSata Ajjam75% (4)
- High Pressure Knock Out Drum (ALF)Document12 pagesHigh Pressure Knock Out Drum (ALF)Eng AlfNo ratings yet
- Gas Dynamics and Jet Propulsion PDFDocument7 pagesGas Dynamics and Jet Propulsion PDFdass143143No ratings yet
- Me 2351Document20 pagesMe 2351Saravanan MathiNo ratings yet
- First Year QP FormatDocument2 pagesFirst Year QP Formatkeerti9993No ratings yet
- Ultrasonic Gas Meters Handbook - InstrometDocument24 pagesUltrasonic Gas Meters Handbook - InstrometDian L.No ratings yet
- Emiss Calc FlaresDocument8 pagesEmiss Calc FlaresTallal joiyaNo ratings yet
- Radon Reduced LaboratoryDocument9 pagesRadon Reduced LaboratoryMichael BowlesNo ratings yet
- BF3 Proportional Counter General InfoDocument5 pagesBF3 Proportional Counter General InfoAsih RahmatNo ratings yet
- Guid To Design of EvaporatorDocument40 pagesGuid To Design of Evaporatorscranderi100% (2)
- MECCOCT18-12493: The Use of Computational Fluid Dynamics (CFD) To Resolve Corrosion Problems in Refinery Process UnitsDocument10 pagesMECCOCT18-12493: The Use of Computational Fluid Dynamics (CFD) To Resolve Corrosion Problems in Refinery Process UnitsOwais MalikNo ratings yet
- Flare Emission CalculationsDocument8 pagesFlare Emission CalculationsMubarik AliNo ratings yet
- The Downhole NMR Fluid Analyzer: Numar, HalliburtonDocument9 pagesThe Downhole NMR Fluid Analyzer: Numar, Halliburtonamramazon88No ratings yet
- Model Based Optimization of Drilling Fluid Density and ViscosityDocument34 pagesModel Based Optimization of Drilling Fluid Density and ViscositySai KumarNo ratings yet
- Occurs: Chemical EngineeringDocument3 pagesOccurs: Chemical EngineeringAli aliraqiNo ratings yet
- Room-Temperature Continuous-Wave Operation of Npn-Algainas Transistor Laser Emitting at 1.3Document3 pagesRoom-Temperature Continuous-Wave Operation of Npn-Algainas Transistor Laser Emitting at 1.3dabalejoNo ratings yet
- Stankovic09 PieselParticulateFiltersDocument5 pagesStankovic09 PieselParticulateFiltersEl SebastianNo ratings yet
- TPD Tpo TPRDocument19 pagesTPD Tpo TPRImran KhanNo ratings yet
- 17-Chapter Manuscript-211-1-10-20181129Document13 pages17-Chapter Manuscript-211-1-10-20181129Rolly AlfeusNo ratings yet
- Pressure Transient Analysis by Using MS. Excel Sheet and Computer ProgrammingDocument13 pagesPressure Transient Analysis by Using MS. Excel Sheet and Computer ProgrammingRolly Alfeus100% (1)
- Acetone DiffusionDocument16 pagesAcetone DiffusionAsfand Yar KhanNo ratings yet
- DSMC and NS Study of Backflow For Nozzle Plumes Expanding Into VacuumDocument7 pagesDSMC and NS Study of Backflow For Nozzle Plumes Expanding Into VacuumAniruddha BoseNo ratings yet
- Experiment 3.Document6 pagesExperiment 3.tracyymendozaNo ratings yet
- Magnetic Abrasive MachiningDocument14 pagesMagnetic Abrasive Machiningrajivekarthaa100% (1)
- Gases بندر سالم العجميDocument8 pagesGases بندر سالم العجميSalman AlshammariNo ratings yet
- Art 03Document21 pagesArt 03aminardakaniNo ratings yet
- Bobsleigh OptimizationDocument5 pagesBobsleigh OptimizationRichard HilsonNo ratings yet
- 08 Fe 10008Document1 page08 Fe 10008sooraj1234No ratings yet
- CFD NOx SCR With KineticsDocument10 pagesCFD NOx SCR With Kineticschaitu49No ratings yet
- Sum Hyd CalDocument3 pagesSum Hyd CalJeghiNo ratings yet
- Cav03 OS 4 010Document7 pagesCav03 OS 4 010Emad ElsaidNo ratings yet
- Industrial Fanno Flow Analysis by Table PDFDocument13 pagesIndustrial Fanno Flow Analysis by Table PDFindiaNo ratings yet
- Science - Test Paper - X - CH 5Document4 pagesScience - Test Paper - X - CH 5Víshál RánáNo ratings yet
- All NDE ProcedureDocument35 pagesAll NDE ProcedureArun Karthikeyan100% (2)
- Ii Term Reinforcement Worksheet Grade 4Document8 pagesIi Term Reinforcement Worksheet Grade 4Fathima NiroshawahabNo ratings yet
- Artificial Intelligence in Drug Discovery: Applications and TechniquesDocument65 pagesArtificial Intelligence in Drug Discovery: Applications and Techniqueszare22No ratings yet
- Nickel Plating HandbookDocument74 pagesNickel Plating HandbookMuhammadImaduddienSalam100% (2)
- WTW 999220US D2 - 24 Datasheet Alyza - IQ - NH4 LowDocument1 pageWTW 999220US D2 - 24 Datasheet Alyza - IQ - NH4 LowChillie HuNo ratings yet
- Galv Certificate New PDFDocument1 pageGalv Certificate New PDFQc QatarNo ratings yet
- Mil STD 867cDocument16 pagesMil STD 867cDimitris GrimanelisNo ratings yet
- Week 2 - Material Balance Single UnitDocument44 pagesWeek 2 - Material Balance Single UnitAnnisah MardiyyahNo ratings yet
- Swelling Index Test Results of Pellets - PP3 - 14th Mar 2022Document2 pagesSwelling Index Test Results of Pellets - PP3 - 14th Mar 2022रविकान्त सागरNo ratings yet
- High Performance Liquid Chromatography - HPLCDocument9 pagesHigh Performance Liquid Chromatography - HPLCNirmal SharmaNo ratings yet
- All Pyq Classification of ElementsDocument26 pagesAll Pyq Classification of Elementssaurabh shuklaNo ratings yet
- PS Q3 Module8 W8Document14 pagesPS Q3 Module8 W8EVA YUNo ratings yet
- Period 3 ChemistryDocument10 pagesPeriod 3 ChemistryTalemwa ALFRED KAKORAKINo ratings yet
- Potential Control in The Flotation of Sulphide Minerals and Precious MetalsDocument8 pagesPotential Control in The Flotation of Sulphide Minerals and Precious MetalsNataliaPBDNo ratings yet
- PH Acid-BaseDocument2 pagesPH Acid-BaseBoom PipiNo ratings yet
- 10 4 Archimedes Principle PDFDocument2 pages10 4 Archimedes Principle PDFBalo BaloisNo ratings yet
- Acid Base Worksheet 2Document2 pagesAcid Base Worksheet 2Tutor Academy100% (1)
- Lesson Plan in Physical ScienceDocument2 pagesLesson Plan in Physical ScienceLevigilda CarbosNo ratings yet
- Suryadatta National School: A.Y. 2022-23 Standard Xii Chemistry Journal IndexDocument7 pagesSuryadatta National School: A.Y. 2022-23 Standard Xii Chemistry Journal IndexKairav Bharat PathakNo ratings yet
- CBSE Additional Practice PaperDocument17 pagesCBSE Additional Practice Paperkeshavkhaneja7No ratings yet
- Isolasi Senyawa Terpenoid Dari Fraksi N-Heksana Daun Bilaran Tapah (Argyreia Nervosa (Burm. F.) Asal Kalimantan SelatanDocument6 pagesIsolasi Senyawa Terpenoid Dari Fraksi N-Heksana Daun Bilaran Tapah (Argyreia Nervosa (Burm. F.) Asal Kalimantan SelatanAdrian AlumanNo ratings yet
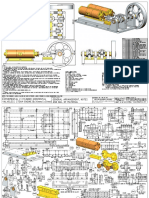
- Experimental 2 Cylinder Horizontal Valveless Steam Engine. (B 30Mmxs 30Mm) General Arrangement, Notes and Bill of MaterialDocument3 pagesExperimental 2 Cylinder Horizontal Valveless Steam Engine. (B 30Mmxs 30Mm) General Arrangement, Notes and Bill of MaterialOscar OsornoNo ratings yet
- VASITESA MEXICO Datasheet - Polystone - P - Homopolymer - Grey - ENDocument1 pageVASITESA MEXICO Datasheet - Polystone - P - Homopolymer - Grey - ENIsrael AristaNo ratings yet
- Unit 1 ElectrochemistryDocument73 pagesUnit 1 ElectrochemistrySwaasNo ratings yet
- Direction: Encircle The Letter That Corresponds To The Correct AnswerDocument3 pagesDirection: Encircle The Letter That Corresponds To The Correct AnswerRoselyn RicaforteNo ratings yet
- 22 - Muhammad Rifky Hasan - 172112238Document4 pages22 - Muhammad Rifky Hasan - 172112238Rifky hasanNo ratings yet
- Stress Field Approach For Prediction of End ConcreDocument30 pagesStress Field Approach For Prediction of End ConcreDoua AbdouNo ratings yet
- Exxonmobil™ Hdpe HD 7960.13: High Density Polyethylene ResinDocument2 pagesExxonmobil™ Hdpe HD 7960.13: High Density Polyethylene ResindianaNo ratings yet
- Allowable Adjustments To Pharmacopoeia MethodsDocument6 pagesAllowable Adjustments To Pharmacopoeia Methodssean_goh_8No ratings yet