You might also like
- SERIES 22.2: Heavy Duty Gear ReducersDocument2 pagesSERIES 22.2: Heavy Duty Gear ReducersAmir KhanNo ratings yet
- Welcome: Presentation ON Boilers & AuxiliariesDocument58 pagesWelcome: Presentation ON Boilers & Auxiliariestanuja singhNo ratings yet
- Cheema Boiler Limited: Presented To: MR - Deepak Bhandari (Document32 pagesCheema Boiler Limited: Presented To: MR - Deepak Bhandari (angenious100% (1)
- INSPECTION AND TEST PLAN FOR AIR PREHEATERDocument27 pagesINSPECTION AND TEST PLAN FOR AIR PREHEATERBui van DiepNo ratings yet
- FD FanDocument5 pagesFD FanPrudhvi RajNo ratings yet
- Vizag Bed Coil Replacement ProcedureDocument8 pagesVizag Bed Coil Replacement ProcedureMahadev KovalliNo ratings yet
- AFBC Technology Overview for Army Heating PlantsDocument101 pagesAFBC Technology Overview for Army Heating Plantsdika wahyuNo ratings yet
- Flue Gas System Air Pre Heater: May 24, 2012 PMI Revision 00 1Document56 pagesFlue Gas System Air Pre Heater: May 24, 2012 PMI Revision 00 1ASHIL PRABHAKARNo ratings yet
- Fuel Oil System NewDocument47 pagesFuel Oil System NewBrijraj PandeyNo ratings yet
- Bhatia Gummidipoondi WHRSG O&m Manual FinalDocument224 pagesBhatia Gummidipoondi WHRSG O&m Manual Finalt_syamprasadNo ratings yet
- Slagging in Steam Generators: Root Cause AnalysisDocument8 pagesSlagging in Steam Generators: Root Cause AnalysispiyushagaNo ratings yet
- Boiler Notes 2Document42 pagesBoiler Notes 2Balakrishnan KannanNo ratings yet
- Bhel Pipe Color Code-Aa10630 1Document7 pagesBhel Pipe Color Code-Aa10630 1Vamsikrishna LakamsaniNo ratings yet
- Boiler Blowdown & TDS Control SystemDocument31 pagesBoiler Blowdown & TDS Control SystemHélder PascoalNo ratings yet
- Boiler Feed Pump (BFP) : Opgs Power Gujarat PVT LTD 2X150 MW Thermal Power PlantDocument11 pagesBoiler Feed Pump (BFP) : Opgs Power Gujarat PVT LTD 2X150 MW Thermal Power PlantSaravanan SundararajNo ratings yet
- Poor Oil Gun Performance in BoilersDocument3 pagesPoor Oil Gun Performance in BoilersRAPRATSINNo ratings yet
- Dec 09Document35 pagesDec 09Krishnan SanthanarajNo ratings yet
- RHH and LTSH links overviewDocument4 pagesRHH and LTSH links overviewrpshvjuNo ratings yet
- Presentation-4 - ESP Soot BlowerDocument19 pagesPresentation-4 - ESP Soot BlowerVaradNo ratings yet
- Ash Handling 0Document6 pagesAsh Handling 0蓉蓉No ratings yet
- NTPC Safety PolicyDocument15 pagesNTPC Safety PolicySamNo ratings yet
- NTPC TandaDocument97 pagesNTPC Tandamaurya1234No ratings yet
- Performance Evaluation of Air Preheater at off Design ConditionDocument32 pagesPerformance Evaluation of Air Preheater at off Design ConditionSuresh DewanganNo ratings yet
- Check Sequence in Normalisation Mechanical Then Electrical Then DCS PTW No & Date:-A/B Unit 1/2/3/4Document2 pagesCheck Sequence in Normalisation Mechanical Then Electrical Then DCS PTW No & Date:-A/B Unit 1/2/3/4Deepak kumarNo ratings yet
- Final AOH Report - TMD 060818Document15 pagesFinal AOH Report - TMD 060818sanmukhaNo ratings yet
- Dome ValveDocument6 pagesDome Valvesaisssms9116No ratings yet
- APHDocument3 pagesAPHMallinatha PNNo ratings yet
- Deh Governing-LancoDocument35 pagesDeh Governing-LancoPRAMOD KUMAR NANDANo ratings yet
- U6OHREPORT2008Document89 pagesU6OHREPORT2008Anonymous pKsr5vNo ratings yet
- Animated Soot BlowerDocument15 pagesAnimated Soot BlowerPrudhvi RajNo ratings yet
- Difference Between - Hogging - Sagging, Pipe - Tubes, IBR - Non IBR Boiler, Cold End - Hot End Corrosion - ASKPOWERPLANTDocument16 pagesDifference Between - Hogging - Sagging, Pipe - Tubes, IBR - Non IBR Boiler, Cold End - Hot End Corrosion - ASKPOWERPLANTRaju MaityNo ratings yet
- Technical Data For The Bhel 500 MW Steam TurbineDocument2 pagesTechnical Data For The Bhel 500 MW Steam Turbinesai ramanaNo ratings yet
- 57-62 1m809 - Eng72dpiDocument6 pages57-62 1m809 - Eng72dpiAbhinav TewariNo ratings yet
- APH PresentationDocument36 pagesAPH PresentationBhargav Chaudhari100% (1)
- Boiler Mounting & AccessoriesDocument14 pagesBoiler Mounting & Accessoriesshiraj36100% (1)
- Super Critical Boiler Materials - Metallurgical Aspects: R N Mehrotra, GM Energy TechnologyDocument41 pagesSuper Critical Boiler Materials - Metallurgical Aspects: R N Mehrotra, GM Energy TechnologyVIBHAV100% (1)
- Renovation, Modernization and Life Extension of Power PlantsDocument24 pagesRenovation, Modernization and Life Extension of Power PlantskrcdewanewNo ratings yet
- "Boiler Tube Failures": Project ReportDocument30 pages"Boiler Tube Failures": Project ReportmdjanNo ratings yet
- Mill Fire Protection: Minimize RisksDocument3 pagesMill Fire Protection: Minimize RisksANAND PANDEYNo ratings yet
- "Waste Heat Recovery System ": Internship / Summer Vocational Training Project Report OnDocument17 pages"Waste Heat Recovery System ": Internship / Summer Vocational Training Project Report OnPiyush SinghNo ratings yet
- Boiler Shut Down 7.10Document7 pagesBoiler Shut Down 7.10Shilca BarriosNo ratings yet
- Reducing Boiler Cooling Time Saves Rs. 13.5 Crore AnnuallyDocument16 pagesReducing Boiler Cooling Time Saves Rs. 13.5 Crore Annuallyjp mishraNo ratings yet
- BTLD Presentation 2Document23 pagesBTLD Presentation 2Yos Wita SantosoNo ratings yet
- Presentation For Supercritical TechnologyDocument113 pagesPresentation For Supercritical TechnologyVIVEK100% (1)
- Required Spare List of Ash Handling System 1.dome Valve Assembly SR Nos Item Discription Part No. QuantityDocument5 pagesRequired Spare List of Ash Handling System 1.dome Valve Assembly SR Nos Item Discription Part No. Quantityapi-19887390No ratings yet
- My Latest CV - EngineerDocument3 pagesMy Latest CV - EngineersasibhushanNo ratings yet
- FohpDocument26 pagesFohpSpecule100% (5)
- Boiler Protection AND InterlocksDocument54 pagesBoiler Protection AND InterlocksSarah Frazier100% (1)
- Boiler Bed MaterialDocument3 pagesBoiler Bed MaterialWASIM MAKANDARNo ratings yet
- Interlocks & ProtectionsDocument7 pagesInterlocks & ProtectionsPRAVEEN KUMAR SINGHNo ratings yet
- EID PARRY TURBINE POOR VACUUMDocument4 pagesEID PARRY TURBINE POOR VACUUMCharu ChhabraNo ratings yet
- First Fill Bed Material Calculation For Bed Plate W DDocument3 pagesFirst Fill Bed Material Calculation For Bed Plate W DRAJKUMARNo ratings yet
- An Introduction To Condensate PolishingDocument10 pagesAn Introduction To Condensate PolishingclesncronNo ratings yet
- AbgDocument28 pagesAbgHiltonNo ratings yet
- CFBC Boiler SOPDocument18 pagesCFBC Boiler SOPgangatharanNo ratings yet
- Preventive Maintenance Schedule For Bowl Mill & Coal Feeder of "U# 8, D.P.P.S."Document7 pagesPreventive Maintenance Schedule For Bowl Mill & Coal Feeder of "U# 8, D.P.P.S."mrinal mandalNo ratings yet
- Nkeksnj ?KKVH Fuxe Cksdkjks Rki Fo - QR Dsunz: / Damodar Valley Corporation / Bokaro Thermal Power StationDocument7 pagesNkeksnj ?KKVH Fuxe Cksdkjks Rki Fo - QR Dsunz: / Damodar Valley Corporation / Bokaro Thermal Power StationAbhishek KumarNo ratings yet
- Soot BlowerDocument6 pagesSoot BlowerSamNo ratings yet
- 6 Esp BlowerDocument2 pages6 Esp BlowerMithun Singh RajputNo ratings yet
- Instruction for 460t/h Circulating Fluidized Bed BoilerDocument49 pagesInstruction for 460t/h Circulating Fluidized Bed BoilerShailenderNo ratings yet
- WASTE HEAT RECOVERY (HRSG) PerformanceDocument17 pagesWASTE HEAT RECOVERY (HRSG) PerformanceEjaz AhmedNo ratings yet
- Auxiliary Systems Guide SBU 130MW PlantDocument13 pagesAuxiliary Systems Guide SBU 130MW PlantChanna BasavaNo ratings yet
- Waste Heat Recovery Power Plant Load Trials ReportDocument22 pagesWaste Heat Recovery Power Plant Load Trials ReportChanna BasavaNo ratings yet
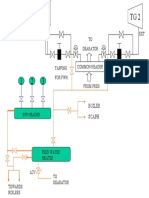
- TG1 TG2: TO Dearator Tapping For FWH Tapping For FWH EXT EXTDocument1 pageTG1 TG2: TO Dearator Tapping For FWH Tapping For FWH EXT EXTChanna BasavaNo ratings yet
- APCW TadipatriDocument25 pagesAPCW TadipatriChanna BasavaNo ratings yet
- 4 MW Waste Heat Recovery Power Plant Performance ReportDocument24 pages4 MW Waste Heat Recovery Power Plant Performance ReportChanna BasavaNo ratings yet
- 2X70 Power Plant Technical SpecificationDocument53 pages2X70 Power Plant Technical SpecificationChanna BasavaNo ratings yet
- 9 (1) .Power Plant CyclesDocument20 pages9 (1) .Power Plant CyclesChanna BasavaNo ratings yet
- Electrical - MaintenanceDocument25 pagesElectrical - MaintenanceChanna Basava50% (2)
- Electrical InstrumentationDocument1 pageElectrical InstrumentationChanna BasavaNo ratings yet
- Turbine: Dumping Control ValveDocument2 pagesTurbine: Dumping Control ValveChanna BasavaNo ratings yet
- Quotatioon 243 SWMLDocument2 pagesQuotatioon 243 SWMLChanna BasavaNo ratings yet
- DrivesDocument17 pagesDrivesanjes1No ratings yet
- Drum Level CompensationDocument8 pagesDrum Level CompensationSmriti PrasadNo ratings yet
- Working Stress Method-IDocument17 pagesWorking Stress Method-IVivek SaxenaNo ratings yet
- Boyle's and Charles' Gas Laws ExplainedDocument6 pagesBoyle's and Charles' Gas Laws Explainedmarife gupaalNo ratings yet
- Steam EjectorsDocument6 pagesSteam EjectorsmayurjannuNo ratings yet
- Fracture GradientDocument144 pagesFracture GradientPrasanti Plaban DashNo ratings yet
- AerospaceDocument8 pagesAerospaceGrace KamauNo ratings yet
- 3.8 Heat and Humidity - Heat IndicesDocument16 pages3.8 Heat and Humidity - Heat IndicesDeepakKattimaniNo ratings yet
- Hydraulics Topic 6 Hydraulic Machinery PDFDocument48 pagesHydraulics Topic 6 Hydraulic Machinery PDFVictoria JungNo ratings yet
- 110-10, Marsh FunnelDocument2 pages110-10, Marsh FunnelBella NabilaNo ratings yet
- Reinforced Concrete Design-Ii: Course Instructors: Prof. Dr. Asad-ur-Rehman Khan / Dr. Aslam Faqeer MohammadDocument20 pagesReinforced Concrete Design-Ii: Course Instructors: Prof. Dr. Asad-ur-Rehman Khan / Dr. Aslam Faqeer Mohammadzeeshan68No ratings yet
- Roark's Formula 7Document1 pageRoark's Formula 7Jay CeeNo ratings yet
- Pre Stressing Wire GBDocument6 pagesPre Stressing Wire GBHayder AlsalihNo ratings yet
- Designed and Detailed According To IS 456 As An Ordinary Moment Resisting Frame Also Called Ordinary Concrete FrameDocument3 pagesDesigned and Detailed According To IS 456 As An Ordinary Moment Resisting Frame Also Called Ordinary Concrete FrameAnonymous Gye18jNo ratings yet
- RCGrilllage Zero J950Document26 pagesRCGrilllage Zero J950جميل عبد الله الحماطيNo ratings yet
- Thermodynamics Problem SetDocument15 pagesThermodynamics Problem SetafiqzeroNo ratings yet
- Souri 2018Document11 pagesSouri 2018Yasmina M NadyNo ratings yet
- Boundary Layer TheoryDocument76 pagesBoundary Layer Theorysahel mamlekat doustNo ratings yet
- Thermax Steam Engineering Products & Solutions GuideDocument2 pagesThermax Steam Engineering Products & Solutions GuideAmal Prageeth SandaruwanNo ratings yet
- Gas Dynamics Lecture on Prandtl-Meyer FlowDocument38 pagesGas Dynamics Lecture on Prandtl-Meyer Flowvandamme789No ratings yet
- Determinations Oil Properties by PVT CorrelationsDocument104 pagesDeterminations Oil Properties by PVT CorrelationsSuleiman BaruniNo ratings yet
- Physics Paper 2019-20Document7 pagesPhysics Paper 2019-20Chinmay SinghNo ratings yet
- HC-30-L Bom (Listado de Materiales e Instrumentacion)Document8 pagesHC-30-L Bom (Listado de Materiales e Instrumentacion)marcosNo ratings yet
- Universal Beam and Column Properties SheetDocument11 pagesUniversal Beam and Column Properties SheetkalpanaadhiNo ratings yet
- Elements of Mechanical EngineeringDocument2 pagesElements of Mechanical EngineeringMayur CharanNo ratings yet
- Fdocuments - in Centrifugal Slurry PumpsDocument50 pagesFdocuments - in Centrifugal Slurry PumpstoanisuNo ratings yet
- Module 6: Activity No. 2 Experiment No. 5 Mini-Ice Plant Trainer Pull Down TestDocument2 pagesModule 6: Activity No. 2 Experiment No. 5 Mini-Ice Plant Trainer Pull Down TestLeyzer MalumayNo ratings yet
- Modelling flow in fractured media using Darcy-Stokes-Brinkman approachDocument64 pagesModelling flow in fractured media using Darcy-Stokes-Brinkman approachLucas MarquesNo ratings yet
- Overview of Atmospheric Convection: Program Massachusetts Institute of Technology Cambridge, Massachusetts, USADocument28 pagesOverview of Atmospheric Convection: Program Massachusetts Institute of Technology Cambridge, Massachusetts, USAGilad ShreibshteinNo ratings yet
- Basel Heave Goh2017Document5 pagesBasel Heave Goh2017Ahmed Arafa100% (1)
- TechniqueAnswering - Physics2 - B&C - SPM - SDocument7 pagesTechniqueAnswering - Physics2 - B&C - SPM - Ssyafiqahdaud100% (1)
- Catalog Preliminar VRF - YNW Generatia 2018Document72 pagesCatalog Preliminar VRF - YNW Generatia 2018John BarrowNo ratings yet