You might also like
- British Commercial Computer Digest: Pergamon Computer Data SeriesFrom EverandBritish Commercial Computer Digest: Pergamon Computer Data SeriesNo ratings yet
- MD+PRO Series SPD Steel 10wDocument19 pagesMD+PRO Series SPD Steel 10wag cnc & wedm machining shopNo ratings yet
- MD+PRO Series STD WC 10wDocument19 pagesMD+PRO Series STD WC 10wag cnc & wedm machining shopNo ratings yet
- MD+PRO Series STD Cu 12wDocument20 pagesMD+PRO Series STD Cu 12wag cnc & wedm machining shopNo ratings yet
- NC Specs 3 18 21Document2 pagesNC Specs 3 18 21ai007.rusmanaNo ratings yet
- ST-06 Machine Room Bottom Plan Reinforcement Details of "MERCADO" Sec-80 GGNDocument46 pagesST-06 Machine Room Bottom Plan Reinforcement Details of "MERCADO" Sec-80 GGNRAKESH KUMARNo ratings yet
- Base Slab - BBS TramaniDocument16 pagesBase Slab - BBS TramaniDevesh GuptaNo ratings yet
- Apex Dynamics, Inc.: AB / ABR SeriesDocument14 pagesApex Dynamics, Inc.: AB / ABR SeriesIqtidar GulNo ratings yet
- Detail Q Detail R: SC 1:2 SC 1:2 5-200Document1 pageDetail Q Detail R: SC 1:2 SC 1:2 5-200Patrick Tripusaka SoloNo ratings yet
- GKM H4000 StrainerDocument2 pagesGKM H4000 StrainerbocahjeblogNo ratings yet
- ReinforcementDocument9 pagesReinforcementAnoop VgNo ratings yet
- Monocrystalline Silicon Solar Cells: 275Wp (6x10) 330Wp (6x 12)Document2 pagesMonocrystalline Silicon Solar Cells: 275Wp (6x10) 330Wp (6x 12)Foe AungNo ratings yet
- Copper Bussman FusesDocument9 pagesCopper Bussman FusesKhaled BellegdyNo ratings yet
- 5 X 20mm Fuses: S500 Series, Fast-Acting, Glass TubeDocument2 pages5 X 20mm Fuses: S500 Series, Fast-Acting, Glass TubeMemona FayyazNo ratings yet
- TMP - 20393 Barmex Ruland Oldham 07101550358290Document8 pagesTMP - 20393 Barmex Ruland Oldham 07101550358290Ramsay BoltNo ratings yet
- Jyoti Steel Industries: Test Certificate As Per en 10204-3.1Document1 pageJyoti Steel Industries: Test Certificate As Per en 10204-3.1Gagat GongatNo ratings yet
- 9 - PneumaticsDocument44 pages9 - PneumaticsJOHNNo ratings yet
- Material For Stair at Uth Gas Plant - Rpo # 6510200305: SL# Description Length Bredth Qty Unit Total Grant Total 26.70Document1 pageMaterial For Stair at Uth Gas Plant - Rpo # 6510200305: SL# Description Length Bredth Qty Unit Total Grant Total 26.70Madhan KannanNo ratings yet
- Shoulder Plugs GasketsDocument1 pageShoulder Plugs GasketssergioteroNo ratings yet
- TC Statement 6Document1 pageTC Statement 6Amit Raj GuptaNo ratings yet
- Crimp DecalDocument1 pageCrimp DecalFernando Padilla0% (1)
- 7-12-0038 Rev 0 PDFDocument4 pages7-12-0038 Rev 0 PDFsuresh_vikiNo ratings yet
- Roughness Conversion Chart RampinelliDocument1 pageRoughness Conversion Chart RampinelliServesh KumarNo ratings yet
- Flexible Pavement DesignDocument39 pagesFlexible Pavement DesignSaurabh KumarNo ratings yet
- MONTABERTDocument6 pagesMONTABERTMiguelNo ratings yet
- Din 5402-2Document2 pagesDin 5402-2Dule JovanovicNo ratings yet
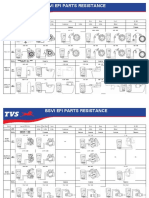
- EFI ResistanceDocument3 pagesEFI ResistanceMuni Muniyappan33% (3)
- K-511-V, FLW SWTDocument2 pagesK-511-V, FLW SWTamir shokrNo ratings yet
- Improvement and Widening To 2 Laning of Stretch From MANU TO LALCHERRADocument4 pagesImprovement and Widening To 2 Laning of Stretch From MANU TO LALCHERRAEr Biswajit SahaNo ratings yet
- RuukiDocument20 pagesRuukiproje01No ratings yet
- Hangsong - S ProDocument6 pagesHangsong - S ProcadcamtaiNo ratings yet
- SL No Description Unit 8mm 10mm 12mm 16mm 20mmDocument12 pagesSL No Description Unit 8mm 10mm 12mm 16mm 20mmSUCCESS VINOTHNo ratings yet
- General Information: 2.1. ConcreteDocument4 pagesGeneral Information: 2.1. ConcreteWilliam ProvidoNo ratings yet
- Deep Groove Ball Bearings PDFDocument11 pagesDeep Groove Ball Bearings PDFArpit VermaNo ratings yet
- Features: Finishing-Purpose of Negative Chip Breaker For Steel TurningDocument4 pagesFeatures: Finishing-Purpose of Negative Chip Breaker For Steel TurningArdeleana TisaNo ratings yet
- L0062-Glatt System-BIN Developement-7-035-200130 - 11-05-2023Document25 pagesL0062-Glatt System-BIN Developement-7-035-200130 - 11-05-2023quality assuranceNo ratings yet
- TowerDocument4 pagesTowerPankaj SherwalNo ratings yet
- 6.1 BBS Pile Cap P1 - Block BDocument2 pages6.1 BBS Pile Cap P1 - Block BSURAJ SINHANo ratings yet
- Dorman HandbookDocument4 pagesDorman HandbooksharathkammarNo ratings yet
- Ejot Data Sheet jt2 5.50x 25Document2 pagesEjot Data Sheet jt2 5.50x 25Vengatesh HariNo ratings yet
- Footing and FB DesignDocument7 pagesFooting and FB Designrehan7421No ratings yet
- Polished Rod With Wrench Flats: Product DescriptionDocument3 pagesPolished Rod With Wrench Flats: Product DescriptionJAVIER EDUARDO MANTILLA BUITRAGONo ratings yet
- Tantalum Alloy Rev3 Tds en 3 v1Document1 pageTantalum Alloy Rev3 Tds en 3 v1Симеон АрабовNo ratings yet
- Area of Steel Calculation: (Limit State)Document16 pagesArea of Steel Calculation: (Limit State)RAVI PRAKASH SAININo ratings yet
- CS Bridge ApproachesDocument20 pagesCS Bridge ApproachesvenkyNo ratings yet
- Diamond and CBN WheelsDocument22 pagesDiamond and CBN WheelsM. AguiarNo ratings yet
- Corrugated Hose DatasheetDocument1 pageCorrugated Hose DatasheetSam LarismaNo ratings yet
- 30 ACE AIR - Return Exhaust Fresh Air Grille (Model FL FB EG)Document2 pages30 ACE AIR - Return Exhaust Fresh Air Grille (Model FL FB EG)rndjafNo ratings yet
- D49502 REAR AXLE ## M-120DTC: Update Date: 2023/04/10 Printing Date: 2024/04/17Document2 pagesD49502 REAR AXLE ## M-120DTC: Update Date: 2023/04/10 Printing Date: 2024/04/17seppe.lambrechtNo ratings yet
- A3 Comb-10 A4 Comb-10 B1 Comb-10 C1 Comb-10 C3 Comb-10 C4 Comb-10 D1 Comb-10 D3 Comb-10 D4 Comb-10 A2 Comb-10Document10 pagesA3 Comb-10 A4 Comb-10 B1 Comb-10 C1 Comb-10 C3 Comb-10 C4 Comb-10 D1 Comb-10 D3 Comb-10 D4 Comb-10 A2 Comb-10saubhagya majhiNo ratings yet
- CCF 000163Document1 pageCCF 000163Erik Jhonattan Jara YpanaqueNo ratings yet
- RCC Ladder Qty1Document25 pagesRCC Ladder Qty1Kannan GnanaprakasamNo ratings yet
- Data Sheet: Steam Condenser Protection Type HOV-SCDocument2 pagesData Sheet: Steam Condenser Protection Type HOV-SCRonak PatelNo ratings yet
- Drive Shaft CalculationDocument106 pagesDrive Shaft CalculationMustu AkolawalaNo ratings yet
- Ai Cylinders - Heavyduty PDFDocument15 pagesAi Cylinders - Heavyduty PDFGM HerbalsNo ratings yet
- Ambion: Wearnes CambionDocument2 pagesAmbion: Wearnes CambionalexanderNo ratings yet
- ECG-Calculation Sheets: Design of Concrete StructuresDocument5 pagesECG-Calculation Sheets: Design of Concrete StructuresBahaa Gaber100% (1)
- Wire Rod ENDocument2 pagesWire Rod ENEltjon PumiNo ratings yet
- Tolerance For Press Work PDFDocument1 pageTolerance For Press Work PDFmr.nguyenkNo ratings yet
- From Design To Inspection: The Use of GDT For Predictable AssemblyDocument19 pagesFrom Design To Inspection: The Use of GDT For Predictable Assemblyag cnc & wedm machining shopNo ratings yet
- Understanding The Operation Process in Wire EdmDocument1 pageUnderstanding The Operation Process in Wire Edmag cnc & wedm machining shopNo ratings yet
- 3 - Cutter Speeds and FeedsDocument23 pages3 - Cutter Speeds and FeedsAirlangga GoonersNo ratings yet
- Part Design Specification: Spring 2011 Dr. R. A. WyskDocument52 pagesPart Design Specification: Spring 2011 Dr. R. A. Wyskag cnc & wedm machining shopNo ratings yet
- VM1 PLWD r02x2-304Document241 pagesVM1 PLWD r02x2-304ag cnc & wedm machining shopNo ratings yet
- A Series Software Loading Instruction ManualDocument12 pagesA Series Software Loading Instruction Manualag cnc & wedm machining shopNo ratings yet
- Online Fa Series Machine Manual Main Menu PageDocument1 pageOnline Fa Series Machine Manual Main Menu Pageag cnc & wedm machining shopNo ratings yet
- MD ProDocument38 pagesMD Proag cnc & wedm machining shopNo ratings yet
- Ra Qa Fa Series Training Manual Main Menu PageDocument1 pageRa Qa Fa Series Training Manual Main Menu Pageag cnc & wedm machining shopNo ratings yet
- A Series Software Loading Instruction ManualDocument12 pagesA Series Software Loading Instruction Manualag cnc & wedm machining shopNo ratings yet
- Ra Qa Fa Series Training - Chap 12 - ApplicationsDocument33 pagesRa Qa Fa Series Training - Chap 12 - Applicationsag cnc & wedm machining shopNo ratings yet
- A Series Level 1 Workbook V2-Machine FundementalsDocument123 pagesA Series Level 1 Workbook V2-Machine Fundementalsag cnc & wedm machining shopNo ratings yet
- MD+PRO SeriesDocument3 pagesMD+PRO Seriesag cnc & wedm machining shopNo ratings yet
- The Best Time You'Ve Ever SpentDocument41 pagesThe Best Time You'Ve Ever Spentag cnc & wedm machining shopNo ratings yet
- MD+PRO Series Land Steel 8wDocument19 pagesMD+PRO Series Land Steel 8wag cnc & wedm machining shopNo ratings yet
- MD+PRO Series Land Steel 8wDocument19 pagesMD+PRO Series Land Steel 8wag cnc & wedm machining shopNo ratings yet
- MD+PRO Series Land Steel 8wDocument19 pagesMD+PRO Series Land Steel 8wag cnc & wedm machining shopNo ratings yet
- MD+PRO Series Land Steel 8wDocument19 pagesMD+PRO Series Land Steel 8wag cnc & wedm machining shopNo ratings yet
- Ra Qa Fa Series Training - Chap 10 - TaperDocument35 pagesRa Qa Fa Series Training - Chap 10 - Taperag cnc & wedm machining shopNo ratings yet
- Ra Qa Fa Series Training - Chap 9 - PositionDocument3 pagesRa Qa Fa Series Training - Chap 9 - Positionag cnc & wedm machining shopNo ratings yet
- Qa Ra Fa Auxiliary and Training Manual Back CoverDocument1 pageQa Ra Fa Auxiliary and Training Manual Back Coverag cnc & wedm machining shopNo ratings yet
- MD+PRO SeriesDocument3 pagesMD+PRO Seriesag cnc & wedm machining shopNo ratings yet
- Ra Qa Fa Series Training - Chap 8 - Input OutputDocument18 pagesRa Qa Fa Series Training - Chap 8 - Input Outputag cnc & wedm machining shopNo ratings yet
- Catálogo ACE 6000Document4 pagesCatálogo ACE 6000Luis NovaisNo ratings yet
- E 550 ManualDocument99 pagesE 550 ManualOnkolio73% (11)
- Task 1 - Power Source Unit Implementation You Are A...Document3 pagesTask 1 - Power Source Unit Implementation You Are A...Zulqarnain KhanNo ratings yet
- HV9120Document11 pagesHV9120dra6anNo ratings yet
- Alfatronix - AD MT-DMDocument2 pagesAlfatronix - AD MT-DMcarlosf_6No ratings yet
- 63230-216-244 MCS025 InstallSheetDocument8 pages63230-216-244 MCS025 InstallSheetDony SaputraNo ratings yet
- Analogue Gas Controller (GA-300.E01/2/3/4) : DescriptionDocument2 pagesAnalogue Gas Controller (GA-300.E01/2/3/4) : DescriptionmotaNo ratings yet
- Tsx17 TSX t407 Telemecanique User ManualDocument72 pagesTsx17 TSX t407 Telemecanique User ManualJose Eduardo Briceño0% (1)
- IN Maritime: Guidelines FOR EarthingDocument36 pagesIN Maritime: Guidelines FOR EarthingKunalan AhthilhitanNo ratings yet
- GRD200 (6F2S1927 G2a) 0.18 PDFDocument1,529 pagesGRD200 (6F2S1927 G2a) 0.18 PDFlong100% (1)
- Hand Book For Dual Cab (WDP4D) Locomotives Siemens MakeDocument82 pagesHand Book For Dual Cab (WDP4D) Locomotives Siemens MakeSumit dharaNo ratings yet
- Control Ningbo NBSL nsfc01 01 Control System 4swDocument10 pagesControl Ningbo NBSL nsfc01 01 Control System 4swShadi MattarNo ratings yet
- AGA-9 Revision Draft 082403Document49 pagesAGA-9 Revision Draft 082403mathijn75No ratings yet
- Parts List For Schneider Electric Electromagnetic Flow ProductsDocument34 pagesParts List For Schneider Electric Electromagnetic Flow Productspablo emilio peronaNo ratings yet
- Onkyo TX-SR600/E SERVICE MANUALDocument63 pagesOnkyo TX-SR600/E SERVICE MANUALkuko61100% (2)
- Atlas 210 XDocument67 pagesAtlas 210 Xdgerson1No ratings yet
- "Standard"Self-contained-Hopper-Loader - SAL-330-360 SHINIDocument40 pages"Standard"Self-contained-Hopper-Loader - SAL-330-360 SHINIthành trung phạmNo ratings yet
- PCS-985B/AW: Generator-Transformer Unit RelayDocument5 pagesPCS-985B/AW: Generator-Transformer Unit RelayNur ImanNo ratings yet
- Beckwith M 3425 ADocument229 pagesBeckwith M 3425 ASueli E FranciscoNo ratings yet
- FOX61x Electrical Cables - pc1Document44 pagesFOX61x Electrical Cables - pc1René San Martín PérezNo ratings yet
- Proprietary Electronics For Reactor Safety and ControlsDocument13 pagesProprietary Electronics For Reactor Safety and ControlsVarshaNo ratings yet
- A Simple LED Lamp Circuit From ScrapDocument9 pagesA Simple LED Lamp Circuit From ScrapNachiket D SakinalNo ratings yet
- (V5812G) DataSheet ENDocument18 pages(V5812G) DataSheet ENVien Thong OnecomNo ratings yet
- M-167.1-MA8000-EN-Installation Version 06-2022 - 07-07-22Document54 pagesM-167.1-MA8000-EN-Installation Version 06-2022 - 07-07-22Breixo HarguindeyNo ratings yet
- Techniczna - 1.4 - 1381.20 100 102 ENDocument318 pagesTechniczna - 1.4 - 1381.20 100 102 ENJacek KuśmierskiNo ratings yet
- CDX C4900 - CDX C5000Document76 pagesCDX C4900 - CDX C5000Bila Nicola Florin SorinNo ratings yet
- The Parameters of The Borehole Camera FLX-PT2000REC (Ø90mm Pan & Tilt Camera With Focus Adjustment)Document23 pagesThe Parameters of The Borehole Camera FLX-PT2000REC (Ø90mm Pan & Tilt Camera With Focus Adjustment)PSC RFQNo ratings yet
- DEVKIT-MPC5744P QSG v6 PDFDocument24 pagesDEVKIT-MPC5744P QSG v6 PDFPhuRioNo ratings yet
- X60 Wiring Diagram 20120707Document114 pagesX60 Wiring Diagram 20120707lartsim115100% (4)