You might also like
- Biostatistics in Public Health Using STATA (Introduction)Document35 pagesBiostatistics in Public Health Using STATA (Introduction)Arif Nugroho50% (2)
- COMMUNITY OUTREACH PROGRAM PPT INSETDocument30 pagesCOMMUNITY OUTREACH PROGRAM PPT INSETAurea Rose OcañaNo ratings yet
- Psych 110Document25 pagesPsych 110Justin Allen ChuaNo ratings yet
- Welding SymbolsDocument10 pagesWelding SymbolskvsagarNo ratings yet
- Welding SymbolsDocument21 pagesWelding SymbolsAsaad Mohamed100% (1)
- Welding SymbolsDocument9 pagesWelding SymbolsPetar TopicNo ratings yet
- Welding SymbolsDocument9 pagesWelding SymbolsleventkilicNo ratings yet
- Welding SymbolsDocument8 pagesWelding SymbolsdsbintaroNo ratings yet
- PDFDocument15 pagesPDFMatthew HaleNo ratings yet
- Welding SymbolsDocument9 pagesWelding SymbolsultraspeedNo ratings yet
- Welding Symbol and Its PositionDocument12 pagesWelding Symbol and Its PositionKrishna PatelNo ratings yet
- How To Read Welding Symbols1Document9 pagesHow To Read Welding Symbols1Ένκινουαν Κόγκ ΑδάμουNo ratings yet
- Lesson 6. Welding SymbolsDocument37 pagesLesson 6. Welding SymbolsJay-r MiñozaNo ratings yet
- Welding SymbolsDocument26 pagesWelding Symbolssamy7354No ratings yet
- Welding Symbols - The Basics: by Rosemary RegelloDocument5 pagesWelding Symbols - The Basics: by Rosemary RegelloAravind H B Engineering CivilNo ratings yet
- AWS Welding Symbols OkDocument9 pagesAWS Welding Symbols OkJSG GroupNo ratings yet
- Arrow Leader Line Reference Line TailDocument8 pagesArrow Leader Line Reference Line TailpmkarNo ratings yet
- Welding Notes PDFDocument9 pagesWelding Notes PDFOLIVER FLORESNo ratings yet
- Welding SymbolsDocument22 pagesWelding SymbolsTommy Dela CruzNo ratings yet
- Welding Symbols - The Basics: by Rosemary RegelloDocument8 pagesWelding Symbols - The Basics: by Rosemary RegelloChristian GervacioNo ratings yet
- Module10 (Autosaved)Document26 pagesModule10 (Autosaved)remit kitaNo ratings yet
- Weld Symbols: The Structure of The Welding SymbolDocument10 pagesWeld Symbols: The Structure of The Welding SymbolpoovendanNo ratings yet
- Welding DetailsDocument10 pagesWelding DetailssashyainnNo ratings yet
- Deciphering Weld SymbolsDocument10 pagesDeciphering Weld SymbolsVinoth MechNo ratings yet
- An Introduction To Reading Drawings: Welding Symbols - The BasicsDocument6 pagesAn Introduction To Reading Drawings: Welding Symbols - The BasicsPunit singhNo ratings yet
- Deciphering Weld Symbols: The Structure of The Welding SymbolDocument16 pagesDeciphering Weld Symbols: The Structure of The Welding SymbolTuấn HoàngNo ratings yet
- Welding Symbols - An Introduction To Reading DrawingsDocument6 pagesWelding Symbols - An Introduction To Reading DrawingsBolarinwaNo ratings yet
- Module 10Document24 pagesModule 10remit kitaNo ratings yet
- Teknologi Dan Rekayasa: Principles of WeldingDocument23 pagesTeknologi Dan Rekayasa: Principles of WeldingcfcshakerNo ratings yet
- WeldingDocument6 pagesWeldingAnonymous kIrNuhNo ratings yet
- Welding SymbolsDocument28 pagesWelding SymbolsPankaj100% (1)
- Welding SymbolsDocument6 pagesWelding SymbolsChetan PatelNo ratings yet
- Welding SymbolsDocument9 pagesWelding SymbolsChristian GervacioNo ratings yet
- Chapter 5.1 WeldingDocument37 pagesChapter 5.1 WeldingJack Santos100% (1)
- C ! !! "! !#$% $% $! &!' (P C!%") ! ! !' !!! ! (PDocument6 pagesC ! !! "! !#$% $% $! &!' (P C!%") ! ! !' !!! ! (PlalabzNo ratings yet
- Welding 200708Document17 pagesWelding 200708Jamal MohamedNo ratings yet
- Welding 200708Document17 pagesWelding 200708sansagithNo ratings yet
- WeldingDocument17 pagesWeldingerharsinghNo ratings yet
- Welding 200708Document17 pagesWelding 200708lkirankarthikNo ratings yet
- Weld SysmbolDocument17 pagesWeld SysmbolBashu PoudelNo ratings yet
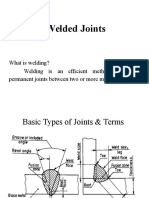
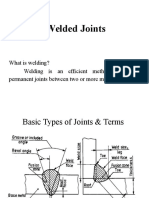
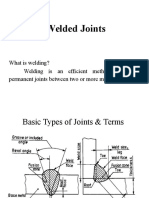
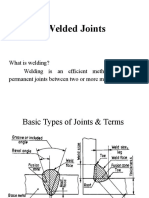
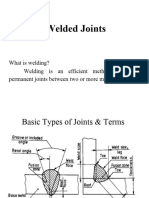
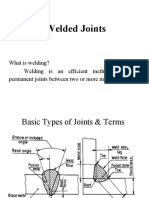
- Welded Joints: What Is Welding? Welding Is An Efficient Method of Making Permanent Joints Between Two or More Metal PartsDocument17 pagesWelded Joints: What Is Welding? Welding Is An Efficient Method of Making Permanent Joints Between Two or More Metal PartsGovindasamy CrgNo ratings yet
- Welding Symbols Mechanical Engineering DrawingDocument17 pagesWelding Symbols Mechanical Engineering DrawingGarrethwr100% (2)
- Welded Joints: What Is Welding? Welding Is An Efficient Method of Making Permanent Joints Between Two or More Metal PartsDocument17 pagesWelded Joints: What Is Welding? Welding Is An Efficient Method of Making Permanent Joints Between Two or More Metal PartsAli IbrahimNo ratings yet
- Welding 200708Document17 pagesWelding 200708Sutran ErwiyantoroNo ratings yet
- Welding 200708Document17 pagesWelding 200708Rajarajan NMNo ratings yet
- Welding JointDocument17 pagesWelding Jointmicheleling6696No ratings yet
- Welded JointsDocument17 pagesWelded JointsmmkattaNo ratings yet
- Welding 200708Document17 pagesWelding 200708Vashish RamrechaNo ratings yet
- Welding 200708Document17 pagesWelding 200708tnchsgNo ratings yet
- Welding 200708Document17 pagesWelding 200708rk.mtplNo ratings yet
- Welding 200708Document17 pagesWelding 200708mulladevNo ratings yet
- Welding Symbols 1Document8 pagesWelding Symbols 1KrishnamoorthyGuruPrasathNo ratings yet
- Part 3 AWS Welding Symbols, Fillet, Plug, Slot & Spot WeldsDocument81 pagesPart 3 AWS Welding Symbols, Fillet, Plug, Slot & Spot Weldsmaatouguiabdelkader04No ratings yet
- Drawing of Weld SymbolsDocument17 pagesDrawing of Weld SymbolsSteranskoNo ratings yet
- Welding Symbols Mechanical Engineering DrawingDocument17 pagesWelding Symbols Mechanical Engineering DrawingAdiman Abdul JabarNo ratings yet
- Welding 200708Document17 pagesWelding 200708Mahesh Kumar BandariNo ratings yet
- Welded JointsDocument17 pagesWelded JointsAntonio MarinhoNo ratings yet
- Welding Joint TypesDocument17 pagesWelding Joint TypesshruthiNo ratings yet
- Welding 200708Document17 pagesWelding 200708Vijayaraman RajendranNo ratings yet
- Welded Joints: What Is Welding? Welding Is An Efficient Method of Making Permanent Joints Between Two or More Metal PartsDocument17 pagesWelded Joints: What Is Welding? Welding Is An Efficient Method of Making Permanent Joints Between Two or More Metal PartsRamasubramanian NagarajanNo ratings yet
- Welding 200708Document17 pagesWelding 200708misthahNo ratings yet
- Vastu For Living Room: Where To Place Furniture As Per VastuDocument7 pagesVastu For Living Room: Where To Place Furniture As Per VastuViswanathNo ratings yet
- Vastu For Kitchen: Modular Kitchen Design With Cook Top And..Document8 pagesVastu For Kitchen: Modular Kitchen Design With Cook Top And..ViswanathNo ratings yet
- Bed Room Vastu: Location For BedroomDocument7 pagesBed Room Vastu: Location For BedroomViswanathNo ratings yet
- Vastu Shastra For Staircase: 143 Comment(s)Document7 pagesVastu Shastra For Staircase: 143 Comment(s)ViswanathNo ratings yet
- Locker RoomDocument7 pagesLocker RoomViswanathNo ratings yet
- Pooja Room According To VastuDocument7 pagesPooja Room According To VastuViswanathNo ratings yet
- When Is Foot Drop Recoverable?: Justin M. Brown, MDDocument1 pageWhen Is Foot Drop Recoverable?: Justin M. Brown, MDViswanathNo ratings yet
- Sl. No. Description Qty. Unit Price AmountDocument8 pagesSl. No. Description Qty. Unit Price AmountViswanathNo ratings yet
- Key Account Manager (Advert)Document3 pagesKey Account Manager (Advert)ViswanathNo ratings yet
- Anterior Knee PainDocument11 pagesAnterior Knee PainViswanathNo ratings yet
- The Details of Questionnaire For Managerial RoleDocument2 pagesThe Details of Questionnaire For Managerial RoleViswanathNo ratings yet
- Java JColorChooserDocument5 pagesJava JColorChooserOmondi EdwinNo ratings yet
- 18th Century Non FictionDocument9 pages18th Century Non FictionlamedidadelatizaNo ratings yet
- Cosedora Pedestral Manual FISCHBEIN 100 GB 05-2009Document45 pagesCosedora Pedestral Manual FISCHBEIN 100 GB 05-2009kellyNo ratings yet
- Standard Terms and Terminologies in Pharmacovigilance: Submitted To:-Dr. Shilpa ChapadgaonkarDocument12 pagesStandard Terms and Terminologies in Pharmacovigilance: Submitted To:-Dr. Shilpa ChapadgaonkarmailadeshNo ratings yet
- File 29Document4 pagesFile 29Krishna C NNo ratings yet
- Caterpillar Filters Spare Parts CatalogueDocument18 pagesCaterpillar Filters Spare Parts CatalogueRamyaChaudry100% (2)
- Chanel Social Media StrategiesDocument5 pagesChanel Social Media StrategiesAaditi guptaNo ratings yet
- NCET Class10 Math AnswerkeyDocument52 pagesNCET Class10 Math AnswerkeyRavi RanjanNo ratings yet
- Production of Acetic Acid by Methanol CarbonalyzationDocument139 pagesProduction of Acetic Acid by Methanol CarbonalyzationNoman Aslam100% (2)
- Design and Development of Basic Ladder Logic Programming For PLCDocument2 pagesDesign and Development of Basic Ladder Logic Programming For PLCvamkrishnaNo ratings yet
- Integrated Services Digital Network (ISDN) : Suhail Q. MirDocument22 pagesIntegrated Services Digital Network (ISDN) : Suhail Q. MirSuhail QadirNo ratings yet
- AI and The Death of TrademarkDocument41 pagesAI and The Death of Trademarksakshi mehtaNo ratings yet
- M1 UM Manual ControllerA4 V1 01Document62 pagesM1 UM Manual ControllerA4 V1 01milacronNo ratings yet
- Lubricating Drops and OintmentsDocument1 pageLubricating Drops and Ointmentssoumalya481No ratings yet
- Filogenia de Avispas Del Género Netelia (Hymenoptera: Ichneumonidae) Con Énfasis en Las Especies CostarricensesDocument30 pagesFilogenia de Avispas Del Género Netelia (Hymenoptera: Ichneumonidae) Con Énfasis en Las Especies CostarricensesJames Coronado RiveraNo ratings yet
- Pre-Service ApstsDocument18 pagesPre-Service Apstsapi-373579135No ratings yet
- Fpga Based Interrupt Controller For Multiple ProcessorDocument24 pagesFpga Based Interrupt Controller For Multiple ProcessorNihhall LimbagiriNo ratings yet
- EOI Notice For Master Plan - ZooDocument20 pagesEOI Notice For Master Plan - Zootanu_farzanaNo ratings yet
- Physics 4 O LevelDocument3 pagesPhysics 4 O LevelChrispin Msofe100% (1)
- 0206 Chennai ClassifiedDocument4 pages0206 Chennai ClassifiedPrachi PrachiNo ratings yet
- Intelligent Machine Condition Monitoring Solution: Leading Edge ComputingDocument4 pagesIntelligent Machine Condition Monitoring Solution: Leading Edge ComputingJingxi XuanNo ratings yet
- Cis 2Document6 pagesCis 2Balaji SampathNo ratings yet
- Chapter 4 Algorithms and Flow ChartsDocument62 pagesChapter 4 Algorithms and Flow ChartsJay-ar YlaganNo ratings yet
- Diploma I Year Common For All Branches of EngineeringDocument2 pagesDiploma I Year Common For All Branches of Engineeringamitsaraf11No ratings yet
- My ResumeDocument3 pagesMy ResumeNurbahiah BadaruzamanNo ratings yet
- 7steps 523 PDFDocument100 pages7steps 523 PDFsudyNo ratings yet
- Discourse Markers ToolkitDocument9 pagesDiscourse Markers ToolkitLea AthiraNo ratings yet