You might also like
- ISO11666Document26 pagesISO11666hjynand100% (7)
- BS en Iso - 10675-1 - 2013 - enDocument22 pagesBS en Iso - 10675-1 - 2013 - enEur-Ing Nicola Galluzzi83% (12)
- CEN ISO TR 20174 EN Grouping System-Japan PDFDocument29 pagesCEN ISO TR 20174 EN Grouping System-Japan PDFumur kaçamaklıNo ratings yet
- En 462-1Document12 pagesEn 462-1fredkruger2012100% (1)
- BS en Iso 3059-2012 - 2018-04-04 - 10-24-59 AmDocument10 pagesBS en Iso 3059-2012 - 2018-04-04 - 10-24-59 AmarbabNo ratings yet
- BS EN 30042 (Alum)Document18 pagesBS EN 30042 (Alum)Pablo OchoaNo ratings yet
- European Grouping System for Metallic MaterialsDocument12 pagesEuropean Grouping System for Metallic MaterialsCarlos Nombela Palacios100% (2)
- Iso 4761 2022Document10 pagesIso 4761 2022lequanghocNo ratings yet
- Belgian Standard ISO 10863 2020 EN ISO 10863 2020 NBN EN ISO 10863 2020Document12 pagesBelgian Standard ISO 10863 2020 EN ISO 10863 2020 NBN EN ISO 10863 2020Luong Ho Vu100% (1)
- Bs en Iso 9712-2022-Ndt Testing QualDocument56 pagesBs en Iso 9712-2022-Ndt Testing QualnigelNo ratings yet
- Iso DTR 20172Document66 pagesIso DTR 20172weldnoteNo ratings yet
- NDT UT Acceptance LevelsDocument22 pagesNDT UT Acceptance LevelsDILIP VELHAL100% (2)
- UT For Duplex Stainless Steel WeldsDocument5 pagesUT For Duplex Stainless Steel WeldsvsnaiduqcNo ratings yet
- Iso 5580-1985 Illuminators RT PDFDocument9 pagesIso 5580-1985 Illuminators RT PDFMario Gaytan100% (1)
- Implementing ISO 3834 for Welding QualityDocument52 pagesImplementing ISO 3834 for Welding QualityadenilsonboasNo ratings yet
- ISO - 23277-2006-PT Acceptance Level PDFDocument10 pagesISO - 23277-2006-PT Acceptance Level PDFThe Normal HeartNo ratings yet
- Iso 17577-2006Document18 pagesIso 17577-2006Tuan Pham Anh50% (2)
- Iso 19232 2 2013Document9 pagesIso 19232 2 2013NDT HITECHNo ratings yet
- BS EN ISO 23278-2009 MT AcceptanceDocument10 pagesBS EN ISO 23278-2009 MT AcceptanceVuong Tran Van100% (1)
- En Iso 10675-2 - 2017Document16 pagesEn Iso 10675-2 - 2017nebojsa70100% (3)
- BS Iso 23865-2021Document50 pagesBS Iso 23865-2021AnrStuk100% (2)
- BS en 3452-3-Penetrant Testing Reference BlocksDocument15 pagesBS en 3452-3-Penetrant Testing Reference Blocksshaggeruk100% (2)
- ISO Standards On NDT of WeldingDocument2 pagesISO Standards On NDT of WeldingDavid Alejandro Vega Alfonso100% (1)
- PCN General RulesDocument25 pagesPCN General RulesSangeeth Kavil PNo ratings yet
- 5 6174629883071693432Document34 pages5 6174629883071693432Laith Salman100% (2)
- BS en 10306 - 2002Document18 pagesBS en 10306 - 2002subbarao100% (1)
- NDT Procedure BS EN 10306:2002 (Full Version Available From N-D-T.com)Document6 pagesNDT Procedure BS EN 10306:2002 (Full Version Available From N-D-T.com)Mark BrailsfordNo ratings yet
- Iso TR 25107 PDFDocument174 pagesIso TR 25107 PDFWajira Sanjaya PereraNo ratings yet
- CEN ISO TR 20173 - en Grouping Syst - American MaterialDocument61 pagesCEN ISO TR 20173 - en Grouping Syst - American Materialumur kaçamaklı100% (2)
- Bs en 13927-Visual Testing EquipmentDocument17 pagesBs en 13927-Visual Testing EquipmentAnonymous XYt4Y9q100% (1)
- BSEN2876Document30 pagesBSEN2876gawtom100% (1)
- BS Iso 23864-2021Document42 pagesBS Iso 23864-2021AnrStuk100% (2)
- 109428-BS en 583-4-2002Document18 pages109428-BS en 583-4-2002Nensha KagasawaNo ratings yet
- BS en Iso 9712 Standard CodeDocument17 pagesBS en Iso 9712 Standard CodeVilam Ndt100% (1)
- BS en Iso 16828-2014Document30 pagesBS en Iso 16828-2014Ravi Kumar Vatturi100% (2)
- List of NDT Standards 10 2015 Corr PDFDocument16 pagesList of NDT Standards 10 2015 Corr PDFSatyabrata Kundu100% (2)
- Penetrant Testing (PT)Document11 pagesPenetrant Testing (PT)Maria Cristina DijmarescuNo ratings yet
- State Standard of The USSR: Nondestructive Testing (NDT) - Welded Joints. Radiography MethodDocument22 pagesState Standard of The USSR: Nondestructive Testing (NDT) - Welded Joints. Radiography MethodThe Waron50% (2)
- Din en Iso 9934-3Document17 pagesDin en Iso 9934-3Anonymous ep7LE5ZdP5100% (1)
- Sep 1922 enDocument7 pagesSep 1922 enIngo Becker100% (2)
- ISO-11666-2010 - UT Acceptance LevelsDocument21 pagesISO-11666-2010 - UT Acceptance LevelsOprisor CostinNo ratings yet
- NORSOK M-601 (2016) - Welding and Inspection of Piping PDFDocument34 pagesNORSOK M-601 (2016) - Welding and Inspection of Piping PDFchfontes100% (2)
- BS EN ISO 13588-2019 Ultrasonic Testing - Use of Automated PAUT TechnologyDocument34 pagesBS EN ISO 13588-2019 Ultrasonic Testing - Use of Automated PAUT TechnologylequanghocNo ratings yet
- BS en ISO 5817 2014 Welding. Fusion-Welded Joints (Beam Welding Excluded) - Quality Levels For Imperfections Ref OnlyDocument20 pagesBS en ISO 5817 2014 Welding. Fusion-Welded Joints (Beam Welding Excluded) - Quality Levels For Imperfections Ref Onlyshaggeruk86% (7)
- Russian Code For Radiography TedtingDocument49 pagesRussian Code For Radiography TedtingAbinashBehera0% (1)
- 2018Document40 pages2018zobeidi sajed100% (1)
- Sist en Iso 6848 2015 PDFDocument10 pagesSist en Iso 6848 2015 PDFRahul garjeNo ratings yet
- Table 5 - Wire Type IQI SelectionDocument3 pagesTable 5 - Wire Type IQI SelectionMehmet SoysalNo ratings yet
- Iso 3452 1 2021Document12 pagesIso 3452 1 2021thaneshkumar5No ratings yet
- BS EN 12668-3 - Combind EquipmentDocument14 pagesBS EN 12668-3 - Combind EquipmentRenier KoenNo ratings yet
- En 12517-1-2006Document18 pagesEn 12517-1-2006HassanSoboh100% (2)
- NDT Procedure BS EN 10160:1999 (Full Version Available From N-D-T.com)Document6 pagesNDT Procedure BS EN 10160:1999 (Full Version Available From N-D-T.com)Mark BrailsfordNo ratings yet
- Iso 18490Document11 pagesIso 18490Prasenjit Das100% (1)
- DIN en 1369 - 2013-01 - Magnetic Particle TestingDocument1 pageDIN en 1369 - 2013-01 - Magnetic Particle TestingdanmertzNo ratings yet
- Iqi Wire Type BSEN 462-1 PDFDocument13 pagesIqi Wire Type BSEN 462-1 PDFThe Normal HeartNo ratings yet
- SR en ISO 22232-1-2020 Examinări Nedistructive. Caracterizarea Şi Verificarea Echipamentului Pentru Examinare Cu Ultrasunete. Defectoscoape PDFDocument52 pagesSR en ISO 22232-1-2020 Examinări Nedistructive. Caracterizarea Şi Verificarea Echipamentului Pentru Examinare Cu Ultrasunete. Defectoscoape PDFViorel Diga100% (1)
- En Iso 10675-1 2013 - RTDocument22 pagesEn Iso 10675-1 2013 - RTMohamed ZahranNo ratings yet
- BS en Iso 11666-2010Document26 pagesBS en Iso 11666-2010Ali Frat SeyranNo ratings yet
- Iso 10675-1 - 2016Document16 pagesIso 10675-1 - 2016Akmal SaadNo ratings yet
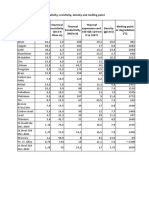
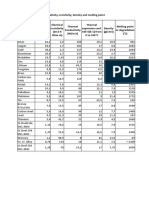
- Electrical or Thermal CondutivityDocument1 pageElectrical or Thermal CondutivityDan SabadusNo ratings yet
- En Iso 10675-1-2016 NDT RTDocument20 pagesEn Iso 10675-1-2016 NDT RTDan SabadusNo ratings yet
- BS En-12285-1Document159 pagesBS En-12285-1shaggeruk85% (13)
- Iso 2768Document5 pagesIso 2768thanhhai130No ratings yet
- Unit Converter With The Most Common UnitsDocument14 pagesUnit Converter With The Most Common UnitsDan SabadusNo ratings yet
- Electrical or Thermal CondutivityDocument1 pageElectrical or Thermal CondutivityDan SabadusNo ratings yet
- Puteri Calorifice Superioare Şi InferioareDocument2 pagesPuteri Calorifice Superioare Şi InferioareDan SabadusNo ratings yet
- Puteri CalorificeDocument2 pagesPuteri CalorificeDan SabadusNo ratings yet
- Unit Converter With The Most Common UnitsDocument14 pagesUnit Converter With The Most Common UnitsDan SabadusNo ratings yet
- Fluid Velocity in PipesDocument1 pageFluid Velocity in PipesDan SabadusNo ratings yet
- CALDURI Specifice GAZEDocument2 pagesCALDURI Specifice GAZEDan SabadusNo ratings yet
- Fluid Velocity in PipesDocument1 pageFluid Velocity in PipesDan SabadusNo ratings yet
- General Overview Boilers and FlowDocument22 pagesGeneral Overview Boilers and FlowLiam MoylanNo ratings yet
- Calduri Specifice GazeDocument2 pagesCalduri Specifice GazeDan SabadusNo ratings yet
- (C) (kg/m) (kJ/kg.K) (W/m.K) - ν - x10 /s) - b - x10 - PDocument1 page(C) (kg/m) (kJ/kg.K) (W/m.K) - ν - x10 /s) - b - x10 - PDan SabadusNo ratings yet
- VibrationClass (DNV PART6 CH15) 2011Document11 pagesVibrationClass (DNV PART6 CH15) 2011Hải Lưu MinhNo ratings yet
- Bernt - EC3 1 5Document44 pagesBernt - EC3 1 5Rosario BlancaNo ratings yet
- Coef Dilatare LiniaraDocument5 pagesCoef Dilatare LiniaraDan SabadusNo ratings yet
- 2014 68 Eu PDFDocument96 pages2014 68 Eu PDFAlienshow100% (1)
- (Recast) (Text With EEA Relevance)Document34 pages(Recast) (Text With EEA Relevance)Dan SabadusNo ratings yet
- Bsen ISO-10675-1-2016Document9 pagesBsen ISO-10675-1-2016SamsuNo ratings yet
- IS EN 1992 (Eurocode 2) Design of Concrete StructuresDocument64 pagesIS EN 1992 (Eurocode 2) Design of Concrete Structuressanku_cidNo ratings yet
- Design Calculations in GeotechnicsDocument139 pagesDesign Calculations in Geotechnicsgmazzucco100% (8)
- EN 1997-1 Eurocode 7: Section 3 - Geotechnical Data Section 6 - Spread FoundationsDocument26 pagesEN 1997-1 Eurocode 7: Section 3 - Geotechnical Data Section 6 - Spread FoundationsNeven Ahmed HassanNo ratings yet
- DNV Vibrations ClassDocument11 pagesDNV Vibrations ClassDan SabadusNo ratings yet
- En10222 4-1999Document12 pagesEn10222 4-1999Dumitru SorinaNo ratings yet
- DNV Vibrations ClassDocument11 pagesDNV Vibrations ClassDan SabadusNo ratings yet
- Iso 10816 Vibration StandardDocument2 pagesIso 10816 Vibration Standardrrkkss200281% (27)
- Bar Council of Andhra Pradesh-PrintDocument3 pagesBar Council of Andhra Pradesh-Printtry hard0% (2)
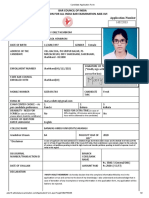
- Candidate Application Form AIBE 16Document2 pagesCandidate Application Form AIBE 16Mary Voilet HembromNo ratings yet
- LP 2 Checking For UnderstandingDocument4 pagesLP 2 Checking For UnderstandingRIZLE SOGRADIELNo ratings yet
- 2020 Dec. MIDTRM EXAM BSA 3A Accounting For Got. NPODocument6 pages2020 Dec. MIDTRM EXAM BSA 3A Accounting For Got. NPOVernn100% (1)
- Joint Aviation Requirements (JAR)Document8 pagesJoint Aviation Requirements (JAR)Kim BautistaNo ratings yet
- Angela Davis University of Arkansas ContractDocument5 pagesAngela Davis University of Arkansas ContractCampus ReformNo ratings yet
- 2018 Accounting Templates For Accounting Officers of CGDocument38 pages2018 Accounting Templates For Accounting Officers of CGkasozi martinNo ratings yet
- Chapter 8 Consolidated Business OrganizationsDocument33 pagesChapter 8 Consolidated Business OrganizationsHazel Santos AgapitoNo ratings yet
- Leave Rule of CPWD v2Document10 pagesLeave Rule of CPWD v2Pankaj JindalNo ratings yet
- DHSUD Citizen - S Charter PDFDocument184 pagesDHSUD Citizen - S Charter PDFJohn Molina100% (1)
- Dr. Ram Manohar Lohiya Smarak College, MuzaffarpurDocument10 pagesDr. Ram Manohar Lohiya Smarak College, MuzaffarpurabhaybittuNo ratings yet
- BOCWDocument1 pageBOCWPlanning DAPLNo ratings yet
- Compendium 08092020Document136 pagesCompendium 08092020rks_rmrctNo ratings yet
- Public Sector Accounting Legal FrameworkDocument70 pagesPublic Sector Accounting Legal FrameworkElvis YarigNo ratings yet
- 19aaacw4132g1zg Gstr1 Detailed Report Summary (2021-2022)Document68 pages19aaacw4132g1zg Gstr1 Detailed Report Summary (2021-2022)Manprit MahalNo ratings yet
- Master Sub-Fee Protection Agreement With Participants' Full DetailsDocument8 pagesMaster Sub-Fee Protection Agreement With Participants' Full DetailsAlexandre Poignant-spalikowski100% (7)
- Ivery Store LLCDocument2 pagesIvery Store LLCtcamon26No ratings yet
- Application Form For Admission 2Document2 pagesApplication Form For Admission 2faie alghanimNo ratings yet
- Entrepreneurial urbanism and the rise of Business Improvement DistrictsDocument27 pagesEntrepreneurial urbanism and the rise of Business Improvement DistrictstaliagcNo ratings yet
- Invoice Bills AltDocument8 pagesInvoice Bills AltArun Kumar.MNo ratings yet
- Order 49Document14 pagesOrder 49NURADRIANA OMAR BAHSIRNo ratings yet
- PhoneDocument4 pagesPhoneYu Shiloh0% (1)
- Garry VitugDocument55 pagesGarry VitugOngbueco, Reid JewellNo ratings yet
- Mercantilist and PhysiocratsDocument10 pagesMercantilist and PhysiocratsJhay Zem OrtizNo ratings yet
- Tax OrdinanceDocument5 pagesTax OrdinanceBarangay Dassun100% (2)
- Cost Benefit AnalysisDocument3 pagesCost Benefit AnalysisAnnaNo ratings yet
- Guideline 1 Project Concept Note Preparation and Preliminary ScreeningDocument48 pagesGuideline 1 Project Concept Note Preparation and Preliminary ScreeningEthiopian Citizen100% (3)
- Chander Traders Tax Invoice for A to Z digital worldDocument1 pageChander Traders Tax Invoice for A to Z digital worldudhaya gNo ratings yet
- EventDocuments Afbc2001 6b70 4b9a 9d95 245ba1352efb 2Document8 pagesEventDocuments Afbc2001 6b70 4b9a 9d95 245ba1352efb 279mbvkv67yNo ratings yet
- Las Q3 Science 3 Week 1Document8 pagesLas Q3 Science 3 Week 1Apple Joy LamperaNo ratings yet