You might also like
- Ratio Analysis in Plastic IndustryDocument118 pagesRatio Analysis in Plastic Industryrajal dhinganiNo ratings yet
- Ramu Final ProjectDocument75 pagesRamu Final ProjectJayanth.75% (4)
- Organisation Study Report on Tulsyan NEC LtdDocument76 pagesOrganisation Study Report on Tulsyan NEC Ltdakanksha raghavNo ratings yet
- Organizational Study ReportDocument51 pagesOrganizational Study ReportYugandhar Kothapalli100% (1)
- A Study On Employee Absenteeism: Summer Training Project Report 2012Document37 pagesA Study On Employee Absenteeism: Summer Training Project Report 2012Anne CynthiyaNo ratings yet
- Final Project 1Document51 pagesFinal Project 1Imran KhanNo ratings yet
- Techno Tarp Polymers PVT LTDDocument63 pagesTechno Tarp Polymers PVT LTDMurtazaali BadriNo ratings yet
- Packaging in Chocolate IndustryDocument90 pagesPackaging in Chocolate IndustryPoulami De100% (1)
- Significance & Potential of Packaging in Chocolate IndustryDocument90 pagesSignificance & Potential of Packaging in Chocolate IndustryVishal Singh67% (3)
- "Stock Control and Inventory Management": Project Report OnDocument36 pages"Stock Control and Inventory Management": Project Report OnAradhana AndrewsNo ratings yet
- Kum.m.h.gardi School of It & ManagementDocument60 pagesKum.m.h.gardi School of It & ManagementJay PadhNo ratings yet
- Consumer BehaviorDocument78 pagesConsumer BehaviorVinathy PalleNo ratings yet
- Using Dupont Analysis To Assess The Financial Performance of The Selected Companies in The Plastic Industry in IndiaDocument21 pagesUsing Dupont Analysis To Assess The Financial Performance of The Selected Companies in The Plastic Industry in IndiaMukesh D.MNo ratings yet
- Mittal School of Business Faculty of BBA Name of The Faculty Member MR. JIVANJOT SINGHDocument11 pagesMittal School of Business Faculty of BBA Name of The Faculty Member MR. JIVANJOT SINGHHarshit GuptaNo ratings yet
- Northern India Plastics Conference Focusing on PlasticultureDocument62 pagesNorthern India Plastics Conference Focusing on PlasticultureSanjay Kumar ShahiNo ratings yet
- New Horizons For Indian: Plastics Processing IndustryDocument36 pagesNew Horizons For Indian: Plastics Processing IndustryyogiagrNo ratings yet
- Project Report: in Partial Fulfillment of The Requirement of The Award For The Degree ofDocument42 pagesProject Report: in Partial Fulfillment of The Requirement of The Award For The Degree ofYogesh AnaghanNo ratings yet
- Group 3 - PAFC Report NewDocument29 pagesGroup 3 - PAFC Report NewHimanshu MaanNo ratings yet
- Textile IndustryDocument44 pagesTextile Industry01mrvikashNo ratings yet
- Business Study On Plastic Industry New FormatDocument52 pagesBusiness Study On Plastic Industry New Formatimdeepak1No ratings yet
- Pawan Vaishnav Project ReportDocument59 pagesPawan Vaishnav Project ReportPawan VaishnavNo ratings yet
- Inventory - Management Project NewDocument39 pagesInventory - Management Project NewAradhana AndrewsNo ratings yet
- Ict Application in Textile IndustryDocument50 pagesIct Application in Textile Industry01mrvikashNo ratings yet
- W&P Paper Manufacturing and Ideas For An Overall Sustainable ProcessDocument55 pagesW&P Paper Manufacturing and Ideas For An Overall Sustainable ProcessDinesh ChahalNo ratings yet
- Project ReportDocument18 pagesProject Reportprahladjoshi100% (1)
- Comprehensive Study of Inventory Management at Shree Jagdambe Paper MillsDocument95 pagesComprehensive Study of Inventory Management at Shree Jagdambe Paper Millsmshubhangini0% (1)
- Chapter-1: Part A: About Industry Part B: Company Profile Part C: About The TopicDocument56 pagesChapter-1: Part A: About Industry Part B: Company Profile Part C: About The TopicTuhin RoyNo ratings yet
- Methods of Training and Development at Mahajan OverseasDocument83 pagesMethods of Training and Development at Mahajan OverseasCA Reena DhawanNo ratings yet
- KKKKKKKKDocument49 pagesKKKKKKKKkirankalkii44No ratings yet
- Knowledge & Strategy Partner: A report on Plastics Industry in Northern IndiaDocument43 pagesKnowledge & Strategy Partner: A report on Plastics Industry in Northern Indiamugu 55No ratings yet
- Internship Report Stanley KarunyaDocument61 pagesInternship Report Stanley Karunyajerin joshyNo ratings yet
- "Customer Satisfaction Towards Reliance JioDocument77 pages"Customer Satisfaction Towards Reliance JioFaisal khan100% (3)
- KAILASH SOMNATHE 4th Sem Training Report On Eureka Forbes LTDDocument54 pagesKAILASH SOMNATHE 4th Sem Training Report On Eureka Forbes LTDKailash SomnatheNo ratings yet
- Chapter 1Document65 pagesChapter 1Nitesh NagdevNo ratings yet
- Final Project MrunalDocument53 pagesFinal Project MrunalPravin RamtekeNo ratings yet
- Working Capital Management of Sujala Pipes Pvt LtdDocument70 pagesWorking Capital Management of Sujala Pipes Pvt Ltdrkray78No ratings yet
- Research and Development in Textiles and Its Importance in Present ScenarioDocument5 pagesResearch and Development in Textiles and Its Importance in Present ScenarioTowhid Ul IslamNo ratings yet
- BIETDocument43 pagesBIETAvinash GunnaNo ratings yet
- Exports and Imports Procedures at GTN Industries, HyderabadDocument103 pagesExports and Imports Procedures at GTN Industries, HyderabadlakshmanlakhsNo ratings yet
- Packaging Industry ReportDocument44 pagesPackaging Industry ReportKunalNo ratings yet
- Country Paper: Indonesia: Part 1Document7 pagesCountry Paper: Indonesia: Part 1ADBI EventsNo ratings yet
- Plastic-Packaging-Report FICCI Jan 2016 PDFDocument44 pagesPlastic-Packaging-Report FICCI Jan 2016 PDFamp0201No ratings yet
- Operation Management Individual AssignmentDocument12 pagesOperation Management Individual AssignmentShao WeiNo ratings yet
- Export Procedure and Documentation at Nitin Spinners LtdDocument58 pagesExport Procedure and Documentation at Nitin Spinners LtdAnil ChandelNo ratings yet
- Eagle Report 4Document34 pagesEagle Report 4Priya Pawar100% (1)
- Project StudyDocument50 pagesProject StudyMohamedAlamiNo ratings yet
- Marketing Plan for Biodegradable Poly BagsDocument27 pagesMarketing Plan for Biodegradable Poly BagsSamia Ilma TarshaanNo ratings yet
- PROindia Internship Document by VivekDocument47 pagesPROindia Internship Document by VivekVivek. PatelNo ratings yet
- National Plastic Policy 2020Document26 pagesNational Plastic Policy 2020Sari YaahNo ratings yet
- Plastics and Polymer EngineeringDocument4 pagesPlastics and Polymer Engineeringsuranjana26No ratings yet
- Department of Business AdministrationDocument31 pagesDepartment of Business AdministrationAyush BishtNo ratings yet
- Divya ReportDocument73 pagesDivya Reportikeshav003No ratings yet
- LBJDocument52 pagesLBJLibson Babu JosephNo ratings yet
- Plastindia 2015 Promises Opportunities For Growth and Success To The Southern Region of IndiaDocument1 pagePlastindia 2015 Promises Opportunities For Growth and Success To The Southern Region of IndiaErica JohnsonNo ratings yet
- Organisational Study: Chapter: 1 Introduction To The StudyDocument70 pagesOrganisational Study: Chapter: 1 Introduction To The StudyLikhin MLNo ratings yet
- Training and DevelopmentDocument50 pagesTraining and Developmentbharat bhushanNo ratings yet
- Gayathri MBA ThesisDocument112 pagesGayathri MBA ThesisAparnaa DuraiswamyNo ratings yet
- Ank KKK Final ProjDocument58 pagesAnk KKK Final ProjAnkit mishraNo ratings yet
- Recycled Polyester: Manufacturing, Properties, Test Methods, and IdentificationFrom EverandRecycled Polyester: Manufacturing, Properties, Test Methods, and IdentificationNo ratings yet
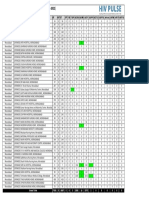
- MORADABAD-HIV-PULSE Summary Report-3Document1 pageMORADABAD-HIV-PULSE Summary Report-3Monty SharmaNo ratings yet
- Mda Office FcfsDocument3 pagesMda Office Fcfsveeru3406No ratings yet
- Bca-107 Unit4 TmuDocument95 pagesBca-107 Unit4 TmuMonty SharmaNo ratings yet
- 1707303618Document4 pages1707303618Monty SharmaNo ratings yet
- Finalllll ReportttttttDocument73 pagesFinalllll ReportttttttMonty SharmaNo ratings yet
- INTERN ROLE DURING INTERNSHIP NewDocument16 pagesINTERN ROLE DURING INTERNSHIP NewMonty SharmaNo ratings yet
- Index of SQL Queries and OutputDocument17 pagesIndex of SQL Queries and OutputMonty SharmaNo ratings yet
- Clean Minimal Black and White Design ResumeDocument1 pageClean Minimal Black and White Design ResumeMonty SharmaNo ratings yet
- PC Niapolicyschedulecirtificatepc 59647646Document3 pagesPC Niapolicyschedulecirtificatepc 59647646Monty SharmaNo ratings yet
- 4-Tarrique Mudassir Project ReportDocument37 pages4-Tarrique Mudassir Project ReportMonty SharmaNo ratings yet
- A Project Report ON: Performance Appraisal Practices in OngcDocument74 pagesA Project Report ON: Performance Appraisal Practices in Ongcsaini_neeru310% (1)
- Mahatma Jyotiba Phule Rohilkhand University, Bareilly: Hussain/Naeem AkhtarDocument2 pagesMahatma Jyotiba Phule Rohilkhand University, Bareilly: Hussain/Naeem AkhtarMonty SharmaNo ratings yet
- DEVELOPMENT OF VEGAN FIBRE RICH PRODUCT AND IT’S POTENCY EVALUATIONDocument25 pagesDEVELOPMENT OF VEGAN FIBRE RICH PRODUCT AND IT’S POTENCY EVALUATIONMonty SharmaNo ratings yet
- 1 - ADITYA Project ReportDocument42 pages1 - ADITYA Project ReportMonty SharmaNo ratings yet
- 3-PAVAN GAUTAM Project ReportDocument37 pages3-PAVAN GAUTAM Project ReportMonty SharmaNo ratings yet
- 4-Tarrique Mudassir Project ReportDocument37 pages4-Tarrique Mudassir Project ReportMonty SharmaNo ratings yet
- 3-PAVAN GAUTAM Project ReportDocument37 pages3-PAVAN GAUTAM Project ReportMonty SharmaNo ratings yet
- Department of Periodontology Case HistoryDocument10 pagesDepartment of Periodontology Case HistoryMonty SharmaNo ratings yet
- 4-Tarrique Mudassir Project ReportDocument37 pages4-Tarrique Mudassir Project ReportMonty SharmaNo ratings yet
- 1-Fahad Project ReportDocument37 pages1-Fahad Project ReportMonty SharmaNo ratings yet
- 3-PAVAN GAUTAM Project ReportDocument37 pages3-PAVAN GAUTAM Project ReportMonty SharmaNo ratings yet
- Study on Recycled Aggregate in ConcreteDocument37 pagesStudy on Recycled Aggregate in ConcreteMonty SharmaNo ratings yet
- A Market Survey Report ON: "Comparative Study Between Lo'Real and Tresemme Shampoo"Document3 pagesA Market Survey Report ON: "Comparative Study Between Lo'Real and Tresemme Shampoo"Monty SharmaNo ratings yet
- Jai Bhatnagar ReportDocument33 pagesJai Bhatnagar ReportMonty SharmaNo ratings yet
- ContentsDocument1 pageContentsMonty SharmaNo ratings yet
- Harmful Cultural Practices During Perinatal Period and Associated Factors Among Women of Hildbearing Age in Southern Ethiopia: Community Based Cross-Sectional StudyDocument8 pagesHarmful Cultural Practices During Perinatal Period and Associated Factors Among Women of Hildbearing Age in Southern Ethiopia: Community Based Cross-Sectional StudyMonty SharmaNo ratings yet
- How Nutrition and Sleep Impact Each OtherDocument14 pagesHow Nutrition and Sleep Impact Each OtherMonty SharmaNo ratings yet
- Sapna 1Document33 pagesSapna 1Monty SharmaNo ratings yet
- Class - 2 General Knowledge - Currency: It's Symbol Is and Code Is USD. Dollar Is The MostDocument4 pagesClass - 2 General Knowledge - Currency: It's Symbol Is and Code Is USD. Dollar Is The MostMonty SharmaNo ratings yet
- GGGS - Because YOU Deserve The BESTDocument3 pagesGGGS - Because YOU Deserve The BESTMonty SharmaNo ratings yet
- Crude Oil Pipeline CalculationDocument104 pagesCrude Oil Pipeline CalculationHendra Yudistira100% (3)
- AtomsDocument2 pagesAtomsJullienne Noreen AnchetaNo ratings yet
- Interactive Textbook 5 PDF Elelments 3 1Document5 pagesInteractive Textbook 5 PDF Elelments 3 1api-240094705No ratings yet
- Aim, Problem Statement, HypothesiesDocument1 pageAim, Problem Statement, Hypothesieslh_mooNo ratings yet
- Crude Distillation and Hydrogen Production Process RequirementsDocument14 pagesCrude Distillation and Hydrogen Production Process RequirementskrishnaNo ratings yet
- Poly Vinyl ChlorideDocument2 pagesPoly Vinyl ChlorideGłfghh GhklNo ratings yet
- Investigation of Technical and Economic Aspects For Methanol Production Through CO2 Hydrogenation PDFDocument13 pagesInvestigation of Technical and Economic Aspects For Methanol Production Through CO2 Hydrogenation PDFCarlosNo ratings yet
- Gas Liquid ChromotographyDocument29 pagesGas Liquid Chromotographyscicws1133No ratings yet
- Mattres SV2 Operator's ManualDocument388 pagesMattres SV2 Operator's ManualCfim S.A.SNo ratings yet
- Che Practice Questions: CPQ Set 1Document5 pagesChe Practice Questions: CPQ Set 1Jerome Javier0% (1)
- CBSE Sample Paper Class 7 Science Set 3Document5 pagesCBSE Sample Paper Class 7 Science Set 3Sumanta Pan100% (1)
- H-Industrial Pumps Part 2Document28 pagesH-Industrial Pumps Part 2yerinNo ratings yet
- Limestone Sourcing Study - Rev00Document146 pagesLimestone Sourcing Study - Rev00Parasuram PadmanabhanNo ratings yet
- Modeling Biologics, Antibodies & ProteinsDocument2 pagesModeling Biologics, Antibodies & Proteinsthamizh555No ratings yet
- Nano/Microparticles For Retina and Posterior Diseases: Anita Patel, Jayvadan K. Patel, and Elie Beit-YannaiDocument24 pagesNano/Microparticles For Retina and Posterior Diseases: Anita Patel, Jayvadan K. Patel, and Elie Beit-YannaiFer RodriguezNo ratings yet
- Quiz 2. Fundamentals of SurveyingDocument2 pagesQuiz 2. Fundamentals of SurveyingJed BanzalesNo ratings yet
- Essentials of Human Anatomy and Physiology 12th Edition Marieb Test BankDocument26 pagesEssentials of Human Anatomy and Physiology 12th Edition Marieb Test BankKevinRobertsbfak100% (46)
- ACI 318M-19 Exposure CategoriesDocument9 pagesACI 318M-19 Exposure CategoriesMohammed AminNo ratings yet
- EvaporationDocument9 pagesEvaporationKim Tag-at YbañezNo ratings yet
- Chapter 1 - Matter in Our SurroundingsDocument8 pagesChapter 1 - Matter in Our SurroundingsJitendra ChandelNo ratings yet
- Prepreg - PRF CompositesDocument3 pagesPrepreg - PRF CompositesOoj GenNo ratings yet
- Biology B2 Unit Opener 2Document1 pageBiology B2 Unit Opener 2PaulNo ratings yet
- TinDocument16 pagesTinzidaaanNo ratings yet
- In Depth Oil and Water SeparationDocument5 pagesIn Depth Oil and Water SeparationSerkan YukselNo ratings yet
- Fundamentals of Nuclear Engineering - (5.1 Choice of Coolant) PDFDocument1 pageFundamentals of Nuclear Engineering - (5.1 Choice of Coolant) PDFJagdeep SekhonNo ratings yet
- Nov PistonsDocument2 pagesNov PistonsRICARDO REYESNo ratings yet
- 9501-PP-QA-009 Piping Leak Test Procedure R-0Document27 pages9501-PP-QA-009 Piping Leak Test Procedure R-0Josh RuddyNo ratings yet
- Summer Back Paper Date SheetDocument85 pagesSummer Back Paper Date SheetKaustubh RatanNo ratings yet
- Phonon VibrationsDocument12 pagesPhonon Vibrationspricil99No ratings yet