You might also like
- 5035r 92 PDFDocument16 pages5035r 92 PDFFred PrzNo ratings yet
- O&Msec3 CFB Boiler OperationDocument55 pagesO&Msec3 CFB Boiler Operationbagus efendiNo ratings yet
- Note Principle of FlightDocument21 pagesNote Principle of Flightdu_sasi100% (1)
- Kinetic 4 Methylmethcathinone Synth ForumdiscDocument9 pagesKinetic 4 Methylmethcathinone Synth Forumdisc0xxammaxx0100% (1)
- Foundation DesignDocument254 pagesFoundation DesignOeng Bunhak100% (2)
- Training R&M of BoilersDocument45 pagesTraining R&M of BoilersSam100% (1)
- Boiler MaterialsDocument47 pagesBoiler MaterialsSaptarshi SenguptaNo ratings yet
- TCP Training April - May 2006 CFB Boiler Components: Foster Wheeler Energia Oy Jyrki AppelgrenDocument43 pagesTCP Training April - May 2006 CFB Boiler Components: Foster Wheeler Energia Oy Jyrki AppelgrenMadan Yadav100% (3)
- DistrictHeatingSubstationDesign PDFDocument45 pagesDistrictHeatingSubstationDesign PDFJovan MitrevskiNo ratings yet
- Wingwall SH Distortion in CFBC Boilers by K.K.parthiban Jan 2018Document3 pagesWingwall SH Distortion in CFBC Boilers by K.K.parthiban Jan 2018parthi20065768No ratings yet
- CFB Boiler Basic Design Operation and MaintenanceDocument183 pagesCFB Boiler Basic Design Operation and MaintenanceSaleem QureshiNo ratings yet
- CFBC Boiler SeminarDocument75 pagesCFBC Boiler SeminarABVSAI100% (7)
- An Experience With CFBC Boiler Tube FailuresDocument61 pagesAn Experience With CFBC Boiler Tube Failuresparthi20065768100% (2)
- Boiler Normal Shut DownDocument13 pagesBoiler Normal Shut DownRajat SharmaNo ratings yet
- Operation of 300MW CFBC BoilerDocument6 pagesOperation of 300MW CFBC BoilerSoodamany Ponnu PandianNo ratings yet
- Boiler Manual 3x135MWDocument61 pagesBoiler Manual 3x135MWHarrisonic SerandeNo ratings yet
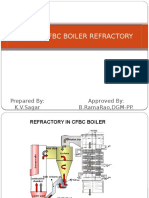
- Refractory PPT IN 150 MW CFBC BOILERDocument25 pagesRefractory PPT IN 150 MW CFBC BOILERkvsagar67% (3)
- C&I in CFBC-1Document25 pagesC&I in CFBC-1Prudhvi RajNo ratings yet
- Care and Maintenance of CFB Boilers Refractory FailureDocument6 pagesCare and Maintenance of CFB Boilers Refractory FailureAnonymous a19X9GHZNo ratings yet
- Steam Side Scale Exfoliation ProblemDocument34 pagesSteam Side Scale Exfoliation Problemak_thimiriNo ratings yet
- 660 MW Supercritical BoilerDocument89 pages660 MW Supercritical BoilerAshvani Shukla100% (5)
- Air PreheaterDocument11 pagesAir PreheaterSuresh Ramakrishnan100% (1)
- Soot Blowers Keep The Heat Transfer Surfaces in A Boiler CleanDocument50 pagesSoot Blowers Keep The Heat Transfer Surfaces in A Boiler Cleanajanthalakshmi100% (1)
- "Boiler Tube Failures": Project ReportDocument30 pages"Boiler Tube Failures": Project Reportmdjan100% (1)
- KKP Boiler Training Material - Vol 1Document92 pagesKKP Boiler Training Material - Vol 1parthi20065768100% (1)
- CBSE Class 11 Chemistry Notes CH - 02 Structure of AtomDocument6 pagesCBSE Class 11 Chemistry Notes CH - 02 Structure of AtomVivek Saahil40% (5)
- Presentation On Commissioning of CFBC BoilerDocument26 pagesPresentation On Commissioning of CFBC Boilergaol_bird009100% (3)
- Ch23 TestbankDocument40 pagesCh23 TestbankShams Shams100% (1)
- Furnace Explosion in CFBC BoilersDocument7 pagesFurnace Explosion in CFBC Boilersyogeshmangal1974100% (1)
- SuperCritical Boiler-1Document45 pagesSuperCritical Boiler-1api-19986783100% (2)
- NPSH Calculating ItDocument6 pagesNPSH Calculating ItJerry MateoNo ratings yet
- Case Studies On Boiler Tube ErosionDocument13 pagesCase Studies On Boiler Tube Erosionpankajbtc007100% (1)
- Bed Material Specification CFBC BoilerDocument1 pageBed Material Specification CFBC BoilerElavarasan RamalingamNo ratings yet
- CFB Boilers in ChinaDocument27 pagesCFB Boilers in ChinaVirendra Patil100% (1)
- An Overview of FBC Boiler: Compiled BY S.S.AcharyaDocument56 pagesAn Overview of FBC Boiler: Compiled BY S.S.AcharyaMusycal Fynnc100% (1)
- Supercritical PMIDocument76 pagesSupercritical PMIVinod Mahajan100% (1)
- Studies On The Operation of Loop-Seal in Circulating Fluidized Bed Boilers, P. BasuDocument9 pagesStudies On The Operation of Loop-Seal in Circulating Fluidized Bed Boilers, P. BasuyukselenturkNo ratings yet
- 2 X 115 TPH CFBC Boiler: Ultratech Cement Limited - Apcw TadipatriDocument51 pages2 X 115 TPH CFBC Boiler: Ultratech Cement Limited - Apcw TadipatriChanna BasavaNo ratings yet
- Fluidized Bed Boilers: Design and ApplicationFrom EverandFluidized Bed Boilers: Design and ApplicationRating: 4.5 out of 5 stars4.5/5 (4)
- Boiler and Turbine For BOE ExamDocument71 pagesBoiler and Turbine For BOE Examkeerthi dayarathnaNo ratings yet
- Supercritical Benson BoilerDocument18 pagesSupercritical Benson BoilerJerry Mateo100% (2)
- c7 Microbiology Tortora TestbankDocument23 pagesc7 Microbiology Tortora Testbankwhitewave25No ratings yet
- 1 Boiler IDF and System Commissioning Procedure-Töàtéës+òTúÄ Såèsà T +T+ƑF Âf Ò Ä Û+Document34 pages1 Boiler IDF and System Commissioning Procedure-Töàtéës+òTúÄ Såèsà T +T+ƑF Âf Ò Ä Û+kvsagarNo ratings yet
- Model Answers of FractionationDocument16 pagesModel Answers of FractionationAhmed Mohamed KhalilNo ratings yet
- CFB Boiler CommissioningDocument14 pagesCFB Boiler CommissioningpothanNo ratings yet
- CFB Boilers IntroductionDocument37 pagesCFB Boilers IntroductionBernie_Garcia__9886No ratings yet
- Sootblowing OptimizationDocument9 pagesSootblowing OptimizationvnchromeNo ratings yet
- Fluidized Combustion PDFDocument72 pagesFluidized Combustion PDFSuriyan ArifNo ratings yet
- CFBC BoilerDocument7 pagesCFBC Boilerkaruna346100% (1)
- CFBC DesignDocument28 pagesCFBC DesignThanga Kalyana Sundaravel100% (2)
- Boiler MannualDocument49 pagesBoiler MannualShailenderNo ratings yet
- CFB BoilerDocument12 pagesCFB Boiler95113309No ratings yet
- MHI Technical Review - Supercritical BoilerDocument10 pagesMHI Technical Review - Supercritical BoilerYou Wei WongNo ratings yet
- Trouble Shooting 30 MW CFBC Boiler Light Up & Load Raising by K.K.parthibanDocument40 pagesTrouble Shooting 30 MW CFBC Boiler Light Up & Load Raising by K.K.parthibanparthi2006576883% (6)
- Coal PreparationDocument38 pagesCoal PreparationJerry MateoNo ratings yet
- A Solution For Preventing Fouling in CFBC Boiler by K.K.parthibanDocument30 pagesA Solution For Preventing Fouling in CFBC Boiler by K.K.parthibanparthi20065768100% (2)
- Boiler Hydro Test by R K JaintDocument9 pagesBoiler Hydro Test by R K JaintRajeevAgrawalNo ratings yet
- Malhotra, P., Wenk, T., Wieland, A. "Simple Procedure For Seismic Analysis of Liquid-Storage Tanks"Document5 pagesMalhotra, P., Wenk, T., Wieland, A. "Simple Procedure For Seismic Analysis of Liquid-Storage Tanks"Alejandro JoseNo ratings yet
- Multiflash For Windows ManualDocument334 pagesMultiflash For Windows Manualraghib83100% (2)
- Components of Circulating Fluidized Bed BoilersDocument20 pagesComponents of Circulating Fluidized Bed BoilersTyrelle Joseph ManitiNo ratings yet
- CFBC Boilers: Quest Professional CircleDocument31 pagesCFBC Boilers: Quest Professional CircleMayur Patel100% (1)
- TPL Boiler Fundamentals 10th JuneDocument51 pagesTPL Boiler Fundamentals 10th Junepratosh1313No ratings yet
- CFB PresentationDocument48 pagesCFB PresentationSam100% (3)
- Chinese Standard GBDocument76 pagesChinese Standard GBmrjoshiroshanNo ratings yet
- 3 Benefites of CFB Boiler Over Pc-Fired BoilerDocument9 pages3 Benefites of CFB Boiler Over Pc-Fired BoilersunitbhaumikNo ratings yet
- Fluidized Bed TechnologyDocument34 pagesFluidized Bed TechnologyRajiv Kr Gogoi50% (2)
- Combustion of Pulverised Coal in a Mixture of Oxygen and Recycled Flue GasFrom EverandCombustion of Pulverised Coal in a Mixture of Oxygen and Recycled Flue GasNo ratings yet
- Alstom BoilerDocument15 pagesAlstom BoilertuyencntnNo ratings yet
- CFBC BoilerDocument26 pagesCFBC BoilerJustin TaylorNo ratings yet
- U BeamsDocument8 pagesU BeamsAmitav MishraNo ratings yet
- CFB Boiler Design, Operation and Maintenance: by Pichai ChaibamrungDocument179 pagesCFB Boiler Design, Operation and Maintenance: by Pichai ChaibamrungkoszioNo ratings yet
- Design Theory of C FB BoilersDocument15 pagesDesign Theory of C FB Boilersanon_797717906No ratings yet
- Design Theory of Circulating Fluidized Bed Boilers: KeywordsDocument15 pagesDesign Theory of Circulating Fluidized Bed Boilers: KeywordsAnonymous PkeI8e84RsNo ratings yet
- FBC Boilers: Syllabus FBC Boilers: Introduction, Mechanism of Fluidized Bed Combustion, AdvantagesDocument12 pagesFBC Boilers: Syllabus FBC Boilers: Introduction, Mechanism of Fluidized Bed Combustion, AdvantagesTejas T S TejasNo ratings yet
- Choice of Coal Vs Design Asb13 - 1-4Document51 pagesChoice of Coal Vs Design Asb13 - 1-4Jerry MateoNo ratings yet
- Smart Burn Asb13 - bc2Document32 pagesSmart Burn Asb13 - bc2Jerry MateoNo ratings yet
- PHL Grid Code 2016edition (ResolutionNo22Seriesof2016)Document11 pagesPHL Grid Code 2016edition (ResolutionNo22Seriesof2016)Jerry MateoNo ratings yet
- NOVO Pro PDFDocument2 pagesNOVO Pro PDFJerry MateoNo ratings yet
- PHL Grid Code 2016edition (ResolutionNo22Seriesof2016) PDFDocument180 pagesPHL Grid Code 2016edition (ResolutionNo22Seriesof2016) PDFJerry MateoNo ratings yet
- Ventyx Asset SuiteDocument4 pagesVentyx Asset SuiteJerry MateoNo ratings yet
- Mathcad C 8220Document29 pagesMathcad C 8220Landon MitchellNo ratings yet
- Chapter 8.1 - 8.2 - Endothermic and Exothermic ReactionsDocument12 pagesChapter 8.1 - 8.2 - Endothermic and Exothermic ReactionsHema KishNo ratings yet
- Exercise (L6-Physical and Chemical Changes)Document10 pagesExercise (L6-Physical and Chemical Changes)aachal dhageNo ratings yet
- Soil Mechanics - Assignment 3Document5 pagesSoil Mechanics - Assignment 3Srinivasan Narasimhan100% (3)
- Product Data Sheet Silicon Carbide Grinding Paper CA enDocument3 pagesProduct Data Sheet Silicon Carbide Grinding Paper CA enArvin BabuNo ratings yet
- Datasheet of Equipment - ANNAMDocument8 pagesDatasheet of Equipment - ANNAMhuyly34No ratings yet
- Chemistry of Paints: BY - Avik Kumar Sam Sakshi Bhardwaj Sumit Kumar Manvendra Singh Shivangi SharmaDocument28 pagesChemistry of Paints: BY - Avik Kumar Sam Sakshi Bhardwaj Sumit Kumar Manvendra Singh Shivangi SharmaSumit SinghNo ratings yet
- CHM 361 Exp 2Document9 pagesCHM 361 Exp 2Khairina mahyudinNo ratings yet
- ToxicityDocument13 pagesToxicityNavin DipaliNo ratings yet
- In-Situ Recycling of A Cement Treated Base Course UsingDocument14 pagesIn-Situ Recycling of A Cement Treated Base Course UsingHery BudiantoNo ratings yet
- Astm D2239-12-Tubo Plástico Pe (Sidr-Pr)Document7 pagesAstm D2239-12-Tubo Plástico Pe (Sidr-Pr)Marlon TurnerNo ratings yet
- 5.0 Installation of Laboratory EquipmentDocument3 pages5.0 Installation of Laboratory EquipmentHenry KarokiNo ratings yet
- 3-4 ZDocument1 page3-4 ZEMANUEL PINHEIRO SANTOSNo ratings yet
- Sur Tec 650Document17 pagesSur Tec 650donhan91No ratings yet
- Coherent Sources of LightDocument5 pagesCoherent Sources of LightSamuel SujanNo ratings yet
- CM Monthly Test Plan 2019-21 BATCHESDocument1 pageCM Monthly Test Plan 2019-21 BATCHESGrishma suryawanshiNo ratings yet
- Young Chap 1Document26 pagesYoung Chap 1Himanshu1712No ratings yet
- LOCTITE Assembly SolutionsDocument32 pagesLOCTITE Assembly SolutionsKristine ReyesNo ratings yet
- Multiple Response Optimization of Heat Shock Process For Separation of Bovine Serum Albumin From PlasmaDocument11 pagesMultiple Response Optimization of Heat Shock Process For Separation of Bovine Serum Albumin From PlasmaJavier RigauNo ratings yet