You might also like
- Ref. 7 - 908724Document12 pagesRef. 7 - 908724SDawNo ratings yet
- Experimental and Theoretical Study of Pool BoilingDocument11 pagesExperimental and Theoretical Study of Pool Boilingvaibhav pawarNo ratings yet
- Isothermal Microcalorimetry: An Analytical Technique For Assessing The Dynamic Chemical Stability of UHMWPEDocument6 pagesIsothermal Microcalorimetry: An Analytical Technique For Assessing The Dynamic Chemical Stability of UHMWPEmurugandevaNo ratings yet
- 1 s2.0 S0921452699001866 MainDocument9 pages1 s2.0 S0921452699001866 MainJajsjshshhsNo ratings yet
- Determination of Arrhenius Kinetic Constants Differential Scanning CalorimetryDocument5 pagesDetermination of Arrhenius Kinetic Constants Differential Scanning CalorimetryNgocDiep PhamNo ratings yet
- Epoxy CureDocument7 pagesEpoxy CuregdritzNo ratings yet
- Advanced Kinetics-Based Simulation of Time To Maximum Rate Under Adiabatic ConditionsDocument11 pagesAdvanced Kinetics-Based Simulation of Time To Maximum Rate Under Adiabatic ConditionsKamel IbrahimNo ratings yet
- A Newsimplified ThermoregulatorybioheatmodelforevaluatingthermalDocument9 pagesA Newsimplified Thermoregulatorybioheatmodelforevaluatingthermalthi.rar3078No ratings yet
- 0009 25092985122 RDocument10 pages0009 25092985122 RSabi BORDJIHANENo ratings yet
- Composites: Part A: Oleksandr G. Kravchenko, Chunyu Li, Alejandro Strachan, Sergii G. Kravchenko, R. Byron PipesDocument9 pagesComposites: Part A: Oleksandr G. Kravchenko, Chunyu Li, Alejandro Strachan, Sergii G. Kravchenko, R. Byron Pipesmarco_ravelo_10No ratings yet
- Therm0chimica Acta: KeywordsDocument9 pagesTherm0chimica Acta: Keywordssameer sahaanNo ratings yet
- Differential Scanning CalorimetryDocument6 pagesDifferential Scanning CalorimetrySurender MalikNo ratings yet
- Measurement of Enthalpies of Vaporization of Volatile Heterocyclic Compounds by DSCDocument6 pagesMeasurement of Enthalpies of Vaporization of Volatile Heterocyclic Compounds by DSCwilfred gomezNo ratings yet
- Heat-Induced Changes in The Mechanics of A Collagenous Tissue: Isothermal, Isotonic ShrinkageDocument7 pagesHeat-Induced Changes in The Mechanics of A Collagenous Tissue: Isothermal, Isotonic ShrinkageAbdulaziz AlanziNo ratings yet
- Articulo 2Document3 pagesArticulo 2nathaloaNo ratings yet
- App 10023Document8 pagesApp 10023chopin.wlive.cnNo ratings yet
- JP 54 3 1087Document4 pagesJP 54 3 1087Fabian MelinaoNo ratings yet
- 2.2.34. Thermal Analysis: Temperature Calibration. It Can Be Performed Using CertifiedDocument3 pages2.2.34. Thermal Analysis: Temperature Calibration. It Can Be Performed Using CertifiedDaniela PopaNo ratings yet
- Applied Thermal Engineering: M.A. Martín-Lara, G. Blázquez, M.C. Zamora, M. CaleroDocument9 pagesApplied Thermal Engineering: M.A. Martín-Lara, G. Blázquez, M.C. Zamora, M. CalerojyanNo ratings yet
- ABEN65-Lab4 Group2Document4 pagesABEN65-Lab4 Group2BORASCA EZEKIELNo ratings yet
- 5 - Experiment # 05 - Thermal Characterization of PolymersDocument5 pages5 - Experiment # 05 - Thermal Characterization of Polymersahmad.altaf7770No ratings yet
- White Paper Characterization of Polymers Using Differential Scanning Calorimetry DSC M 012816 PDFDocument5 pagesWhite Paper Characterization of Polymers Using Differential Scanning Calorimetry DSC M 012816 PDFNurjanahNo ratings yet
- Determination of Heat of Reaction As Function of Temperature by CalorimetryDocument38 pagesDetermination of Heat of Reaction As Function of Temperature by CalorimetryJuan ParisNo ratings yet
- Principle of DSCDocument10 pagesPrinciple of DSCroopashreems927No ratings yet
- Isothermal Titration Calorimetry: Presented By: Ms. Prajakta S.Pawar. Guided byDocument54 pagesIsothermal Titration Calorimetry: Presented By: Ms. Prajakta S.Pawar. Guided byVrushali Puranik-GokhaleNo ratings yet
- DSC Error & InterpretationDocument3 pagesDSC Error & InterpretationUsman GhaniNo ratings yet
- Operation and Application of Differential Scanning Calorimetry (DSC) in PharmaceuticalsDocument21 pagesOperation and Application of Differential Scanning Calorimetry (DSC) in PharmaceuticalsMd Tayfuzzaman100% (1)
- Using The Friedman Method To Study The Thermal Degradation Kinetics of Photonically Cured Electrically Conductive AdhesivesDocument9 pagesUsing The Friedman Method To Study The Thermal Degradation Kinetics of Photonically Cured Electrically Conductive AdhesiveslunarNo ratings yet
- Thermal Conductivity Effects On Steady State Propagation Speed During Self-Propagating High-Temperature Synthesis of Ti + C Green CompactsDocument8 pagesThermal Conductivity Effects On Steady State Propagation Speed During Self-Propagating High-Temperature Synthesis of Ti + C Green Compactsmm hhNo ratings yet
- Differential Scanning Calorimetry (DSC)Document9 pagesDifferential Scanning Calorimetry (DSC)DanielNo ratings yet
- The Thermal Dynamic Study of Polyester: SummaryDocument15 pagesThe Thermal Dynamic Study of Polyester: SummaryZeeshan AhmadNo ratings yet
- 1 s2.0 S0306261916316178 MainDocument12 pages1 s2.0 S0306261916316178 Main高木智士No ratings yet
- Differential Scanning Calorimetry (DSC) : Mr. Sagar Kishor SavaleDocument27 pagesDifferential Scanning Calorimetry (DSC) : Mr. Sagar Kishor SavaleDivya Tripathy100% (1)
- Applied Mathematical Modelling: M. Shariyat, S.M.H. Lavasani, M. KhaghaniDocument21 pagesApplied Mathematical Modelling: M. Shariyat, S.M.H. Lavasani, M. Khaghanialvin tehraniNo ratings yet
- Calorimetry: Physikalisch-Chemisches Praktikum I Calorimetry - 2016Document19 pagesCalorimetry: Physikalisch-Chemisches Praktikum I Calorimetry - 2016Agu15kelvinNo ratings yet
- Lecture 5Document11 pagesLecture 5Rahmeh EL saaiedehNo ratings yet
- MET 49-1-3 7 SolenickiDocument6 pagesMET 49-1-3 7 SolenickiCarmen RusuNo ratings yet
- Abhigyan TFEC-2020Document10 pagesAbhigyan TFEC-2020rajeevNo ratings yet
- Unit 2Document17 pagesUnit 2akashdhevaNo ratings yet
- Polyester-Based Coil CoatingsDocument7 pagesPolyester-Based Coil CoatingsRodolvano EmilianoNo ratings yet
- Kinetics of Acid-Catalyzed Cleavage of Cumene Hydroperoxide: M.E. Levin, N.O. Gonzales, L.W. Zimmerman, J. YangDocument19 pagesKinetics of Acid-Catalyzed Cleavage of Cumene Hydroperoxide: M.E. Levin, N.O. Gonzales, L.W. Zimmerman, J. YangMaria PaulaNo ratings yet
- On The Kissinger Equation and The Estimate of ActivationDocument6 pagesOn The Kissinger Equation and The Estimate of ActivationAngel LRNo ratings yet
- ANN - A Study of The Crystallization Kinetics of Ge20Te80 Chalcogenide GlassDocument8 pagesANN - A Study of The Crystallization Kinetics of Ge20Te80 Chalcogenide GlassJagan KbNo ratings yet
- Finite-Element Simulation of Induction Heat Treatment: K.F. Wang, S. Chandrasekar, and Henry T. Y. YangDocument16 pagesFinite-Element Simulation of Induction Heat Treatment: K.F. Wang, S. Chandrasekar, and Henry T. Y. YangNibaldo BernardoNo ratings yet
- Enthalpyof FusionanddegreeofcrystallinityDocument7 pagesEnthalpyof FusionanddegreeofcrystallinityCamila BascuNo ratings yet
- M. de Jong, Dr. A.H.M.E. Reinders, Dr. J.B.W. Kok and G. WestendorpDocument10 pagesM. de Jong, Dr. A.H.M.E. Reinders, Dr. J.B.W. Kok and G. WestendorpsaikatistotoiNo ratings yet
- DSC MachineDocument7 pagesDSC Machineravi2007No ratings yet
- Processes 09 00337 v3Document36 pagesProcesses 09 00337 v3Ayoub ArrarNo ratings yet
- Lumped Heat Transfer AnalysisDocument29 pagesLumped Heat Transfer AnalysisprasannaNo ratings yet
- Simulation of SiCDocument7 pagesSimulation of SiCvarunNo ratings yet
- Kinetic Studies On Saponification of Ethyl Formate by Using Conductometry MethodDocument6 pagesKinetic Studies On Saponification of Ethyl Formate by Using Conductometry MethodIntanNo ratings yet
- Rheological Properties of Some Thermotropic Liquid Crystalline PolymersDocument7 pagesRheological Properties of Some Thermotropic Liquid Crystalline PolymersAdityaNo ratings yet
- Thermal Behaviour of Materials in Interrupted Phase ChangeDocument10 pagesThermal Behaviour of Materials in Interrupted Phase ChangeConstance HoshijimaNo ratings yet
- J 2021 NMJ Heat TransferDocument10 pagesJ 2021 NMJ Heat TransferNORAZALIZA BINTI MOHD JAMILNo ratings yet
- Investigation of A Computer CPU Heat Sink Under Laminar Forced Convection Using A StructuralDocument9 pagesInvestigation of A Computer CPU Heat Sink Under Laminar Forced Convection Using A StructuralRameshNo ratings yet
- DNS of Gas Solid ReactionsDocument25 pagesDNS of Gas Solid ReactionsShuiquan LanNo ratings yet
- Thermal Analysis of Concrete Dams During ConstructionDocument12 pagesThermal Analysis of Concrete Dams During ConstructionDM1988MM1No ratings yet
- Combined Experimental and Theoretical Investigation of Heating Rate On Growth of Iron Oxide NanoparticlesDocument9 pagesCombined Experimental and Theoretical Investigation of Heating Rate On Growth of Iron Oxide Nanoparticlesbluedolphin7No ratings yet
- Phase Equilibrium in Mixtures: International Series of Monographs in Chemical EngineeringFrom EverandPhase Equilibrium in Mixtures: International Series of Monographs in Chemical EngineeringNo ratings yet
- Heat Transfer in Polymer Composite Materials: Forming ProcessesFrom EverandHeat Transfer in Polymer Composite Materials: Forming ProcessesNicolas BoyardNo ratings yet
- Analysis of Residual Products in Triethylbenzylammonium Chloride by HPLC. Study of The Retention MechanismDocument6 pagesAnalysis of Residual Products in Triethylbenzylammonium Chloride by HPLC. Study of The Retention MechanismEldiyar AzamatovNo ratings yet
- Pressure Loss 53 Vertical InstallationDocument3 pagesPressure Loss 53 Vertical InstallationEldiyar AzamatovNo ratings yet
- 9907X0036 - 3 Operating InstructionsDocument6 pages9907X0036 - 3 Operating InstructionsEldiyar AzamatovNo ratings yet
- Properties ComparisonDocument2 pagesProperties ComparisonEldiyar AzamatovNo ratings yet
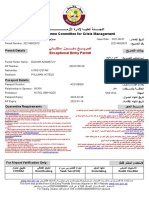
- Approved Return PermitDocument1 pageApproved Return PermitEldiyar AzamatovNo ratings yet
- Valve Pressure DropDocument4 pagesValve Pressure DropEldiyar AzamatovNo ratings yet
- Above Ground Fuel Tank RequirementsDocument8 pagesAbove Ground Fuel Tank RequirementsEldiyar AzamatovNo ratings yet
- Applied: Measuring TBC (Polymerization Inhibitor)Document4 pagesApplied: Measuring TBC (Polymerization Inhibitor)Eldiyar AzamatovNo ratings yet
- Styrene Safe Handling Guide EnglishDocument40 pagesStyrene Safe Handling Guide EnglishEldiyar AzamatovNo ratings yet
- Hempadur 15553: Product CharacteristicsDocument4 pagesHempadur 15553: Product CharacteristicsEldiyar AzamatovNo ratings yet
- Crystic 625PA: Isophthalic Resin For Large StructuresDocument2 pagesCrystic 625PA: Isophthalic Resin For Large StructuresEldiyar AzamatovNo ratings yet
- Isophthalic Polyester Resin: Durable and Stable ResinDocument3 pagesIsophthalic Polyester Resin: Durable and Stable ResinEldiyar AzamatovNo ratings yet
- Durability of Isophthalic Polyester Composites Used in Civil Engineering ApplicationsDocument14 pagesDurability of Isophthalic Polyester Composites Used in Civil Engineering ApplicationsEldiyar AzamatovNo ratings yet
- Iso-Superior Glycols-Plain: Product Features & ApplicationsDocument1 pageIso-Superior Glycols-Plain: Product Features & ApplicationsEldiyar AzamatovNo ratings yet
- Tech Data - Hi IsoDocument1 pageTech Data - Hi IsoEldiyar AzamatovNo ratings yet
- C5X Design Rules 45000099 RevTDocument89 pagesC5X Design Rules 45000099 RevTMohammed TamheedNo ratings yet
- StOnge MTO1000A TearDownDocument11 pagesStOnge MTO1000A TearDownРоман Романов100% (1)
- What Color Sounds Like IbaDocument7 pagesWhat Color Sounds Like Ibaapi-279311830No ratings yet
- FM3000Document2 pagesFM3000Patricia LarrabeNo ratings yet
- Unit Circle Sign of Trigonometric Functions (Sin, Cos, Tan)Document1 pageUnit Circle Sign of Trigonometric Functions (Sin, Cos, Tan)Samema AkhterNo ratings yet
- Guia Espanhol Real TimeDocument136 pagesGuia Espanhol Real TimeAmanda Teixeira Lopes100% (1)
- Chapter - 1 (1) كاملDocument24 pagesChapter - 1 (1) كاملFaisal ZanoomNo ratings yet
- Westbrook Dryer 1981 PDFDocument13 pagesWestbrook Dryer 1981 PDFVinícius Martins FreireNo ratings yet
- Deformable Bodies (Thermal Stress)Document11 pagesDeformable Bodies (Thermal Stress)Kristelle GinezNo ratings yet
- RFID PresentationDocument22 pagesRFID PresentationouiamNo ratings yet
- Piping Inspection ProcedureDocument8 pagesPiping Inspection Proceduremohd as shahiddin jafriNo ratings yet
- Texas Overlay TesterDocument4 pagesTexas Overlay TesterCooper TechnologyNo ratings yet
- 2080iq4 2Document2 pages2080iq4 2RajeshNo ratings yet
- Drawing DieDocument7 pagesDrawing Diethanhhn_1210No ratings yet
- EarthquakeDocument46 pagesEarthquakeLance G. CaveNo ratings yet
- Beam Analysis BS5950Document229 pagesBeam Analysis BS5950cataiceNo ratings yet
- Signal Flow GraphsDocument10 pagesSignal Flow GraphsAmir DillawarNo ratings yet
- Worries About Trapping Moisture - GreenBuildingAdvisorDocument5 pagesWorries About Trapping Moisture - GreenBuildingAdvisorgpax42No ratings yet
- Fundamental Principles of Comprehensive 2D GCDocument31 pagesFundamental Principles of Comprehensive 2D GCAgustin A.No ratings yet
- Practical OintmentDocument5 pagesPractical OintmentmdsajidaaliNo ratings yet
- Electro-Static Discharge (ESD) in Turbine Oils: © 2015 Exxon Mobil Corporation. All Rights ReserveDocument14 pagesElectro-Static Discharge (ESD) in Turbine Oils: © 2015 Exxon Mobil Corporation. All Rights Reserve'Izzad AfifNo ratings yet
- Primary Progression Test Stage 4 Science Paper 1Document16 pagesPrimary Progression Test Stage 4 Science Paper 1v.donv1100% (4)
- Lec 1Document48 pagesLec 1Alwin Anno SastraNo ratings yet
- Comparative Study On Behaviour of Hot and Cold Formed Steel Sections Under Flexure IJERTCONV5IS13158Document9 pagesComparative Study On Behaviour of Hot and Cold Formed Steel Sections Under Flexure IJERTCONV5IS13158samsurendran_mech4020No ratings yet
- Acoustics - Determination of Occupational Noise Exposure - Engineering Method (ISO 9612:2009)Document15 pagesAcoustics - Determination of Occupational Noise Exposure - Engineering Method (ISO 9612:2009)kalyan1990No ratings yet
- FADECDocument20 pagesFADECprasannabalaji0% (1)
- Review Questions: 3. The Cyclist Has A Mass of 50 KG and Is Accelerating at 0.9 M/sDocument8 pagesReview Questions: 3. The Cyclist Has A Mass of 50 KG and Is Accelerating at 0.9 M/sMohamedNo ratings yet
- Dewmark Concrete LoadsDocument2 pagesDewmark Concrete LoadsAfghan Turk DecoratorNo ratings yet
- Odelling A Cassette Tape Rewinding ProcessDocument5 pagesOdelling A Cassette Tape Rewinding Processbruno marquesi quentinNo ratings yet
- Steel Properties (Notes)Document27 pagesSteel Properties (Notes)ellesor macalamNo ratings yet