You might also like
- Viruses and The Evolution of Life - Luis P. VillarrealDocument258 pagesViruses and The Evolution of Life - Luis P. VillarrealMarko Krstić100% (2)
- Field Welding of Casing To WellheadsDocument2 pagesField Welding of Casing To Wellheadsabrar100% (2)
- Bear - Public - JFEBEAR-TP-M-101 Rev3 Field Inspection of JFEBEARDocument5 pagesBear - Public - JFEBEAR-TP-M-101 Rev3 Field Inspection of JFEBEARGabriel Ibarra100% (2)
- Summary of Differences PSL 1 and PSL 2 (Based On API 5L Edition 43)Document1 pageSummary of Differences PSL 1 and PSL 2 (Based On API 5L Edition 43)Buddy EkoNo ratings yet
- Example BHA Tally Directional Drilling 12.25 SectionDocument2 pagesExample BHA Tally Directional Drilling 12.25 Sectionfauzanhaq1602100% (1)
- Plug-And Abandonment BasicsDocument37 pagesPlug-And Abandonment Basicsakonuche100% (2)
- Charles Stevenson - On What Is PoemDocument35 pagesCharles Stevenson - On What Is PoemFilip Nikolić100% (1)
- Algebra 2 Unit 5 Real World ProjectDocument7 pagesAlgebra 2 Unit 5 Real World Projectjessicarrudolph67% (3)
- SB Drill CollarDocument51 pagesSB Drill CollarJeff ZhangNo ratings yet
- Casinghardware Saga Trade Product RDocument37 pagesCasinghardware Saga Trade Product RTombongNo ratings yet
- Hole Openers NS 1 A4 WatermarkedDocument13 pagesHole Openers NS 1 A4 Watermarkedislam atifNo ratings yet
- 9 - What Is A Special Drift CasingDocument2 pages9 - What Is A Special Drift CasingLuis David Concha CastilloNo ratings yet
- Leopard General and in Stal Tion InformationDocument18 pagesLeopard General and in Stal Tion InformationChandrasekhar SonarNo ratings yet
- Extreme CasingDocument1 pageExtreme CasingEleonora LetorNo ratings yet
- Rotary Shouldered Connections BMCPDocument37 pagesRotary Shouldered Connections BMCPOGIS MKNo ratings yet
- 20-1718 Rig Tongs AOTDocument10 pages20-1718 Rig Tongs AOTRahul M.R100% (1)
- Seal-Lock Apex: All Pressure EnvironmentsDocument8 pagesSeal-Lock Apex: All Pressure EnvironmentsHunter100% (1)
- Failure Analysis of IEU Drill Pipe Wash OutDocument6 pagesFailure Analysis of IEU Drill Pipe Wash OutDerry RahmaNo ratings yet
- Cementing Tools: General RequirementsDocument4 pagesCementing Tools: General Requirementsislam atifNo ratings yet
- Prem ConnectionDocument2 pagesPrem ConnectionJan Arild SkappelNo ratings yet
- 10 37 00 1110 NS 1 A4 WatermarkedDocument7 pages10 37 00 1110 NS 1 A4 Watermarkedislam atif100% (1)
- Tool Joint Data Assembly Data: Drill Pipe Data TablesDocument5 pagesTool Joint Data Assembly Data: Drill Pipe Data TablesSefa AslanhanNo ratings yet
- Visual SL APEXDocument3 pagesVisual SL APEXOscar Gomez Gonzalez100% (1)
- 10.750 in 73.20 PPF 0.672 in SM-C110 VAM KSX SC75 Ref.13-04-17Document1 page10.750 in 73.20 PPF 0.672 in SM-C110 VAM KSX SC75 Ref.13-04-17Ahmed ElwanyNo ratings yet
- International Limited: Drill Collar Inspection ReportDocument3 pagesInternational Limited: Drill Collar Inspection ReportMichael OkwuwaNo ratings yet
- Used Drill Pipe BuggyDocument4 pagesUsed Drill Pipe BuggyJohn DolanNo ratings yet
- Sub-Spec 023 - Tenaris DSTJ, WT™Document4 pagesSub-Spec 023 - Tenaris DSTJ, WT™Josue FishNo ratings yet
- Wedge 563 Brochure OKDocument32 pagesWedge 563 Brochure OKNico Pan100% (1)
- IV-0794-20 CROSS OVER Pin-Box 05807HDocument1 pageIV-0794-20 CROSS OVER Pin-Box 05807Hivan dario benavides bonillaNo ratings yet
- DrillPipe, 80%, 3.500 OD, 0.449 Wall, EU, G-105.. XT39 (4.938 X 2.563) PDFDocument3 pagesDrillPipe, 80%, 3.500 OD, 0.449 Wall, EU, G-105.. XT39 (4.938 X 2.563) PDFGarcia C L Alberto100% (1)
- 9 - 58in T95 VamTop Connection DatasheetDocument1 page9 - 58in T95 VamTop Connection DatasheetJulo Desmazures100% (1)
- HT and XT Running and Handling SeminarDocument38 pagesHT and XT Running and Handling SeminarNhoj AicragNo ratings yet
- 9 - Single Joint ElevatorDocument2 pages9 - Single Joint ElevatorleoNo ratings yet
- Drilling Hole Opener WebDocument2 pagesDrilling Hole Opener WebBehrangNo ratings yet
- Drill Collar According To DS1Document1 pageDrill Collar According To DS1Hayder Habib100% (1)
- Iv-0778-20 Junk Mill A02002aDocument1 pageIv-0778-20 Junk Mill A02002aivan dario benavides bonilla100% (1)
- Fox Public Fox-Tp-M-101 Field InspectionDocument5 pagesFox Public Fox-Tp-M-101 Field InspectionJoseph MidouNo ratings yet
- VAM Catalog 2011Document116 pagesVAM Catalog 2011Anoop SVNo ratings yet
- API 8 Round ConnectionsDocument8 pagesAPI 8 Round Connectionsi oNo ratings yet
- API 5l Grade l245 PipesDocument1 pageAPI 5l Grade l245 PipesMitul MehtaNo ratings yet
- Handing Tools CPMCDocument32 pagesHanding Tools CPMCcristinelb100% (1)
- Manual: CDQ (S) Sucker Rod ElevatorsDocument5 pagesManual: CDQ (S) Sucker Rod ElevatorsDarshan MakwanaNo ratings yet
- Thread Gauges, Pitch & ToleranceDocument2 pagesThread Gauges, Pitch & ToleranceetritNo ratings yet
- Drill String Design Group 3Document15 pagesDrill String Design Group 3Anusha AnuNo ratings yet
- Tenaris Running Manual 01Document20 pagesTenaris Running Manual 01advantage025No ratings yet
- Pup JointsDocument1 pagePup JointsLuke Oliveira100% (1)
- FIP XT XTM PC 9.9 2009feb11 ExtDocument5 pagesFIP XT XTM PC 9.9 2009feb11 ExtSAntiago MorenoNo ratings yet
- Tubular Inspection Sheet - 2021-002 Pg.1Document1 pageTubular Inspection Sheet - 2021-002 Pg.1Aldrin HernandezNo ratings yet
- Visual Body, Visual Connections, Black Light Connections, Dimensional 3Document40 pagesVisual Body, Visual Connections, Black Light Connections, Dimensional 3Michael OkwuwaNo ratings yet
- Choke ManifoldDocument30 pagesChoke Manifoldjamil voraNo ratings yet
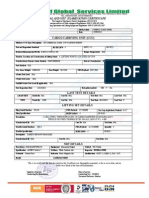
- Visual and NDT Examination Certificate: Cargo Carrying Unit (Ccu)Document1 pageVisual and NDT Examination Certificate: Cargo Carrying Unit (Ccu)Michael OkwuwaNo ratings yet
- Iv-0777-20 Junk Mill 43350KDocument1 pageIv-0777-20 Junk Mill 43350Kivan dario benavides bonillaNo ratings yet
- Chap EDocument44 pagesChap ERANJITH K PNo ratings yet
- NS-1-90. Dimensional InspectionDocument9 pagesNS-1-90. Dimensional InspectionWHWENNo ratings yet
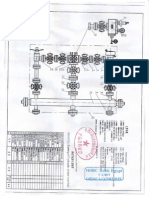
- 13.625 10K Double Cameron U BOP PDFDocument2 pages13.625 10K Double Cameron U BOP PDFAndung Suwarto100% (1)
- EMI Buggy Cal 5Document2 pagesEMI Buggy Cal 5John DolanNo ratings yet
- Troubleshooting RSC ConnectionThread ProblemsDocument3 pagesTroubleshooting RSC ConnectionThread ProblemsEDWIN M.PNo ratings yet
- Measurement While Drilling: Signal Analysis, Optimization and DesignFrom EverandMeasurement While Drilling: Signal Analysis, Optimization and DesignNo ratings yet
- Wave Propagation in Drilling, Well Logging and Reservoir ApplicationsFrom EverandWave Propagation in Drilling, Well Logging and Reservoir ApplicationsNo ratings yet
- ASTM D 1633-00 Standard Methods For Compressive Strength of Molded Soil-Cement CylindersDocument4 pagesASTM D 1633-00 Standard Methods For Compressive Strength of Molded Soil-Cement CylindersPablo Antonio Valcárcel VargasNo ratings yet
- Draft Is 13098 - Tube For Pneumatic TyresDocument10 pagesDraft Is 13098 - Tube For Pneumatic Tyrest_solanki2001No ratings yet
- Determination of Pack-Set Index of Portland Cement: Standard Test Method ForDocument5 pagesDetermination of Pack-Set Index of Portland Cement: Standard Test Method ForAhmed AlzubaidiNo ratings yet
- Life CycleDocument10 pagesLife CycleAquiles CarreraNo ratings yet
- Flexible Thermal CementDocument2 pagesFlexible Thermal CementAquiles CarreraNo ratings yet
- CementingDocument53 pagesCementingUgochukwu Fidelis100% (1)
- MCS Spacer Product BulletinDocument5 pagesMCS Spacer Product BulletinAquiles CarreraNo ratings yet
- CEMENTINGDocument4 pagesCEMENTINGAquiles CarreraNo ratings yet
- Paper Futur Self Healing CementDocument1 pagePaper Futur Self Healing CementAquiles CarreraNo ratings yet
- Kirksey - Squeeze CementingDocument37 pagesKirksey - Squeeze CementingAquiles CarreraNo ratings yet
- Level 9 ReviewDocument1 pageLevel 9 ReviewAquiles CarreraNo ratings yet
- International Portfolio DiversificationDocument20 pagesInternational Portfolio Diversificationsahil_kapoor6001No ratings yet
- Grade 3 GeometryDocument4 pagesGrade 3 Geometrypham doanNo ratings yet
- Maths Sample Paper 13Document4 pagesMaths Sample Paper 13Precisive OneNo ratings yet
- AlignedDocument19 pagesAlignedSofia Estrada100% (1)
- Peak Fitting in XpsDocument29 pagesPeak Fitting in XpsmodloiNo ratings yet
- SimDocument16 pagesSimPamela Pamittan100% (4)
- Shailaja Deshmukh (Auth.) - Multiple Decrement Models in Insurance - An Introduction Using R-Springer India (2012) PDFDocument229 pagesShailaja Deshmukh (Auth.) - Multiple Decrement Models in Insurance - An Introduction Using R-Springer India (2012) PDFkellyNo ratings yet
- Math Grade9 Quarter3 Week2 Module2Document6 pagesMath Grade9 Quarter3 Week2 Module2Sector SmolNo ratings yet
- RulmanKatalogu 2018 05 18 15 - 24 - 59Document336 pagesRulmanKatalogu 2018 05 18 15 - 24 - 59Alvaro Felipe CharlinNo ratings yet
- Time Series Interview QuestionsDocument7 pagesTime Series Interview QuestionsHadi RidaNo ratings yet
- DLL Math Q3 W8Document7 pagesDLL Math Q3 W8MARIA ANNA LOU PERENANo ratings yet
- Software Design Using C++: An Online BookDocument15 pagesSoftware Design Using C++: An Online BookSaqiba NoushinNo ratings yet
- Lec5 BLOB AnalysisDocument37 pagesLec5 BLOB AnalysisMark AdamikNo ratings yet
- 06 - Lab Report Analysis - SpeedDocument2 pages06 - Lab Report Analysis - Speedapi-262120176No ratings yet
- Math10 - Quarter 3 - Week 5 - Module 5: Page - 1Document4 pagesMath10 - Quarter 3 - Week 5 - Module 5: Page - 1gabrielbenedict fauniNo ratings yet
- BSC APRRIL2013Document16 pagesBSC APRRIL2013Pandiya Raj100% (1)
- Chapter 1: The Discipline of Systems EngineeringDocument31 pagesChapter 1: The Discipline of Systems EngineeringTrixiNo ratings yet
- 1st Lesson - Engineering HistoryDocument51 pages1st Lesson - Engineering HistoryAkisha FijoNo ratings yet
- 0107 (EC-604 For ECE)Document2 pages0107 (EC-604 For ECE)John SmithNo ratings yet
- Fourth Form Mathematics Module 6Document33 pagesFourth Form Mathematics Module 6Chet AckNo ratings yet
- Assignment1Document2 pagesAssignment1Manoj KumarNo ratings yet
- Problem Solving, Mathematical Investigation and Modeling Week 10 Find A PatternDocument2 pagesProblem Solving, Mathematical Investigation and Modeling Week 10 Find A PatternShiera Saletrero SimbajonNo ratings yet
- Suunto Altimax Vector XLander SLander ManualDocument380 pagesSuunto Altimax Vector XLander SLander ManualMaggie BadaracoNo ratings yet
- Wellbore Models GWELL, GWNACL, and HOLA User's Guide PDFDocument114 pagesWellbore Models GWELL, GWNACL, and HOLA User's Guide PDFWisnu ArdhiNo ratings yet
- H1 Physics - 8866 - 2013Document19 pagesH1 Physics - 8866 - 2013Deborah MalanumNo ratings yet
- ECEA106L EXP1 MATLAB and Complex Numbers PDFDocument4 pagesECEA106L EXP1 MATLAB and Complex Numbers PDFRex Jose O. Bagain0% (1)
- AssignmentDocument6 pagesAssignmentSwagata SharmaNo ratings yet