You might also like
- Class Opening Preparations Status ReportDocument3 pagesClass Opening Preparations Status ReportMaria Theresa Buscato86% (7)
- CBT QuestionsDocument20 pagesCBT Questionsmohammed amjad ali100% (1)
- Is 15741 2007Document12 pagesIs 15741 2007Srinivas Chary100% (1)
- 10aDocument18 pages10aphanisai100% (5)
- Soap Structure and Phase Behavior: Michael Hill' and Teanoosh Moaddel'Document20 pagesSoap Structure and Phase Behavior: Michael Hill' and Teanoosh Moaddel'Kunwar Apoorva SinghNo ratings yet
- A61C00100 Communication and Employee Engagement by Mary Welsh 2Document19 pagesA61C00100 Communication and Employee Engagement by Mary Welsh 2Moeshfieq WilliamsNo ratings yet
- Bar Soap Finishing GuideDocument84 pagesBar Soap Finishing GuideHana NisrinaNo ratings yet
- MEP Expert Guide Sieving enDocument52 pagesMEP Expert Guide Sieving enM. Ali ParvezNo ratings yet
- Pesticides Manufacturing PDFDocument4 pagesPesticides Manufacturing PDFwakasensei99No ratings yet
- Formulation and Evaluation of Herbal Fairness CreaDocument7 pagesFormulation and Evaluation of Herbal Fairness CreashrikantmsdNo ratings yet
- Commercial Pharmaceutical FormulationsDocument38 pagesCommercial Pharmaceutical FormulationsSam WanneNo ratings yet
- MI 2008-30e Acid CellulasesDocument3 pagesMI 2008-30e Acid CellulasesCarlos Rodríguez GandarillasNo ratings yet
- Formulation of Antiviral Wet WipesDocument9 pagesFormulation of Antiviral Wet Wipeswoman in stemNo ratings yet
- What Is Lubricant OilDocument5 pagesWhat Is Lubricant OilAicel Mari Castor PortugalNo ratings yet
- Soap Mixer Machine GuideDocument2 pagesSoap Mixer Machine GuidedwiseptichanNo ratings yet
- 2015 Montan Waxes and Special Wax Blends For Car Polish Base Formulations enDocument11 pages2015 Montan Waxes and Special Wax Blends For Car Polish Base Formulations enMohsen GolmohammadiNo ratings yet
- Customizable Plodders for Soap ProductionDocument2 pagesCustomizable Plodders for Soap ProductionTorsten KnackstedtNo ratings yet
- Sizing Agents & Desizing RequirementsDocument23 pagesSizing Agents & Desizing Requirementstkr163No ratings yet
- Lubricants ingredients guideDocument8 pagesLubricants ingredients guidemilitiamon100% (1)
- Comparison of Palm-And Tallow-Based Soaps: Specifications, Formulations, and PerformanceDocument33 pagesComparison of Palm-And Tallow-Based Soaps: Specifications, Formulations, and PerformanceSandra Costa BrasNo ratings yet
- Shisha Charcoal and Honeycomb Process FlowDocument12 pagesShisha Charcoal and Honeycomb Process FlowDhiangga JauharyNo ratings yet
- Desmet Ballestra - Mazzoni LBDocument16 pagesDesmet Ballestra - Mazzoni LBAhmed KhaledNo ratings yet
- Slow Release FertilizerDocument17 pagesSlow Release FertilizerKATHIRIYA NIKUNJNo ratings yet
- Personal Care Product Range Latin America English VersionDocument8 pagesPersonal Care Product Range Latin America English VersionAlfonso PeñarandaNo ratings yet
- Foam DyeingDocument23 pagesFoam DyeingMr.X100% (1)
- Waxes Are A Diverse Class of Organic Compounds That Are Hydrophobic, MalleableDocument5 pagesWaxes Are A Diverse Class of Organic Compounds That Are Hydrophobic, MalleableAmmar SiddiquiNo ratings yet
- LipstickDocument10 pagesLipstickFarez ZainudinNo ratings yet
- Soap, Soap/Synthetic, and Synthetic Laundry Bars: A Concise OverviewDocument17 pagesSoap, Soap/Synthetic, and Synthetic Laundry Bars: A Concise OverviewKunwar Apoorva SinghNo ratings yet
- Comperlan® 100: Product Data SheetDocument2 pagesComperlan® 100: Product Data SheetR Bunardi100% (1)
- Surfactant BrochureDocument8 pagesSurfactant BrochureRaj Aryan YadavNo ratings yet
- TexCare SRN 100 and 170Document4 pagesTexCare SRN 100 and 170Nikesh Shah100% (1)
- Application of Enzymes in TextilesDocument7 pagesApplication of Enzymes in TextilesSENTHIL KUMARNo ratings yet
- Dhara Soap and CosmeticsDocument10 pagesDhara Soap and CosmeticszalaksNo ratings yet
- Final Soap Production 1Document13 pagesFinal Soap Production 1SuvamNo ratings yet
- Zein Test, Foam TestDocument9 pagesZein Test, Foam Testaakansha patilNo ratings yet
- Air Freshener MsdsDocument6 pagesAir Freshener MsdsRiazBasrahNo ratings yet
- Propylene Carbonate at Dow ChemicalsDocument6 pagesPropylene Carbonate at Dow Chemicalsjangri1098No ratings yet
- Formulation of Ash Based Dish Wash Bars and Their Studies On Bacteria Removal EfficiencyDocument8 pagesFormulation of Ash Based Dish Wash Bars and Their Studies On Bacteria Removal EfficiencyabubekerNo ratings yet
- Business PlanDocument21 pagesBusiness PlanjuttananuNo ratings yet
- Guideline For Stability StudiesDocument2 pagesGuideline For Stability Studiestopguitar100% (2)
- STEPOSOL CITRI-MET Household Cleaning Application Guide v7Document2 pagesSTEPOSOL CITRI-MET Household Cleaning Application Guide v7Seau Vin NeeNo ratings yet
- SC2042Document4 pagesSC2042A MahmoodNo ratings yet
- Lnci Technical Information: Altranol-NoviDocument4 pagesLnci Technical Information: Altranol-Novithe griffendorsNo ratings yet
- Reduce foam and air in pulp and paper mills using defoamersDocument3 pagesReduce foam and air in pulp and paper mills using defoamersMr. JahirNo ratings yet
- Soap, Cosmetics, ProductionDocument34 pagesSoap, Cosmetics, ProductionEmmaNo ratings yet
- Cash Chemist Project Report PhenolDocument13 pagesCash Chemist Project Report Phenolsauravv7No ratings yet
- HPC-00-06 - RedepositionDocument5 pagesHPC-00-06 - Redepositionacoim100% (2)
- Profil EngDocument52 pagesProfil EngReza RhiNo ratings yet
- Dokumen - Tips Guideline Formulations Mediaproduct Centercoa Strong Hold Styling GelDocument40 pagesDokumen - Tips Guideline Formulations Mediaproduct Centercoa Strong Hold Styling GelJohn BansahNo ratings yet
- Softener, Textile FinishingDocument4 pagesSoftener, Textile FinishingArif NursyabaniNo ratings yet
- Antiespumante Xiameter Afe-2210 EmulsionDocument4 pagesAntiespumante Xiameter Afe-2210 EmulsionOnesany TecnologiasNo ratings yet
- Citric Acid:ALL ABOUT TEXTILEDocument12 pagesCitric Acid:ALL ABOUT TEXTILEImran AnwarNo ratings yet
- Carpet Shampoo HCLF23Document1 pageCarpet Shampoo HCLF23Gurinder SinghNo ratings yet
- Formulation of Sales ProgramDocument11 pagesFormulation of Sales Programramanrockstar21No ratings yet
- DetergentpowderDocument11 pagesDetergentpowdermahadevsoapworks.2022No ratings yet
- Formulation of Rice Flour BiscuitDocument10 pagesFormulation of Rice Flour BiscuitLaksilu Viduraga Peiris100% (1)
- Dishwasher Explanation TextDocument3 pagesDishwasher Explanation TextMai - Patcharee RushNo ratings yet
- 6 Warna Water Based Inkjet InkDocument21 pages6 Warna Water Based Inkjet InksabunbeningNo ratings yet
- Dowcorning Emulsifiers PDFDocument7 pagesDowcorning Emulsifiers PDFAbdul WasayNo ratings yet
- Proses Lubricating OilDocument5 pagesProses Lubricating OilridanormaNo ratings yet
- Emulsified and Special MixturesDocument26 pagesEmulsified and Special MixturesharNo ratings yet
- NC WolfDocument60 pagesNC WolfRachidFilahiNo ratings yet
- Handbook of Vinyl FormulatingFrom EverandHandbook of Vinyl FormulatingRichard F GrossmanRating: 3 out of 5 stars3/5 (1)
- Soap, Soap/Synthetic, and Synthetic Laundry Bars: A Concise OverviewDocument17 pagesSoap, Soap/Synthetic, and Synthetic Laundry Bars: A Concise OverviewKunwar Apoorva SinghNo ratings yet
- Index: See Also Mush See Soap Base See Zeta PhaseDocument19 pagesIndex: See Also Mush See Soap Base See Zeta PhaseKunwar Apoorva SinghNo ratings yet
- Multicolored and Multicomponent Soap Manufacturing Systems: Luis SpitzDocument26 pagesMulticolored and Multicomponent Soap Manufacturing Systems: Luis SpitzKunwar Apoorva SinghNo ratings yet
- Front Matter - 2016 - Soap Manufacturing TechnologyDocument2 pagesFront Matter - 2016 - Soap Manufacturing TechnologyKunwar Apoorva SinghNo ratings yet
- Preface 2016 Soap-Manufacturing-TechnologyDocument1 pagePreface 2016 Soap-Manufacturing-TechnologyKunwar Apoorva SinghNo ratings yet
- 2Document1 page2HugoCabanillasNo ratings yet
- Glossary entry on soap calculationsDocument14 pagesGlossary entry on soap calculationsKunwar Apoorva SinghNo ratings yet
- 6 Semi Boiled and Integrated Saponification and 2016 Soap Manufacturing TeDocument16 pages6 Semi Boiled and Integrated Saponification and 2016 Soap Manufacturing TeKunwar Apoorva SinghNo ratings yet
- IndxDocument53 pagesIndxphanisaiNo ratings yet
- (Doi 10.1016 - B978!1!63067-065-8.50003-7) George, Edmund D. - Soap Manufacturing Technology - Formulation of Traditional Soap Cleansing SystemsDocument18 pages(Doi 10.1016 - B978!1!63067-065-8.50003-7) George, Edmund D. - Soap Manufacturing Technology - Formulation of Traditional Soap Cleansing Systemsyonna afriliaNo ratings yet
- 13Document21 pages13phanisaiNo ratings yet
- 12bDocument14 pages12bphanisai100% (1)
- 7 Soap Drying Systems 2016 Soap Manufacturing TechnologyDocument34 pages7 Soap Drying Systems 2016 Soap Manufacturing TechnologyKunwar Apoorva SinghNo ratings yet
- 5 - Transparent and Translucent Soaps PDFDocument10 pages5 - Transparent and Translucent Soaps PDFBianca AlvesNo ratings yet
- Soap Related Materials: Analysis andDocument18 pagesSoap Related Materials: Analysis andKunwar Apoorva SinghNo ratings yet
- 2 Soap Structure and Phase Behavior 2016 Soap Manufacturing TechnologyDocument20 pages2 Soap Structure and Phase Behavior 2016 Soap Manufacturing TechnologyKunwar Apoorva SinghNo ratings yet
- PrefDocument1 pagePrefKunwar Apoorva SinghNo ratings yet
- 16 PDFDocument19 pages16 PDFعمر الكوارتىNo ratings yet
- Manufacture of Multicolored and Multicomponent Soaps: Luis SpitzDocument14 pagesManufacture of Multicolored and Multicomponent Soaps: Luis SpitzKunwar Apoorva SinghNo ratings yet
- TocDocument1 pageTocphanisaiNo ratings yet
- Soap Manufacturing Technology: Acx SDocument2 pagesSoap Manufacturing Technology: Acx SKunwar Apoorva SinghNo ratings yet
- 09Document17 pages09phanisai83% (6)
- 07 PDFDocument19 pages07 PDFDaniel LaraNo ratings yet
- Previous Page: It ThatDocument18 pagesPrevious Page: It ThatKunwar Apoorva SinghNo ratings yet
- Continuous Saponification SystemsDocument26 pagesContinuous Saponification SystemsKunwar Apoorva SinghNo ratings yet
- Previous Page: Presses Soup ShapesDocument22 pagesPrevious Page: Presses Soup ShapesKunwar Apoorva SinghNo ratings yet
- 06 PDFDocument11 pages06 PDFSigi ArNo ratings yet
- Timber, PVCu and aluminium window and door hardware systemsDocument24 pagesTimber, PVCu and aluminium window and door hardware systemsOmul Fara NumeNo ratings yet
- ACL GRC Risk Manager - Usage Guide V1.1Document28 pagesACL GRC Risk Manager - Usage Guide V1.1Rohit ShettyNo ratings yet
- A ULTIMA ReleaseNotesAxiomV PDFDocument38 pagesA ULTIMA ReleaseNotesAxiomV PDFIVANALTAMARNo ratings yet
- WEEK 8. - Gen Math-PortfolioDocument12 pagesWEEK 8. - Gen Math-PortfolioOreo ProductionsNo ratings yet
- European Business in China Position Paper 2017 2018 (English Version)Document408 pagesEuropean Business in China Position Paper 2017 2018 (English Version)Prasanth RajuNo ratings yet
- Barelwiyah, Barelvi Chapter 1 (Part 2 of 5)Document31 pagesBarelwiyah, Barelvi Chapter 1 (Part 2 of 5)Dawah ChannelNo ratings yet
- District Wise List of Colleges Under The Juridiction of MRSPTU BathindaDocument13 pagesDistrict Wise List of Colleges Under The Juridiction of MRSPTU BathindaGurpreet SandhuNo ratings yet
- How Do I Prepare For Public Administration For IAS by Myself Without Any Coaching? Which Books Should I Follow?Document3 pagesHow Do I Prepare For Public Administration For IAS by Myself Without Any Coaching? Which Books Should I Follow?saiviswanath0990100% (1)
- 1571-1635319494618-Unit 04 Leadership and ManagementDocument48 pages1571-1635319494618-Unit 04 Leadership and ManagementdevindiNo ratings yet
- Operating Manual: Please Read These Operating Instructions Before Using Your FreedomchairDocument24 pagesOperating Manual: Please Read These Operating Instructions Before Using Your FreedomchairNETHYA SHARMANo ratings yet
- Political Engineering and Party Politics in Conflict-Prone SocietiesDocument18 pagesPolitical Engineering and Party Politics in Conflict-Prone SocietiesNashiba Dida-AgunNo ratings yet
- Telephone Triggered SwitchesDocument22 pagesTelephone Triggered SwitchesSuresh Shah100% (1)
- Getting the Most from Cattle Manure: Proper Application Rates and PracticesDocument4 pagesGetting the Most from Cattle Manure: Proper Application Rates and PracticesRamNocturnalNo ratings yet
- Evolution Packet FinalDocument24 pagesEvolution Packet FinalJoaquinNo ratings yet
- Monster Visual Discrimination CardsDocument9 pagesMonster Visual Discrimination CardsLanaNo ratings yet
- Akhmatova, Anna - 45 Poems With Requiem PDFDocument79 pagesAkhmatova, Anna - 45 Poems With Requiem PDFAnonymous 6N5Ew3No ratings yet
- GKInvest Market ReviewDocument66 pagesGKInvest Market ReviewjhonxracNo ratings yet
- ??????? ?? ??????Document29 pages??????? ?? ??????Aysha ShahabNo ratings yet
- 2010 HSC Exam PhysicsDocument42 pages2010 HSC Exam PhysicsVictor345No ratings yet
- Strategic Flexibility: The Evolving Paradigm of Strategic ManagementDocument3 pagesStrategic Flexibility: The Evolving Paradigm of Strategic Managementnanthini kanasanNo ratings yet
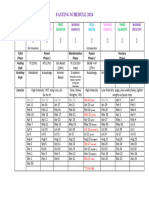
- Moon Fast Schedule 2024Document1 pageMoon Fast Schedule 2024mimiemendoza18No ratings yet
- Continuous Sampling PlanDocument2 pagesContinuous Sampling PlanAnonymous wA6NGuyklDNo ratings yet
- A Summer Internship Project ON " To Study The Supply Chain Management On Amul Fresh Products" AT GCMMF, AmulDocument19 pagesA Summer Internship Project ON " To Study The Supply Chain Management On Amul Fresh Products" AT GCMMF, AmulweetrydhNo ratings yet
- Vincent Ira B. Perez: Barangay Gulod, Calatagan, BatangasDocument3 pagesVincent Ira B. Perez: Barangay Gulod, Calatagan, BatangasJohn Ramsel Boter IINo ratings yet
- An Overview of The FUPLA 2 Tools: Project DatabaseDocument2 pagesAn Overview of The FUPLA 2 Tools: Project DatabaseJulio Cesar Rojas SaavedraNo ratings yet
- Admission Procedure For International StudentsDocument8 pagesAdmission Procedure For International StudentsAndreea Anghel-DissanayakaNo ratings yet
- Chapter 2 RM - Research ProcessDocument46 pagesChapter 2 RM - Research ProcesseyasuNo ratings yet