You might also like
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (589)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (842)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5806)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1091)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Quorn: Tool and Cutter GrinderDocument4 pagesQuorn: Tool and Cutter GrinderDan HendersonNo ratings yet
- 3000-DC-2090-4 - Standard Pipe Support DrawingDocument137 pages3000-DC-2090-4 - Standard Pipe Support DrawingAob AprilNo ratings yet
- Heat Input and Thickness Relation-CombinedDocument15 pagesHeat Input and Thickness Relation-CombinedAmanSharmaNo ratings yet
- Project: Proposed New Buildings For Iit Madras Research Park, Chennai. Tender Package: Façade Works Bill of Quantities As Per BoqDocument3 pagesProject: Proposed New Buildings For Iit Madras Research Park, Chennai. Tender Package: Façade Works Bill of Quantities As Per Boqbalram4u0% (1)
- SMAW NC I CBLM CoreDocument146 pagesSMAW NC I CBLM CoreSeniorito Louiesito100% (2)
- Ultimate Star RollerDocument8 pagesUltimate Star RollerOlindo D'AndreaNo ratings yet
- Star Cutting ToolsDocument4 pagesStar Cutting ToolsOlindo D'AndreaNo ratings yet
- Shell Builders WorkbenchDocument6 pagesShell Builders WorkbenchOlindo D'AndreaNo ratings yet
- Simple Spiking Horses You Can Build: Tool Tip..Document4 pagesSimple Spiking Horses You Can Build: Tool Tip..Olindo D'AndreaNo ratings yet
- Making End DisksDocument5 pagesMaking End DisksOlindo D'AndreaNo ratings yet
- Match Making FrameDocument5 pagesMatch Making FrameOlindo D'AndreaNo ratings yet
- Crossette Productivity Tools: Tool Tip..Document11 pagesCrossette Productivity Tools: Tool Tip..Olindo D'AndreaNo ratings yet
- Making A Cross Match Punch: Tool Tip..Document2 pagesMaking A Cross Match Punch: Tool Tip..Olindo D'AndreaNo ratings yet
- Build Your Own Corning Machine: Tool Tip..Document9 pagesBuild Your Own Corning Machine: Tool Tip..Olindo D'AndreaNo ratings yet
- 4in Comet PumpDocument6 pages4in Comet PumpOlindo D'AndreaNo ratings yet
- Presentasi Marine Paint2Document46 pagesPresentasi Marine Paint2Wagiyanto MulyaNo ratings yet
- Ges en SPC CC 0005 8Document24 pagesGes en SPC CC 0005 8Muhammad YahdimanNo ratings yet
- SL 413Document2 pagesSL 413Tim CuypersNo ratings yet
- Kerf WidthDocument6 pagesKerf WidthlarryNo ratings yet
- Zero Defects Reference PFMEA IndexDocument2 pagesZero Defects Reference PFMEA IndexMani Rathinam RajamaniNo ratings yet
- DJJ 10033-Chapter 7.2Document47 pagesDJJ 10033-Chapter 7.2pm/ mediaNo ratings yet
- Clean Agent Suppression System Method of Statement PDFDocument3 pagesClean Agent Suppression System Method of Statement PDFKo ZayNo ratings yet
- Steel Investment Castings General Requirements, For Pressure-Containing PartsDocument16 pagesSteel Investment Castings General Requirements, For Pressure-Containing PartsAli Saleh Saad AL-isawiNo ratings yet
- STD Tolerances and MFG Practices Es-002: Drawing No. OrderDocument1 pageSTD Tolerances and MFG Practices Es-002: Drawing No. OrderCarlos Michel Dos Anjos Dos SantosNo ratings yet
- Material Standard For BoltsDocument1 pageMaterial Standard For BoltsStephen Rey CaldeaNo ratings yet
- Crawford Overhead Sectional Doors Industrial Doors: ASSA ABLOY Entrance SystemsDocument12 pagesCrawford Overhead Sectional Doors Industrial Doors: ASSA ABLOY Entrance SystemsRoberto NietoNo ratings yet
- Smith Catalog 2022Document76 pagesSmith Catalog 2022Mahdi PaknejadNo ratings yet
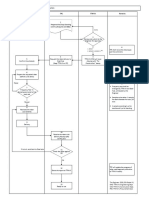
- Flowchart of Rebar Supply For Tunnel SegmentDocument1 pageFlowchart of Rebar Supply For Tunnel SegmentBangkit SamosirNo ratings yet
- Norsok M-501: Teknos' Coating System GuideDocument8 pagesNorsok M-501: Teknos' Coating System GuideĐức LêNo ratings yet
- Appendix 6A: CSI Specifications For Cathodic ProtectionDocument25 pagesAppendix 6A: CSI Specifications For Cathodic Protectionzaheer ahamedNo ratings yet
- ISO14713 PapersDocument11 pagesISO14713 PapersRizwanNo ratings yet
- Weld Repairs:: Weld Repairs Can Be Divided Into Two Specific Areas: 1) Production Repairs 2) in Service RepairsDocument59 pagesWeld Repairs:: Weld Repairs Can Be Divided Into Two Specific Areas: 1) Production Repairs 2) in Service RepairsThe Engineers EDGE, CoimbatoreNo ratings yet
- Sandvik Slicklines: For The Oil & Gas IndustryDocument8 pagesSandvik Slicklines: For The Oil & Gas Industryhoss mosafaNo ratings yet
- 42 GUA-EAHF enDocument2 pages42 GUA-EAHF enSyed AsadullahNo ratings yet
- Hammer Hyphoon Series Hygienic Air Handling Unit - Best Choice For Pharmaceutical ProjectsDocument50 pagesHammer Hyphoon Series Hygienic Air Handling Unit - Best Choice For Pharmaceutical ProjectsNicolaeNo ratings yet
- SR 13039Document2 pagesSR 13039ChethanNo ratings yet
- SI 2013 - 45 CBA - Construction Industry2Document117 pagesSI 2013 - 45 CBA - Construction Industry2chrissy zee1No ratings yet
- TDS - PPro Wearing Compound - 012221S1Document3 pagesTDS - PPro Wearing Compound - 012221S1Isabelo AbaoNo ratings yet
- Duct Work Method StatementDocument3 pagesDuct Work Method StatementADsupermanNo ratings yet
- Trays and Packing Random & Structured PDFDocument9 pagesTrays and Packing Random & Structured PDFAsifNo ratings yet