You might also like
- Supply Chain Management in A Dairy Industry - A Case StudyDocument5 pagesSupply Chain Management in A Dairy Industry - A Case StudyGauri ShankarNo ratings yet
- Definition of Material HandlingDocument12 pagesDefinition of Material HandlingAnkur MahteNo ratings yet
- Material HandlingDocument12 pagesMaterial HandlingshahzanladiwalaNo ratings yet
- Material Handling CompleteDocument8 pagesMaterial Handling CompleteAhmad Firdaus Zawawil AnwarNo ratings yet
- Material HandlingDocument30 pagesMaterial HandlingGeeta Rani100% (1)
- Implementation of Milk Run Material Supply System in Vehicle Routingproblem With Simultaneous Pickup and DeliveryDocument3 pagesImplementation of Milk Run Material Supply System in Vehicle Routingproblem With Simultaneous Pickup and DeliveryInternational Journal of Application or Innovation in Engineering & ManagementNo ratings yet
- Mathematics 11 02956Document17 pagesMathematics 11 02956Mayra VargasNo ratings yet
- Milk Run ToyotaDocument6 pagesMilk Run ToyotaAchraf adenasNo ratings yet
- A Review Paper of Various Industrial Material Handling SystemsDocument5 pagesA Review Paper of Various Industrial Material Handling SystemsRINKAL LOUNGANINo ratings yet
- Supply Chain Management in A Dairy Industry - A CADocument6 pagesSupply Chain Management in A Dairy Industry - A CAJyoti ShedageNo ratings yet
- Review of Industrial Material Handling SystemsDocument5 pagesReview of Industrial Material Handling SystemsMUKUL VIPATNo ratings yet
- Material Handling by Dr.-Ing. Daniel KitawDocument225 pagesMaterial Handling by Dr.-Ing. Daniel Kitawahmed jemal100% (2)
- Report On Design of Material HAnDLIng SystemDocument16 pagesReport On Design of Material HAnDLIng SystemSiddiqui Adil AdnanNo ratings yet
- 1_Basics of MHEsDocument48 pages1_Basics of MHEsMengie ManNo ratings yet
- Mpe 411-Topic 3 NotesDocument17 pagesMpe 411-Topic 3 NoteskandeabigaelNo ratings yet
- Synopsis ReportDocument11 pagesSynopsis ReportFaiz AzmiNo ratings yet
- CAD/CAM/CIMDocument42 pagesCAD/CAM/CIMNPMYS23No ratings yet
- Analyzing Inventory Management System in Textile Spinning Mill For Improving ProductivityDocument7 pagesAnalyzing Inventory Management System in Textile Spinning Mill For Improving Productivitymahimahidev2000No ratings yet
- Adjustable Height Belt Conveyor For Small-Scale Food Processing UnitDocument9 pagesAdjustable Height Belt Conveyor For Small-Scale Food Processing UnitKarthik KajaNo ratings yet
- Material Handling NewDocument70 pagesMaterial Handling Newphilo minaNo ratings yet
- Operations by Forklifts in Warehouses: Aurelija BurinskieneDocument7 pagesOperations by Forklifts in Warehouses: Aurelija BurinskieneasdNo ratings yet
- Material Handling and Equipments: Chapter-OneDocument35 pagesMaterial Handling and Equipments: Chapter-Oneeba yohannesNo ratings yet
- A Review Paper of Various Industrial Material Handling SystemsDocument4 pagesA Review Paper of Various Industrial Material Handling SystemsInternational Journal of Innovations in Engineering and ScienceNo ratings yet
- Module 2 Material Handling - Part 2 by ADFerrerDocument56 pagesModule 2 Material Handling - Part 2 by ADFerrerCzarina OpagueNo ratings yet
- Ch11Material HandlingDocument31 pagesCh11Material Handlingmekalacs331No ratings yet
- Trucks Scheduling in A Multi-Product Cross Docking System With Multiple Temporary Storages and Multiple Dock DoorsDocument10 pagesTrucks Scheduling in A Multi-Product Cross Docking System With Multiple Temporary Storages and Multiple Dock DoorsAhmad BuchoriNo ratings yet
- OPTIMISING FORKLIFT ACTIVITIESDocument13 pagesOPTIMISING FORKLIFT ACTIVITIESasdNo ratings yet
- Complemente de Matematici Pentru Ingineri MUNTEANU NICOLAE CMIMN51 (Lucrarea 2)Document25 pagesComplemente de Matematici Pentru Ingineri MUNTEANU NICOLAE CMIMN51 (Lucrarea 2)Nicolae MunteanuNo ratings yet
- Unit 6Document13 pagesUnit 6Power IsoNo ratings yet
- Simulation-Based Optimization of Truck-Shovel Material Handling Systems in Multi-Pit Surface MinesDocument13 pagesSimulation-Based Optimization of Truck-Shovel Material Handling Systems in Multi-Pit Surface MinesDenny Ramadi HalimNo ratings yet
- The Travelling of Forklifts in WarehousesDocument0 pagesThe Travelling of Forklifts in WarehousesPartha Patim GiriNo ratings yet
- Lect II - Transporting Devices - Material Handling EquipmentsDocument48 pagesLect II - Transporting Devices - Material Handling EquipmentsMweyiNo ratings yet
- Facility Location and Materials Handling OptimizationDocument27 pagesFacility Location and Materials Handling Optimizationabdlfet rejatoNo ratings yet
- No More Heavy Lifting: Robotic Solutions To The Container Unloading ProblemDocument11 pagesNo More Heavy Lifting: Robotic Solutions To The Container Unloading ProblemErick VLNo ratings yet
- III I Material Handling (OE)Document109 pagesIII I Material Handling (OE)RINKAL LOUNGANINo ratings yet
- Material Handling & PackagingDocument20 pagesMaterial Handling & PackagingHarshitha ReddyNo ratings yet
- 137 Introduction To Materials Handling Sidphartha Ray Edisi 1 2008Document150 pages137 Introduction To Materials Handling Sidphartha Ray Edisi 1 2008JyNo ratings yet
- Project ReportmechDocument13 pagesProject ReportmechVaisakh KrNo ratings yet
- Kanban in ConstructionDocument12 pagesKanban in ConstructionCarlos Alberto Espinoza FuertesNo ratings yet
- Material Handling SummaryDocument4 pagesMaterial Handling SummaryBoyd Mearns100% (1)
- Implementation of Lean Principles To Improve The Operations of A Sales Warehouse in The Manufacturing IndustryDocument9 pagesImplementation of Lean Principles To Improve The Operations of A Sales Warehouse in The Manufacturing Industryb4rtm4nNo ratings yet
- Textbook Chapter 2Document14 pagesTextbook Chapter 2Thanh Thảo LêNo ratings yet
- Material Handling Equipment (Meng-4251)Document19 pagesMaterial Handling Equipment (Meng-4251)broNo ratings yet
- Report On Automated Material Handling SystemDocument9 pagesReport On Automated Material Handling Systempratik gNo ratings yet
- Thesis DTSDocument7 pagesThesis DTSAhmed AmrNo ratings yet
- Chandigarh University Material Handling PresentationDocument8 pagesChandigarh University Material Handling Presentationjahir khanNo ratings yet
- Simulation Modelling Practice and Theory: Burak Ozdemir, Mustafa Kumral TDocument13 pagesSimulation Modelling Practice and Theory: Burak Ozdemir, Mustafa Kumral TWilkhen ChuraNo ratings yet
- ABE 214 LECTURE NOTEDocument46 pagesABE 214 LECTURE NOTEemmanueladah147No ratings yet
- Performance Analysis of Flexible Material Handling Systems For The Apparel IndustryDocument12 pagesPerformance Analysis of Flexible Material Handling Systems For The Apparel IndustrySufitya FidayatiNo ratings yet
- MHE RevisedDocument85 pagesMHE Revisedmelkamuejeta555No ratings yet
- Sciencedirect: Optimizing Multi-Objective Dynamic Facility Location Decisions Within Green Distribution Network DesignDocument5 pagesSciencedirect: Optimizing Multi-Objective Dynamic Facility Location Decisions Within Green Distribution Network DesignJUAN ALEJANDRO TASCÓN RUEDANo ratings yet
- Lecture 6 Overview of Material Handling and Management (Part I)Document20 pagesLecture 6 Overview of Material Handling and Management (Part I)sharifah atiqahNo ratings yet
- CIM-Ch5 - 30P - 11DEC2016Document32 pagesCIM-Ch5 - 30P - 11DEC2016olyad ahmedinNo ratings yet
- Milkrun Vehicle Routing Approach For Shop-Floor Logistics 2013Document6 pagesMilkrun Vehicle Routing Approach For Shop-Floor Logistics 2013Mohit A.No ratings yet
- Reverse Logistics: Rakesh Verma Vinayak VhatkarDocument7 pagesReverse Logistics: Rakesh Verma Vinayak VhatkarRamon VegaNo ratings yet
- IE 421 Facilities Planning: Material HandlingDocument25 pagesIE 421 Facilities Planning: Material HandlingHello WorldNo ratings yet
- Sulfex Mattress ProjectDocument31 pagesSulfex Mattress ProjectAnaghaNo ratings yet
- Echelmeyer 2008Document5 pagesEchelmeyer 2008avinash kumarNo ratings yet
- Discrete Event Simulations For Scalability Analysis of Robotic In-Field Logistics in Agriculture - A Case StudyDocument6 pagesDiscrete Event Simulations For Scalability Analysis of Robotic In-Field Logistics in Agriculture - A Case StudyvipinNo ratings yet
- Value Stream Mapping: Overview of SymbolsDocument7 pagesValue Stream Mapping: Overview of SymbolsSundara Rajan RamakrishnanNo ratings yet
- 3 Plant LayoutDocument33 pages3 Plant LayoutachmadyusaqNo ratings yet
- Paint Shop: RM Store & Precitech Store 100' 30'Document1 pagePaint Shop: RM Store & Precitech Store 100' 30'சிறகுகள்No ratings yet
- CQI-12 Coating System 3-29-16Document71 pagesCQI-12 Coating System 3-29-16Georgeta ComanNo ratings yet
- Factory Downtime Analysis Report SummaryDocument9 pagesFactory Downtime Analysis Report Summaryசிறகுகள்No ratings yet
- How Objects and Bodies Trigger EmotionsDocument3 pagesHow Objects and Bodies Trigger Emotionsசிறகுகள்No ratings yet
- Chapter08-The New SevenTools For Management and PlanningDocument24 pagesChapter08-The New SevenTools For Management and Planningjade chavezNo ratings yet
- The Value of Value Stream Mapping To StudentsDocument12 pagesThe Value of Value Stream Mapping To StudentsTanuj BhattacharyyaNo ratings yet
- 1996 - Design For Assembly Techniques in Reverse Engineering and Redesign-DFA-sop Force Flow PDFDocument28 pages1996 - Design For Assembly Techniques in Reverse Engineering and Redesign-DFA-sop Force Flow PDFcakirahNo ratings yet
- Ashok Leyland to set up 'mother EV' plant in IndiaDocument4 pagesAshok Leyland to set up 'mother EV' plant in Indiaசிறகுகள்No ratings yet
- 3 Plant LayoutDocument33 pages3 Plant LayoutachmadyusaqNo ratings yet
- Runners, Repeaters and Strangers: Classifying Tools and Materials For Ease of UseDocument7 pagesRunners, Repeaters and Strangers: Classifying Tools and Materials For Ease of Useசிறகுகள்No ratings yet
- Master Shots Volume 2 - Shooting Great Dialogue ScenesDocument183 pagesMaster Shots Volume 2 - Shooting Great Dialogue ScenesJagadeesh Korimilla100% (2)
- CQI-12 Coating System 3-29-16Document71 pagesCQI-12 Coating System 3-29-16Georgeta ComanNo ratings yet
- Forecast Time Series-NotesDocument138 pagesForecast Time Series-NotesflorinNo ratings yet
- 1996 - Design For Assembly Techniques in Reverse Engineering and Redesign-DFA-sop Force Flow PDFDocument28 pages1996 - Design For Assembly Techniques in Reverse Engineering and Redesign-DFA-sop Force Flow PDFcakirahNo ratings yet
- Systematic Layout Planning - Richard MutherDocument416 pagesSystematic Layout Planning - Richard MutherAlberto Trejo92% (13)
- Rodriguez Robert - Rebel Without A CrewDocument236 pagesRodriguez Robert - Rebel Without A CrewIvan Vazov93% (28)
- Duration and Simultaneity - Henri BergsonDocument241 pagesDuration and Simultaneity - Henri Bergsonசிறகுகள்No ratings yet
- Forecasting With R NotesDocument66 pagesForecasting With R NotesAna Luíza SouzaNo ratings yet
- Rodriguez Robert - Rebel Without A CrewDocument236 pagesRodriguez Robert - Rebel Without A CrewIvan Vazov93% (28)
- Toxicity Study of Salacia Reticulata Extract PowderDocument9 pagesToxicity Study of Salacia Reticulata Extract PowderAnh LevanNo ratings yet
- FAW-Guidance Note-2 PDFDocument2 pagesFAW-Guidance Note-2 PDFaiktiplarNo ratings yet
- Anthropology: Cultural Anthropology Biological AnthropologyDocument3 pagesAnthropology: Cultural Anthropology Biological AnthropologyHannah Althea Hijan JocsonNo ratings yet
- Brand Guidelines ShortDocument9 pagesBrand Guidelines ShortFarhan SaeedNo ratings yet
- GRADE:10: Page 1 of 13Document13 pagesGRADE:10: Page 1 of 13Pujan PatelNo ratings yet
- Climate Change and Conflict EssayDocument6 pagesClimate Change and Conflict EssayAgenyi AromeNo ratings yet
- 2018 January Proficiency Session 1 A VersionDocument11 pages2018 January Proficiency Session 1 A VersionUğur GiderNo ratings yet
- API 579 FFS in CodeCalc/PVEliteDocument4 pagesAPI 579 FFS in CodeCalc/PVEliteSajal Kulshrestha100% (1)
- Seismic Retrofit in Hospitals Using Fluid ViscousDocument6 pagesSeismic Retrofit in Hospitals Using Fluid ViscousDeyanira Sayuri Yangali HerreraNo ratings yet
- Caracteristicas Del Conocimiento Cientifico CreencDocument20 pagesCaracteristicas Del Conocimiento Cientifico CreencLiana PichardoNo ratings yet
- Modelling and simulating patient pathways at a Moroccan mother-child hospitalDocument7 pagesModelling and simulating patient pathways at a Moroccan mother-child hospitalashlyduartNo ratings yet
- Effect of Halal Awareness, Halal Logo and Attitude On Foreign Consumers' Purchase IntentionDocument19 pagesEffect of Halal Awareness, Halal Logo and Attitude On Foreign Consumers' Purchase IntentionandiahmadabrarNo ratings yet
- Module 3 - Regression and Correlation Analysis SummaryDocument54 pagesModule 3 - Regression and Correlation Analysis SummaryAirra Mhae IlaganNo ratings yet
- Monthly Magzine JAN 2023Document165 pagesMonthly Magzine JAN 2023charan100% (1)
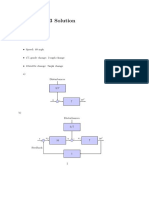
- Homework 3 Solution: Problem 1Document3 pagesHomework 3 Solution: Problem 1Gustavo Felicio PerruciNo ratings yet
- (Form GNQ 15B) FrickCompPrestartChecklistDocument2 pages(Form GNQ 15B) FrickCompPrestartChecklisteugene mejidanaNo ratings yet
- Jadual Waktu SPM 2010Document2 pagesJadual Waktu SPM 2010sallehGNo ratings yet
- Mathematics 11 00820Document38 pagesMathematics 11 00820Endorsement PECNo ratings yet
- Chi-Square Test of IndependenceDocument15 pagesChi-Square Test of IndependenceGaming AccountNo ratings yet
- 1685594478BScFinalCompleted 2016-17andonwardDocument115 pages1685594478BScFinalCompleted 2016-17andonwardTanjina Tarannum PrithulaNo ratings yet
- Soal Reading 1Document4 pagesSoal Reading 1محمد فرحان رزق اللهNo ratings yet
- Blade Area Ratio Defined: A Hydrocomp Technical ReportDocument2 pagesBlade Area Ratio Defined: A Hydrocomp Technical ReportshahjadaNo ratings yet
- Soil Stabilization Using Bottom Ash and Areca Fiber: Experimental Investigations and Reliability AnalysisDocument11 pagesSoil Stabilization Using Bottom Ash and Areca Fiber: Experimental Investigations and Reliability AnalysisHugo Dario Machaca CondoriNo ratings yet
- Solutions and Stoichiometry Worksheet (Sept, 17, 2021)Document2 pagesSolutions and Stoichiometry Worksheet (Sept, 17, 2021)Ahmed AlmossaweNo ratings yet
- Electrical Input Components: Operación de SistemasDocument5 pagesElectrical Input Components: Operación de Sistemasgalvis1020No ratings yet
- Markov Analysis of Students Performance and AcadeDocument13 pagesMarkov Analysis of Students Performance and AcadeCross LapenzonaNo ratings yet
- Reference Interval For CeruloplasminDocument3 pagesReference Interval For CeruloplasminGawri AbeyNo ratings yet
- Research 3Document76 pagesResearch 3Jackson IbascoNo ratings yet
- Effect of Temperatures On The Permeability of Beetroot Cell Membranes in LatviaDocument16 pagesEffect of Temperatures On The Permeability of Beetroot Cell Membranes in LatviaMariam Al.hellaniNo ratings yet
- Preent Simple TenseDocument3 pagesPreent Simple TenseHenrique Pires SantosNo ratings yet
- Fascinate: How to Make Your Brand Impossible to ResistFrom EverandFascinate: How to Make Your Brand Impossible to ResistRating: 5 out of 5 stars5/5 (1)
- $100M Leads: How to Get Strangers to Want to Buy Your StuffFrom Everand$100M Leads: How to Get Strangers to Want to Buy Your StuffRating: 5 out of 5 stars5/5 (16)
- Ca$hvertising: How to Use More than 100 Secrets of Ad-Agency Psychology to Make Big Money Selling Anything to AnyoneFrom EverandCa$hvertising: How to Use More than 100 Secrets of Ad-Agency Psychology to Make Big Money Selling Anything to AnyoneRating: 5 out of 5 stars5/5 (114)
- $100M Offers: How to Make Offers So Good People Feel Stupid Saying NoFrom Everand$100M Offers: How to Make Offers So Good People Feel Stupid Saying NoRating: 5 out of 5 stars5/5 (21)
- Summary: Traction: Get a Grip on Your Business: by Gino Wickman: Key Takeaways, Summary, and AnalysisFrom EverandSummary: Traction: Get a Grip on Your Business: by Gino Wickman: Key Takeaways, Summary, and AnalysisRating: 5 out of 5 stars5/5 (10)
- How to Get a Meeting with Anyone: The Untapped Selling Power of Contact MarketingFrom EverandHow to Get a Meeting with Anyone: The Untapped Selling Power of Contact MarketingRating: 4.5 out of 5 stars4.5/5 (28)
- Pre-Suasion: Channeling Attention for ChangeFrom EverandPre-Suasion: Channeling Attention for ChangeRating: 4.5 out of 5 stars4.5/5 (277)
- Yes!: 50 Scientifically Proven Ways to Be PersuasiveFrom EverandYes!: 50 Scientifically Proven Ways to Be PersuasiveRating: 4 out of 5 stars4/5 (153)
- How to Read People: The Complete Psychology Guide to Analyzing People, Reading Body Language, and Persuading, Manipulating and Understanding How to Influence Human BehaviorFrom EverandHow to Read People: The Complete Psychology Guide to Analyzing People, Reading Body Language, and Persuading, Manipulating and Understanding How to Influence Human BehaviorRating: 4.5 out of 5 stars4.5/5 (32)
- Launch: An Internet Millionaire's Secret Formula to Sell Almost Anything Online, Build a Business You Love, and Live the Life of Your DreamsFrom EverandLaunch: An Internet Millionaire's Secret Formula to Sell Almost Anything Online, Build a Business You Love, and Live the Life of Your DreamsRating: 4.5 out of 5 stars4.5/5 (123)
- The Catalyst: How to Change Anyone's MindFrom EverandThe Catalyst: How to Change Anyone's MindRating: 4.5 out of 5 stars4.5/5 (273)
- Obviously Awesome: How to Nail Product Positioning so Customers Get It, Buy It, Love ItFrom EverandObviously Awesome: How to Nail Product Positioning so Customers Get It, Buy It, Love ItRating: 4.5 out of 5 stars4.5/5 (150)
- The Myth of the Rational Market: A History of Risk, Reward, and Delusion on Wall StreetFrom EverandThe Myth of the Rational Market: A History of Risk, Reward, and Delusion on Wall StreetNo ratings yet
- ChatGPT Millionaire 2024 - Bot-Driven Side Hustles, Prompt Engineering Shortcut Secrets, and Automated Income Streams that Print Money While You Sleep. The Ultimate Beginner’s Guide for AI BusinessFrom EverandChatGPT Millionaire 2024 - Bot-Driven Side Hustles, Prompt Engineering Shortcut Secrets, and Automated Income Streams that Print Money While You Sleep. The Ultimate Beginner’s Guide for AI BusinessNo ratings yet
- Jab, Jab, Jab, Right Hook: How to Tell Your Story in a Noisy Social WorldFrom EverandJab, Jab, Jab, Right Hook: How to Tell Your Story in a Noisy Social WorldRating: 4.5 out of 5 stars4.5/5 (18)
- Dealers of Lightning: Xerox PARC and the Dawn of the Computer AgeFrom EverandDealers of Lightning: Xerox PARC and the Dawn of the Computer AgeRating: 4 out of 5 stars4/5 (88)
- Marketing Made Simple: A Step-by-Step StoryBrand Guide for Any BusinessFrom EverandMarketing Made Simple: A Step-by-Step StoryBrand Guide for Any BusinessRating: 5 out of 5 stars5/5 (203)
- Summary: Range: Why Generalists Triumph in a Specialized World by David Epstein: Key Takeaways, Summary & Analysis IncludedFrom EverandSummary: Range: Why Generalists Triumph in a Specialized World by David Epstein: Key Takeaways, Summary & Analysis IncludedRating: 4.5 out of 5 stars4.5/5 (6)
- Understanding Digital Marketing: Marketing Strategies for Engaging the Digital GenerationFrom EverandUnderstanding Digital Marketing: Marketing Strategies for Engaging the Digital GenerationRating: 4 out of 5 stars4/5 (22)
- Scientific Advertising: "Master of Effective Advertising"From EverandScientific Advertising: "Master of Effective Advertising"Rating: 4.5 out of 5 stars4.5/5 (163)
- Breakthrough Copywriter 2.0: An Advertising Field Guide to Eugene M. Schwartz' Classic: Masters of CopywritingFrom EverandBreakthrough Copywriter 2.0: An Advertising Field Guide to Eugene M. Schwartz' Classic: Masters of CopywritingRating: 4 out of 5 stars4/5 (7)
- Blue Ocean Strategy: How to Create Uncontested Market Space and Make the Competition IrrelevantFrom EverandBlue Ocean Strategy: How to Create Uncontested Market Space and Make the Competition IrrelevantRating: 4.5 out of 5 stars4.5/5 (148)
- Blue Ocean Strategy, Expanded Edition: How to Create Uncontested Market Space and Make the Competition IrrelevantFrom EverandBlue Ocean Strategy, Expanded Edition: How to Create Uncontested Market Space and Make the Competition IrrelevantRating: 4 out of 5 stars4/5 (387)
- Brand Seduction: How Neuroscience Can Help Marketers Build Memorable BrandsFrom EverandBrand Seduction: How Neuroscience Can Help Marketers Build Memorable BrandsRating: 4.5 out of 5 stars4.5/5 (59)
- Visibility Marketing: The No-Holds-Barred Truth About What It Takes to Grab Attention, Build Your Brand, and Win New BusinessFrom EverandVisibility Marketing: The No-Holds-Barred Truth About What It Takes to Grab Attention, Build Your Brand, and Win New BusinessRating: 4.5 out of 5 stars4.5/5 (7)
- Summary: The 1-Page Marketing Plan: Get New Customers, Make More Money, And Stand Out From The Crowd by Allan Dib: Key Takeaways, Summary & AnalysisFrom EverandSummary: The 1-Page Marketing Plan: Get New Customers, Make More Money, And Stand Out From The Crowd by Allan Dib: Key Takeaways, Summary & AnalysisRating: 5 out of 5 stars5/5 (7)
- Crossing the Chasm: Marketing and Selling Disruptive Products to Mainstream Customers(3rd Edition)From EverandCrossing the Chasm: Marketing and Selling Disruptive Products to Mainstream Customers(3rd Edition)Rating: 5 out of 5 stars5/5 (3)