You might also like
- Mad-Lib ExerciseDocument2 pagesMad-Lib Exercisejbk23100% (2)
- UCLA-Career Preparation ToolkitDocument61 pagesUCLA-Career Preparation ToolkitCaelulalaNo ratings yet
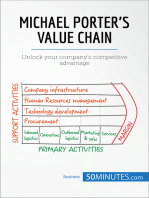
- Michael Porter's Value Chain: Unlock your company's competitive advantageFrom EverandMichael Porter's Value Chain: Unlock your company's competitive advantageRating: 4 out of 5 stars4/5 (1)
- Ch16 - 000 Cost ManagementDocument78 pagesCh16 - 000 Cost ManagementAmanda Esther100% (2)
- Dll-Eapp 12 Week 15Document5 pagesDll-Eapp 12 Week 15marivic franciscoNo ratings yet
- Chapter 5 Cost Minimization and Profit MaximinizationDocument19 pagesChapter 5 Cost Minimization and Profit MaximinizationJimmy Ong Ah Huat100% (1)
- Strategic Cost ManagementDocument25 pagesStrategic Cost ManagementPriAnca GuptaNo ratings yet
- Chapter 6 Performance Objectives of Operations ManagementDocument17 pagesChapter 6 Performance Objectives of Operations ManagementJimmy Ong Ah Huat100% (2)
- Cost of Poor Quality 1Document7 pagesCost of Poor Quality 1Shavin AvinNo ratings yet
- How to Manage Future Costs and Risks Using Costing and MethodsFrom EverandHow to Manage Future Costs and Risks Using Costing and MethodsNo ratings yet
- Bench Marking ReportDocument8 pagesBench Marking ReportNitesh SasidharanNo ratings yet
- Target CostingDocument32 pagesTarget Costingapi-3701467100% (3)
- COMExam HandbookDocument260 pagesCOMExam HandbookRabiya SajjadNo ratings yet
- Cost Reduction Through Supply Chain ManagementDocument4 pagesCost Reduction Through Supply Chain ManagementAustin AudiNo ratings yet
- Chap 013Document51 pagesChap 013Renard100% (1)
- PRACTICES AND CHALLENGES IN THE IMPLEMENTATION OF BASIC EDUCATION LEARNING CONTINUITY PLAN-Authored By: Reynaldo C. CruzDocument71 pagesPRACTICES AND CHALLENGES IN THE IMPLEMENTATION OF BASIC EDUCATION LEARNING CONTINUITY PLAN-Authored By: Reynaldo C. CruzInternational Intellectual Online PublicationsNo ratings yet
- Math10 q2 Week1 Module1 Polynomial-Functions For-ReproductionDocument32 pagesMath10 q2 Week1 Module1 Polynomial-Functions For-ReproductionChaz grant borromeo89% (9)
- Training SCLDocument60 pagesTraining SCLAlu menzikenNo ratings yet
- Target and Kaizen Costing in ConstructionDocument7 pagesTarget and Kaizen Costing in ConstructionJordano Bruno MoraesNo ratings yet
- Cost Reduction Strategies and Performance of Supermarket Stores in Port Harcourt February, 2019Document66 pagesCost Reduction Strategies and Performance of Supermarket Stores in Port Harcourt February, 2019ruthNo ratings yet
- Mtech Cost Management of Engineering Projects L N Ce r18 0Document118 pagesMtech Cost Management of Engineering Projects L N Ce r18 0Gopikrishnan100% (1)
- Complementor Lock-In Competitor Lock-Out Proprietary StandardDocument15 pagesComplementor Lock-In Competitor Lock-Out Proprietary StandardvanderbylrouxNo ratings yet
- Accn09b Module 1Document5 pagesAccn09b Module 1princess manlangitNo ratings yet
- Active Sports Life: Case StudyDocument8 pagesActive Sports Life: Case StudySaqib RahmanNo ratings yet
- Literature Review EditedDocument4 pagesLiterature Review EditedGetahunNo ratings yet
- Business-Level Strategy: Creating and Sustaining Competitive AdvantagesDocument11 pagesBusiness-Level Strategy: Creating and Sustaining Competitive AdvantagesArtemisNo ratings yet
- Value Sustainable Procurement PracticesDocument28 pagesValue Sustainable Procurement PracticesHuili AONo ratings yet
- TQM - Lean and Six SigmaDocument4 pagesTQM - Lean and Six SigmaMohamad AbrarNo ratings yet
- Artikel Dr. Majeed Abdul Husein Hatif AlmaryaniDocument9 pagesArtikel Dr. Majeed Abdul Husein Hatif AlmaryaniRomi AntonNo ratings yet
- Chapter 1Document12 pagesChapter 1Jaiveer YadavNo ratings yet
- Cost Leadership StrategyDocument6 pagesCost Leadership StrategyPooja Rani-48No ratings yet
- Reports On Target Costing in BangladeshDocument98 pagesReports On Target Costing in BangladeshAvijit GhoshNo ratings yet
- 6 Cost ManagementDocument9 pages6 Cost ManagementZenCamandangNo ratings yet
- Answer To The Question NoDocument6 pagesAnswer To The Question NoNiaz AhmedNo ratings yet
- The Utilization of Target Costing in The Telecom IndustryDocument6 pagesThe Utilization of Target Costing in The Telecom IndustryThe IjbmtNo ratings yet
- Theory Questions of Advance Management Accounting (CA Final)Document7 pagesTheory Questions of Advance Management Accounting (CA Final)Lawrence Maretlwa33% (3)
- Essay - Management of Process & Competitive AdvantageDocument8 pagesEssay - Management of Process & Competitive AdvantageMohammedNo ratings yet
- 6 SigmaDocument14 pages6 SigmaDevang BhedaNo ratings yet
- Application of Target Costing and Performance Analysis: Evidence From Indian Automobile IndustryDocument27 pagesApplication of Target Costing and Performance Analysis: Evidence From Indian Automobile IndustryDessy Permata SariNo ratings yet
- Target Costing: Kenneth Crow DRM AssociatesDocument6 pagesTarget Costing: Kenneth Crow DRM AssociatesAhmed RazaNo ratings yet
- Abernathy and Wayne - Limits of The Learning CurveDocument24 pagesAbernathy and Wayne - Limits of The Learning CurvexxxsmkxxxNo ratings yet
- Cost Analysis Through Life Cycle Analysis and Target CostingDocument35 pagesCost Analysis Through Life Cycle Analysis and Target CostingSunny KhsNo ratings yet
- T-8 Management Acc TechniquesDocument35 pagesT-8 Management Acc TechniquesPOOJA GUPTANo ratings yet
- 2 Target PDFDocument13 pages2 Target PDFمحمد زرواطيNo ratings yet
- Summary Silabus Pertemuan 6 1906420225Document5 pagesSummary Silabus Pertemuan 6 1906420225Reza MarganaNo ratings yet
- Blending The Best of Lean Production and Six SigmaDocument12 pagesBlending The Best of Lean Production and Six SigmaMansoor AliNo ratings yet
- MBR ProposalDocument11 pagesMBR ProposalAaish MalikNo ratings yet
- Applying Six Sigma To Manufacturing ProcDocument12 pagesApplying Six Sigma To Manufacturing ProcCát Tường Phạm Nguyễn100% (1)
- RP4 Product and Service DesignDocument7 pagesRP4 Product and Service DesignGerline MaeNo ratings yet
- Chapter 4 Review Question.Document6 pagesChapter 4 Review Question.Rhea May BaluteNo ratings yet
- Target Costing AccountsDocument32 pagesTarget Costing Accountsac27rocksNo ratings yet
- Effective Design of Products Services An Approach Based On Integration of Marketing and Operations Management DecisionsDocument6 pagesEffective Design of Products Services An Approach Based On Integration of Marketing and Operations Management DecisionsGetaNo ratings yet
- Business Strategy 30JUN19Document24 pagesBusiness Strategy 30JUN19rakibul sagorNo ratings yet
- Dobrin Cosmin, Stănciuc AnaDocument5 pagesDobrin Cosmin, Stănciuc AnaR.A.MNo ratings yet
- Deepak Subedi Deepak Subedi Deepak Subedi Deepak Subedi Deepak Subedi Suneel Maheshwari Suneel Maheshwari Suneel Maheshwari Suneel Maheshwari Suneel MaheshwariDocument8 pagesDeepak Subedi Deepak Subedi Deepak Subedi Deepak Subedi Deepak Subedi Suneel Maheshwari Suneel Maheshwari Suneel Maheshwari Suneel Maheshwari Suneel Maheshwarib2iceNo ratings yet
- Content ServerDocument17 pagesContent Serverwin1234onaNo ratings yet
- Experience Curve PricingDocument3 pagesExperience Curve PricingpoojaNo ratings yet
- Bus 5117 Ca Unit 5Document2 pagesBus 5117 Ca Unit 5Hassan Suleiman SamsonNo ratings yet
- Applying Six Sigma To Manufacturing ProcDocument12 pagesApplying Six Sigma To Manufacturing ProcRobert MartosNo ratings yet
- P1Document23 pagesP1Nischal UpretiNo ratings yet
- Milestone 2 BUS-415Document3 pagesMilestone 2 BUS-415mabdullah4830No ratings yet
- Competitive Priorities For Success in The MarketplaceDocument30 pagesCompetitive Priorities For Success in The MarketplaceJoe Nathaniel25% (4)
- Hilton7e SM CH6Document51 pagesHilton7e SM CH6VivekRaptorNo ratings yet
- Experience CurveDocument4 pagesExperience CurveAmisha SinhaNo ratings yet
- Strategic Cost ManagementDocument9 pagesStrategic Cost Management1163No ratings yet
- The Impact of Learning and Scale Economies On Unit CostsDocument6 pagesThe Impact of Learning and Scale Economies On Unit CostssaidulfloraNo ratings yet
- What Is Outsourcing?Document4 pagesWhat Is Outsourcing?Tabitha WatsaiNo ratings yet
- Brief Background About DruckerDocument4 pagesBrief Background About DruckerTabitha WatsaiNo ratings yet
- QUESTION: Perform A PEST Analysis On The All Factors of The External EnvironmentDocument13 pagesQUESTION: Perform A PEST Analysis On The All Factors of The External EnvironmentTabitha WatsaiNo ratings yet
- ECO 101 Assignment - Introduction To EconomicsDocument5 pagesECO 101 Assignment - Introduction To EconomicsTabitha WatsaiNo ratings yet
- Beyond Investment: The Power of Capacity-Building SupportDocument44 pagesBeyond Investment: The Power of Capacity-Building SupportLaxNo ratings yet
- GIS Unit 2 Class TestDocument7 pagesGIS Unit 2 Class TestPrathamesh BhosaleNo ratings yet
- Assignment CM Final PDFDocument9 pagesAssignment CM Final PDFRefisa JiruNo ratings yet
- Jimerson Rampola Final DemoDocument64 pagesJimerson Rampola Final DemoJIMERSON RAMPOLANo ratings yet
- Wall FootingDocument4 pagesWall FootingMunthir NumanNo ratings yet
- Ready. Set. IELTS. Idioms.Document45 pagesReady. Set. IELTS. Idioms.Renatochka BakirovaNo ratings yet
- Rubricks For Case StudyDocument2 pagesRubricks For Case StudyMiguelito Aquino RuelanNo ratings yet
- DX-790-960-65-17.5i-M: Electrical PropertiesDocument2 pagesDX-790-960-65-17.5i-M: Electrical PropertiesАлександрNo ratings yet
- Dual Shield 7100 Ultra: Typical Tensile PropertiesDocument3 pagesDual Shield 7100 Ultra: Typical Tensile PropertiesDino Paul Castro HidalgoNo ratings yet
- Sika Hi Mod Gel Msds B-1Document5 pagesSika Hi Mod Gel Msds B-1Katherine Dilas Edward CarhuaninaNo ratings yet
- Entrepreneurship 1b Make Your Idea A Reality Unit 3 Critical Thinking QuestionsDocument8 pagesEntrepreneurship 1b Make Your Idea A Reality Unit 3 Critical Thinking QuestionsNastech ProductionNo ratings yet
- Kompilasi Soal Paket BDocument10 pagesKompilasi Soal Paket Babdul wahidNo ratings yet
- z01 PDFDocument12 pagesz01 PDFZdravko RusevNo ratings yet
- Service Manual: MS-A18WV - MS-A24WV - MS-A30WVDocument32 pagesService Manual: MS-A18WV - MS-A24WV - MS-A30WVCesc BonetNo ratings yet
- Hacking Hacktoberfest - SVIT VasadDocument59 pagesHacking Hacktoberfest - SVIT VasadTRISHALA.SWAINNo ratings yet
- Well Control - Pore PressureDocument31 pagesWell Control - Pore PressureMiguel Pinto PonceNo ratings yet
- NSDADocument1 pageNSDAShallu ManchandaNo ratings yet
- UNA010F-0-V2: Electrical SpecificationsDocument2 pagesUNA010F-0-V2: Electrical SpecificationsNiko ZabalaNo ratings yet
- Harper's Illustrated Biochemistry - Hormonal Control in Signal TransductionDocument18 pagesHarper's Illustrated Biochemistry - Hormonal Control in Signal TransductionDr Sanjeeb Kumar Dey BaidyaNo ratings yet
- 2003 Wiley Periodicals, Inc.: Max VisserDocument10 pages2003 Wiley Periodicals, Inc.: Max VisserMariano DomanicoNo ratings yet
- Study of Causal Factors of Road Accidents On Panipat-Samalkha Section of Nh-1Document7 pagesStudy of Causal Factors of Road Accidents On Panipat-Samalkha Section of Nh-1esatjournalsNo ratings yet
- Recommended Reads by David PerellDocument3 pagesRecommended Reads by David PerellRonit MandalNo ratings yet
- FINAS A8 Riippumattomuuden Arv Finasin Toimperiaatteet enDocument2 pagesFINAS A8 Riippumattomuuden Arv Finasin Toimperiaatteet enMariam KhanNo ratings yet
- Regulatory Guide 1.71Document5 pagesRegulatory Guide 1.71Siis IngenieriaNo ratings yet