You might also like
- Ion-Exchange Membrane Desalination and Seawater ConcentrationDocument10 pagesIon-Exchange Membrane Desalination and Seawater ConcentrationCesar GalindoNo ratings yet
- Settling Basin Design and Trap Efficiency MethodsDocument16 pagesSettling Basin Design and Trap Efficiency MethodsSuresh CNo ratings yet
- ED Desalination CostDocument13 pagesED Desalination CostSafa alkhalilNo ratings yet
- 6 - Particle Size Effect On The Efficient Use of Water and EnergyDocument5 pages6 - Particle Size Effect On The Efficient Use of Water and EnergyElter J Reyes MNo ratings yet
- Subb A Rama 2020Document8 pagesSubb A Rama 2020ritikNo ratings yet
- 141 IFergus PDFDocument9 pages141 IFergus PDFEnrique MartinezNo ratings yet
- An Empirical Model For Predicting Hydraulic ConducDocument9 pagesAn Empirical Model For Predicting Hydraulic ConducFernando Andrés Ortega JiménezNo ratings yet
- Materials Chemistry A: Journal ofDocument7 pagesMaterials Chemistry A: Journal ofkristianNo ratings yet
- Estimation of Water Production CostDocument7 pagesEstimation of Water Production Costsurishetty10No ratings yet
- Mondal 2008Document9 pagesMondal 2008Grace yoniNo ratings yet
- Reducing Mine Water RequirementsDocument12 pagesReducing Mine Water RequirementsChalid MHNo ratings yet
- Study On Low Pressure Evaporation of Fresh Water Generation System ModelDocument7 pagesStudy On Low Pressure Evaporation of Fresh Water Generation System ModelarunNo ratings yet
- 18 LuppnowDocument10 pages18 LuppnowDavid BenaventeNo ratings yet
- Peat Subsidence Forests-12-00732Document19 pagesPeat Subsidence Forests-12-00732imanNo ratings yet
- Minerals Engineering: Ishamael Muzinda, Nóra SchreithoferDocument8 pagesMinerals Engineering: Ishamael Muzinda, Nóra SchreithoferOnesime MutebaNo ratings yet
- Renewable and Sustainable Energy ReviewsDocument29 pagesRenewable and Sustainable Energy ReviewsLizzi RuizNo ratings yet
- Treatment of An Anodizing Waste To Water Quality-Based Effluent LimitsDocument6 pagesTreatment of An Anodizing Waste To Water Quality-Based Effluent LimitsbaneNo ratings yet
- Irjet V6i2458Document4 pagesIrjet V6i2458204D045 Vedant patingeNo ratings yet
- Fang - 2018 - IOP - Conf. - Ser. - Earth - Environ. - Sci. - 178 - 012018Document8 pagesFang - 2018 - IOP - Conf. - Ser. - Earth - Environ. - Sci. - 178 - 012018Karlina DewiNo ratings yet
- 1 - Published ArticleDocument7 pages1 - Published Articleالسيد ابراهيم عبدالعزيز عبداللهNo ratings yet
- Modelling Study On Environmental Indicators in An EstuaryDocument11 pagesModelling Study On Environmental Indicators in An EstuaryAsad HafudhNo ratings yet
- 1 s2.0 S2214714419316903 MainDocument18 pages1 s2.0 S2214714419316903 MainLuciano MagalhãesNo ratings yet
- L8 Ground Water ManagementDocument38 pagesL8 Ground Water ManagementncncNo ratings yet
- Desalination: Ashish Kumar Mishra, S. RamaprabhuDocument7 pagesDesalination: Ashish Kumar Mishra, S. RamaprabhuLakshay SharmaNo ratings yet
- Energy Conversion and Management: Yanchao Jin, Jianling Fu, Riyao Chen, Qiuting Zhang, Xi Zheng, Xiao Chen, Yaoxing LiuDocument7 pagesEnergy Conversion and Management: Yanchao Jin, Jianling Fu, Riyao Chen, Qiuting Zhang, Xi Zheng, Xiao Chen, Yaoxing LiuWahyu Muhammad ArfanNo ratings yet
- 1 s2.0 S001191641100083X MainDocument7 pages1 s2.0 S001191641100083X MainTomas Barrientos BrunaNo ratings yet
- A Critical Evaluation of The Water Reticulation System at Vlaklaagte Shaft, Goedehoop CollieryDocument10 pagesA Critical Evaluation of The Water Reticulation System at Vlaklaagte Shaft, Goedehoop Collieryprolificmudzviti20No ratings yet
- 1 s2.0 S1364032122002398 MainDocument16 pages1 s2.0 S1364032122002398 MainPRAJWAL K MNo ratings yet
- Desalination MunaDocument14 pagesDesalination MunaZia KhanNo ratings yet
- Materials Chemistry A: Journal ofDocument11 pagesMaterials Chemistry A: Journal ofARIADNANo ratings yet
- Effect of Size and Concentration of Silt Particles On Erosion of Pelton Turbone BucketsDocument7 pagesEffect of Size and Concentration of Silt Particles On Erosion of Pelton Turbone BucketsJunaid MasoodiNo ratings yet
- Xu 2011Document5 pagesXu 2011huyf10companyNo ratings yet
- Lo Khande 2021Document14 pagesLo Khande 2021Pankaj chemistry tutorialsNo ratings yet
- Study of Silt Erosion On Performance of A Pelton TurbineDocument7 pagesStudy of Silt Erosion On Performance of A Pelton TurbineCristian Polo VallejosNo ratings yet
- Chemosphere: Jingfu Wang, Jingan Chen, Quan Chen, Haiquan Yang, Yan Zeng, Pingping Yu, Zuxue JinDocument11 pagesChemosphere: Jingfu Wang, Jingan Chen, Quan Chen, Haiquan Yang, Yan Zeng, Pingping Yu, Zuxue JinClarenz BragaNo ratings yet
- Disposición Final de Efluentes en Plantaciones de EucaliptusDocument9 pagesDisposición Final de Efluentes en Plantaciones de Eucaliptuslucianolorea91No ratings yet
- Chemical Quality of Groundwater of Rawalpindi/Islamabad: Mohammad Sajjad, Said Rahim and DR S.S. Tahir, PakistanDocument4 pagesChemical Quality of Groundwater of Rawalpindi/Islamabad: Mohammad Sajjad, Said Rahim and DR S.S. Tahir, PakistanZafar KhanNo ratings yet
- Koirala 2016Document8 pagesKoirala 2016Gustavo José Gonçalves MollicaNo ratings yet
- An Experimental and Statistical Analysis of Double SlopeDocument16 pagesAn Experimental and Statistical Analysis of Double SlopeDhaoui SirinNo ratings yet
- The Future For Electrocoagulation As A Localised Water Treatment TechnologyDocument13 pagesThe Future For Electrocoagulation As A Localised Water Treatment Technologykokita2012No ratings yet
- Davoodabadifarahani2016 PDFDocument12 pagesDavoodabadifarahani2016 PDFWendyNo ratings yet
- Characterization of Thin Alluvial Bed Aquifers in Manggar River Balikpapan East Kalimantan IndonesiaDocument3 pagesCharacterization of Thin Alluvial Bed Aquifers in Manggar River Balikpapan East Kalimantan Indonesiarizki ali akbarNo ratings yet
- Energy analysis of reverse osmosis desalinationDocument8 pagesEnergy analysis of reverse osmosis desalinationAbdulAziz shahidNo ratings yet
- Oraya 2023 IOP Conf. Ser. Earth Environ. Sci. 1184 012014Document8 pagesOraya 2023 IOP Conf. Ser. Earth Environ. Sci. 1184 012014Ndc MNo ratings yet
- Sustainable Water Resource Management in SingaporeDocument28 pagesSustainable Water Resource Management in SingaporeVo Cong HoangNo ratings yet
- Economics of Mine Water TreatmentDocument3 pagesEconomics of Mine Water TreatmentGeoffrey NyamagodoNo ratings yet
- Hydrocarbon Reservoir Characterization Using Well Log in Niger Delta Basin of NigeriaDocument11 pagesHydrocarbon Reservoir Characterization Using Well Log in Niger Delta Basin of NigeriaDaniel Mauricio Rojas CaroNo ratings yet
- Optimization of Seawater RO Systems Design: DesalinationDocument8 pagesOptimization of Seawater RO Systems Design: DesalinationRavi PrasadNo ratings yet
- Impact of Houseboat Sanitation On Ecology and Health of Dal Lake KashmirDocument4 pagesImpact of Houseboat Sanitation On Ecology and Health of Dal Lake KashmirQazi TanveerNo ratings yet
- Preparation of Heavy by Catalytic Exchange: WaterDocument7 pagesPreparation of Heavy by Catalytic Exchange: Waterأبى جزاك الله خيراNo ratings yet
- Membrane Desalination of Service Water From Gold MinesDocument6 pagesMembrane Desalination of Service Water From Gold MinesGeoffrey NyamagodoNo ratings yet
- Journal 2 - Determination of Some Heavy Metal Pollutants in Sediments of The Seybouse River in Annaba, AlgeriaDocument11 pagesJournal 2 - Determination of Some Heavy Metal Pollutants in Sediments of The Seybouse River in Annaba, AlgeriaNathalia Jaquelin Gonzalez DiazNo ratings yet
- TP 188Document9 pagesTP 188nermeen ahmedNo ratings yet
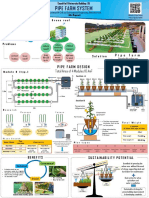
- Pipe Farm Poster SNU#35 - FinalDocument1 pagePipe Farm Poster SNU#35 - FinalGita HapsariNo ratings yet
- Research Article: Oil and Grease Removal From Industrial Wastewater Using New Utility ApproachDocument7 pagesResearch Article: Oil and Grease Removal From Industrial Wastewater Using New Utility Approachdiasantonio34No ratings yet
- Sarifuddin 2018 IOP Conf. Ser. Earth Environ. Sci. 122 012073Document8 pagesSarifuddin 2018 IOP Conf. Ser. Earth Environ. Sci. 122 012073Febrianelly AmandaNo ratings yet
- Sustainable Roof Runoff DrainageDocument5 pagesSustainable Roof Runoff DrainageNor Hidayah Mohd RazaliNo ratings yet
- Regeneration Process Improvement of Demineralization Unit in LNG Plant BontangDocument6 pagesRegeneration Process Improvement of Demineralization Unit in LNG Plant BontangPamikatsih PNo ratings yet
- Refrigeration Processes: A Practical Handbook on the Physical Properties of Refrigerants and their ApplicationsFrom EverandRefrigeration Processes: A Practical Handbook on the Physical Properties of Refrigerants and their ApplicationsRating: 3 out of 5 stars3/5 (2)
- Demineralization by Ion Exchange: In Water Treatment and Chemical Processing of Other LiquidsFrom EverandDemineralization by Ion Exchange: In Water Treatment and Chemical Processing of Other LiquidsRating: 4 out of 5 stars4/5 (2)
- 207 With Cover Page v2Document14 pages207 With Cover Page v2Geoffrey NyamagodoNo ratings yet
- A Generic Water Balance For The South African Coal Mining IndustryDocument114 pagesA Generic Water Balance For The South African Coal Mining IndustryGeoffrey NyamagodoNo ratings yet
- A Strategic Approach To The Design and Implementation of An Effective Mine Dewatering SystemDocument17 pagesA Strategic Approach To The Design and Implementation of An Effective Mine Dewatering SystemGeoffrey NyamagodoNo ratings yet
- Wheal Jane Mine Water Active Treatment Plant - Design, Construction and OperationDocument8 pagesWheal Jane Mine Water Active Treatment Plant - Design, Construction and OperationGeoffrey NyamagodoNo ratings yet
- 4 - Mine Dewatering - DHI Mining Solution Flyer PDFDocument2 pages4 - Mine Dewatering - DHI Mining Solution Flyer PDFjuanNo ratings yet
- Water Case StudiesDocument32 pagesWater Case StudiesGeorgi SavovNo ratings yet
- A Phased Approach To Mine DewateringDocument7 pagesA Phased Approach To Mine DewateringLidya SimatupangNo ratings yet
- 712ced74f0ee88c23b06aad7640af5fcDocument1 page712ced74f0ee88c23b06aad7640af5fcGeoffrey NyamagodoNo ratings yet
- Mine Water Disinfectant: Case Study BO1450Document2 pagesMine Water Disinfectant: Case Study BO1450Geoffrey NyamagodoNo ratings yet
- Mine Water DrainageDocument24 pagesMine Water DrainageDouglas YusufNo ratings yet
- WCM Case Study OEM Underground and Surface Fines Recovery For Improved Mud Management and PGM RecoveryDocument2 pagesWCM Case Study OEM Underground and Surface Fines Recovery For Improved Mud Management and PGM RecoveryGeoffrey NyamagodoNo ratings yet
- Variations in Ultra-Deep, Narrow Reef Stoping Configurations and The Effects On Cooling and VentilationDocument8 pagesVariations in Ultra-Deep, Narrow Reef Stoping Configurations and The Effects On Cooling and VentilationGeoffrey NyamagodoNo ratings yet
- WCM Case Study - Water Plant - May2021Document2 pagesWCM Case Study - Water Plant - May2021Geoffrey NyamagodoNo ratings yet
- Improvement Strategies For Mine Dewatering ProcessDocument6 pagesImprovement Strategies For Mine Dewatering ProcessGeoffrey NyamagodoNo ratings yet
- Wolkersdorfer Minewater Mikkeli WebDocument183 pagesWolkersdorfer Minewater Mikkeli WebGeoffrey NyamagodoNo ratings yet
- Water Management For Mining - International MiningDocument1 pageWater Management For Mining - International MiningGeoffrey NyamagodoNo ratings yet
- Van Niekerk APDocument116 pagesVan Niekerk APGeoffrey NyamagodoNo ratings yet
- Optimization of Complex Integrated Water and Membrane Network SystemsDocument16 pagesOptimization of Complex Integrated Water and Membrane Network SystemsGeoffrey NyamagodoNo ratings yet
- The Risk-Based Approach To Water Management, and Major Challenges in The Mining Industry - ESG and The Economics and EthicsDocument6 pagesThe Risk-Based Approach To Water Management, and Major Challenges in The Mining Industry - ESG and The Economics and EthicsGeoffrey NyamagodoNo ratings yet
- Vladimir Ugorets-Benefits of Use MINEDW Code-Hydrogeology-paper PDFDocument10 pagesVladimir Ugorets-Benefits of Use MINEDW Code-Hydrogeology-paper PDFCavero JorgecaveroNo ratings yet
- Underground disinfection of mine water by in situ chlorine generationDocument6 pagesUnderground disinfection of mine water by in situ chlorine generationGeoffrey NyamagodoNo ratings yet
- Economics of Mine Water TreatmentDocument3 pagesEconomics of Mine Water TreatmentGeoffrey NyamagodoNo ratings yet
- South Africa's Options For Mine-Impacted Water Re-Use: A ReviewDocument11 pagesSouth Africa's Options For Mine-Impacted Water Re-Use: A ReviewGeoffrey NyamagodoNo ratings yet
- Venter RDocument110 pagesVenter RGeoffrey NyamagodoNo ratings yet
- The Disposal of Polluted Effluents From Mining, Metallurgical and Metal Finishing Industries, Their Effects On Receiving Water and Remedial MeasurestDocument9 pagesThe Disposal of Polluted Effluents From Mining, Metallurgical and Metal Finishing Industries, Their Effects On Receiving Water and Remedial MeasurestGeoffrey NyamagodoNo ratings yet
- Mines: Water SystemsDocument6 pagesMines: Water SystemsGeoffrey NyamagodoNo ratings yet
- Spotlight: On WaterDocument1 pageSpotlight: On WaterGeoffrey NyamagodoNo ratings yet
- Leveling Final Report 151129114128 Lva1 App6891Document19 pagesLeveling Final Report 151129114128 Lva1 App6891Geoffrey NyamagodoNo ratings yet
- Membrane Desalination of Service Water From Gold MinesDocument6 pagesMembrane Desalination of Service Water From Gold MinesGeoffrey NyamagodoNo ratings yet
- Markov Model Predicts AttritionDocument16 pagesMarkov Model Predicts AttritionWojood AlkhanNo ratings yet
- Noise - LightroomDocument2 pagesNoise - LightroomLauraNo ratings yet
- Reputed Builders in VadodaraDocument10 pagesReputed Builders in Vadodararomy mattewNo ratings yet
- Article 20 Salary Scales 10-Month Teachers 2019-2020 (Effective July 1, 2019)Document10 pagesArticle 20 Salary Scales 10-Month Teachers 2019-2020 (Effective July 1, 2019)Robert MaglocciNo ratings yet
- Leadership and Leadership StylesDocument21 pagesLeadership and Leadership StylesJeet Summer83% (6)
- Wiccan - The Basics of Herbs and Herbal Magic and Spells and MagickDocument5 pagesWiccan - The Basics of Herbs and Herbal Magic and Spells and Magickkhalilgib67% (3)
- W s-5 Vectors Vector CoordinatesDocument3 pagesW s-5 Vectors Vector Coordinatesapi-253679034No ratings yet
- Principles of BioenergyDocument25 pagesPrinciples of BioenergyNazAsyrafNo ratings yet
- Cherry Mx1A-Lxxa/B: Housing Colour: KeymoduleDocument5 pagesCherry Mx1A-Lxxa/B: Housing Colour: KeymoduleArtur MartinsNo ratings yet
- Item 1 - Ficha Tecnica IBOP Upper Canrig 1250 ACDocument6 pagesItem 1 - Ficha Tecnica IBOP Upper Canrig 1250 ACanghelo marquezNo ratings yet
- DBMS Lecture NotesDocument120 pagesDBMS Lecture NoteshawltuNo ratings yet
- What Are The Ten New Commandments in Severe Polytrauma Management 1Document8 pagesWhat Are The Ten New Commandments in Severe Polytrauma Management 1antonio dengNo ratings yet
- Calimlim Vs RamirezDocument3 pagesCalimlim Vs RamirezMoon BeamsNo ratings yet
- Test Bank For Project Management Achieving Competitive Advantage 5th Edition PintoDocument6 pagesTest Bank For Project Management Achieving Competitive Advantage 5th Edition PintoCarlosSnydercmtyn97% (36)
- Sdoc 09 13 SiDocument70 pagesSdoc 09 13 SiJhojo Tesiorna FalcutilaNo ratings yet
- Cytokines: Microenvironment To 10 M)Document6 pagesCytokines: Microenvironment To 10 M)ganeshNo ratings yet
- Home Appliances Controlling Using Bluetooth On Android Mobile AbstractDocument2 pagesHome Appliances Controlling Using Bluetooth On Android Mobile AbstractramyaNo ratings yet
- Talegaon Dabhade DpproposalDocument108 pagesTalegaon Dabhade DpproposalHemant Chandravanshi92% (12)
- EVIDENCE DIGESTS RULE 129 sEC. 4 TO Rule 130 Section 41Document48 pagesEVIDENCE DIGESTS RULE 129 sEC. 4 TO Rule 130 Section 41Pat RañolaNo ratings yet
- Review If Transparent Solar Photovoltaic TechnologiesDocument13 pagesReview If Transparent Solar Photovoltaic TechnologiesSharonNo ratings yet
- 5197-Car Hire 04 Dates-Ltr 157 DT 23.04.19Document1 page5197-Car Hire 04 Dates-Ltr 157 DT 23.04.19arpannathNo ratings yet
- 3hac13347 1Document18 pages3hac13347 1CJ MallickNo ratings yet
- ICO LetterDocument3 pagesICO LetterLola HeaveyNo ratings yet
- IM EAMC ENDORSEMENT (Updated Feb 2020)Document7 pagesIM EAMC ENDORSEMENT (Updated Feb 2020)Joshua Elijah ArsenioNo ratings yet
- Question Bank RTOSDocument3 pagesQuestion Bank RTOSjaswanth19907No ratings yet
- HR Workflows in TOPdeskDocument2 pagesHR Workflows in TOPdeskTOPdesk0% (1)
- Appropriation For Annual Budget Year 2022Document5 pagesAppropriation For Annual Budget Year 2022Rafael FerolinoNo ratings yet
- 341 Examples of Addressing ModesDocument8 pages341 Examples of Addressing ModesdurvasikiranNo ratings yet
- Business Environment of Micro Producers in General Santos CityDocument148 pagesBusiness Environment of Micro Producers in General Santos CityAlbedo KreideprinzNo ratings yet
- Skylab 4 PAO Mission Commentary 16 of 32Document188 pagesSkylab 4 PAO Mission Commentary 16 of 32Bob Andrepont100% (1)