You might also like
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5795)
- FIP Corrosion Protection of Prestressing SteelsDocument79 pagesFIP Corrosion Protection of Prestressing SteelsRizwanNo ratings yet
- B29 - 03 ISO StandDocument3 pagesB29 - 03 ISO StandRizwanNo ratings yet
- B33 - 10 ISO StandDocument6 pagesB33 - 10 ISO StandRizwanNo ratings yet
- B23 - 00 ISO StandDocument4 pagesB23 - 00 ISO StandRizwanNo ratings yet
- Magnesium-Alloy Sheet and Plate: Standard Specification ForDocument8 pagesMagnesium-Alloy Sheet and Plate: Standard Specification ForRizwanNo ratings yet
- Seamless Copper Pipe, Standard SizesDocument7 pagesSeamless Copper Pipe, Standard SizesRizwanNo ratings yet
- Copper Rod Drawing Stock For Electrical PurposesDocument7 pagesCopper Rod Drawing Stock For Electrical PurposesRizwanNo ratings yet
- Bronze-Base Powder Metallurgy (PM) Bearings (Oil-Impregnated)Document22 pagesBronze-Base Powder Metallurgy (PM) Bearings (Oil-Impregnated)RizwanNo ratings yet
- Seamless Red Brass Pipe, Standard SizesDocument7 pagesSeamless Red Brass Pipe, Standard SizesRizwanNo ratings yet
- Medium-Hard-Drawn Copper Wire: Standard Specification ForDocument4 pagesMedium-Hard-Drawn Copper Wire: Standard Specification ForRizwanNo ratings yet
- High Conductivity Tough-Pitch Copper Refinery Shapes: Standard Specification ForDocument5 pagesHigh Conductivity Tough-Pitch Copper Refinery Shapes: Standard Specification ForRizwanNo ratings yet
- Peel Strength of Metal Electroplated Plastics: Standard Test Method ForDocument4 pagesPeel Strength of Metal Electroplated Plastics: Standard Test Method ForRizwanNo ratings yet
- Hard-Drawn Copper Wire: Standard Specification ForDocument5 pagesHard-Drawn Copper Wire: Standard Specification ForRizwanNo ratings yet
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Base of Body Repair: Group 9Document50 pagesBase of Body Repair: Group 9Toponari MedveNo ratings yet
- Selection - Tool - consumables-ENG (Lincoln Europa)Document8 pagesSelection - Tool - consumables-ENG (Lincoln Europa)Bernardo BardottNo ratings yet
- Reactivity of Metals Notes and Exercises For Secondary 4 (Grade 10)Document10 pagesReactivity of Metals Notes and Exercises For Secondary 4 (Grade 10)Cloudia CloudNo ratings yet
- Principal OresDocument4 pagesPrincipal OresMunira HusainNo ratings yet
- Module 1 - Lesson 1 - 5Document37 pagesModule 1 - Lesson 1 - 5Angelica PajasNo ratings yet
- Mechanical Properties and Tribological Behaviour of Reinforced Aluminium Metal Matrix CompositesDocument5 pagesMechanical Properties and Tribological Behaviour of Reinforced Aluminium Metal Matrix Compositessaeed jamalNo ratings yet
- Sae J 403Document10 pagesSae J 403varad kulkarni100% (1)
- Vanadium: Vanadium Is A Chemical Element With The Symbol VDocument20 pagesVanadium: Vanadium Is A Chemical Element With The Symbol VVysakh Vasudevan0% (1)
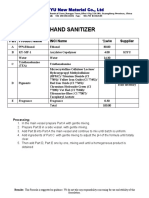
- Hand Sanitizer FormulaDocument1 pageHand Sanitizer FormulaUsman KhalidNo ratings yet
- 4340 Wire For Low Alloy SteelsDocument1 page4340 Wire For Low Alloy SteelsPankaj KumbhareNo ratings yet
- Metals and Non-MetalsDocument4 pagesMetals and Non-MetalsRehanul IslamNo ratings yet
- CSR & Ethics Apple: Environmental ImpactDocument2 pagesCSR & Ethics Apple: Environmental ImpactLeaaa MNo ratings yet
- Non-Ferrous Casting Products - TAE SUNGDocument12 pagesNon-Ferrous Casting Products - TAE SUNGWei YaoNo ratings yet
- Jess 105Document15 pagesJess 105Atharv SoniNo ratings yet
- OREAS 136 CertificateDocument15 pagesOREAS 136 CertificateDenis Alvarez RiveraNo ratings yet
- Rusting and Corrosion: Conditions For Iron To RustDocument3 pagesRusting and Corrosion: Conditions For Iron To Rusthussein hajiNo ratings yet
- Wet H2S Service - Total's RequirementsDocument7 pagesWet H2S Service - Total's Requirementsm5416100% (2)
- Duralumin Poles Are Preferred To Those Made of FiberglassDocument1 pageDuralumin Poles Are Preferred To Those Made of FiberglassAnca TruţaNo ratings yet
- CHEMISTRY 0620/11 Paper 1 Multiple Choice (Core) May/June 2020Document16 pagesCHEMISTRY 0620/11 Paper 1 Multiple Choice (Core) May/June 2020Delta-007No ratings yet
- Mineral Resources: Earth ScienceDocument20 pagesMineral Resources: Earth ScienceRegina Mae Narciso NazarenoNo ratings yet
- 150 To 250 Kg/cm2G Is Employed.: Acted Materials, To Cause The Urea Solution To ContactDocument5 pages150 To 250 Kg/cm2G Is Employed.: Acted Materials, To Cause The Urea Solution To ContactArpita DeyNo ratings yet
- Cambridge O Level: Chemistry 5070/12Document16 pagesCambridge O Level: Chemistry 5070/12pinkNo ratings yet
- Amendment No. 3 March 2017 TO Is 1786: 2008 High Strength Deformed Bars and Wires For Concrete Reinforcement - SpecificationDocument3 pagesAmendment No. 3 March 2017 TO Is 1786: 2008 High Strength Deformed Bars and Wires For Concrete Reinforcement - Specificationraviteja036No ratings yet
- Module 3-CUTTING TOOL MATERIALSDocument88 pagesModule 3-CUTTING TOOL MATERIALSsushilNo ratings yet
- Module 6 in ConChem 3rd GradingDocument5 pagesModule 6 in ConChem 3rd Gradingjohncarlodc99No ratings yet
- Clarkson Rod MillDocument56 pagesClarkson Rod Millgustavus1No ratings yet
- 4CH1 2C Que 20211120Document24 pages4CH1 2C Que 20211120Fazal AhmedNo ratings yet
- TGL Report ProjectsDocument7 pagesTGL Report ProjectsJoseph MofatNo ratings yet
- 2inch Steam Valve SpecificationDocument3 pages2inch Steam Valve SpecificationRaj PatelNo ratings yet
- Sector Minero en El Perú - 2020 - BBVADocument63 pagesSector Minero en El Perú - 2020 - BBVAYensi Urbano CamonesNo ratings yet