Professional Documents
Culture Documents
Raffinage Des Huiles Et Des Corps Gras Et Élimination Des Contaminants
Raffinage Des Huiles Et Des Corps Gras Et Élimination Des Contaminants
Uploaded by
Maýstŕo Õü ÇhêñOriginal Title
Copyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
Raffinage Des Huiles Et Des Corps Gras Et Élimination Des Contaminants
Raffinage Des Huiles Et Des Corps Gras Et Élimination Des Contaminants
Uploaded by
Maýstŕo Õü ÇhêñCopyright:
Available Formats
QUALITÉ – SÉCURITÉ SANITAIRE
Raffinage des huiles et des corps gras
et élimination des contaminants
Xavier PAGES Abstract: Refining is a powerful technology to guarantee a high food grade quality of the refined oils
Odile MORIN and fats. This overview of many of the safety challenges related to different contaminant residues, the
Céline BIROT refining processes have to and actually do respond to, focuses for each contaminant (pesticides, poly-
Marie GAUD cyclic hydrocarbons, other compounds as extraction solvent, metallic element traces, aflatoxins, dioxins
Stéphane FAZEUILH and polychlorobiphenyls, and new appearing contaminants like phthalates and 3-monochloro-
Morgan GOUBAND propanediol esters) on their nature, origin, occurrence and regulatory status before describing the requi-
red conditions of their elimination by chemical and “physical” refining with the mention of the most
ITERG, efficient refining step as known from the GMP or identified from original experimental works. Identifying
institut des corps gras, the physicochemical characteristics (hydro-solubility, lipophilic property, molecular weight and vapour
11, rue Gaspard-Monge, pressure) indicative of a potential contaminant behaviour during refining is an interesting preliminary
33600 Pessac, orientation tool. The quality target for refined oils and fats include on one hand the control and optimi-
France (www.iterg.com) sation of organoleptic and nutritional characteristics as well as stability during further storage, and
<x.pages@iterg.com> on the other hand, the elimination of contaminants avoiding or controlling the formation of new
undesirable compounds. For each contaminant to be eliminated, the technological issues have to be
<o.morin@iterg.com>
found at the crossroads of these demands.
Key words: vegetable oils and fats, chemical refining, physical refining, contaminant, food safety, regulation
Raffinage des corps gras : d’appeler « distillation neutralisante ». Le raffi- ment associées aux travaux de recherche
nage chimique élimine les acides gras libres analytique de ses laboratoires d’analyse qui
objectifs, procédés visent la mise au point de méthodes de dosage
par une étape de neutralisation à la soude ;
Le raffinage a pour but de maintenir ou d’amé- la distillation neutralisante élimine ces de ces substances adaptées aux matrices
liorer les caractères organoleptiques (goût et composés indésirables (désacidification) par grasses2.
odeur neutres, limpidité, couleur jaune clair), distillation sous vide poussé avec injection de
nutritionnels et la stabilité des corps gras. vapeur. Élimination des résidus
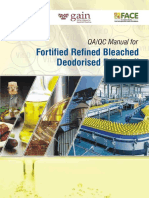
Pour ce faire, il met en œuvre plusieurs étapes Les figures 1 et 2 présentent respectivement les phytosanitaires
pour éliminer des composés indésirables différentes étapes d’un raffinage par voie
(gommes, cires, acides gras libres, pigments, chimique et par distillation neutralisante, en Les pesticides (aussi appelés produits phyto-
traces métalliques, composés odorants volatils) précisant les principaux composés éliminés à pharmaceutiques ou phytosanitaires) sont des
et les contaminants potentiellement présents chaque étape. substances chimiques, naturelles ou de syn-
dans les matières premières, tout en maîtrisant À côté de ces principaux composés, chaque thèse, utilisées en agriculture pour contrôler
la formation de nouveaux composés indésira- étape contribue à l’élimination d’autres subs- les différentes sortes de nuisibles (animaux,
bles par hydrolyse, oxydation ou isomérisation. tances indésirables, de contaminants poten- végétaux, micro-organismes) et ainsi augmen-
La conduite du procédé peut au besoin tiels et des coproduits de l’étape précédente. ter le rendement des principales cultures. Pour
s’adapter aux usages ultérieurs qui seront faits Les préoccupations récurrentes en matière de leur application, régie par des conditions stric-
des huiles raffinées produites : un usage sécurité sanitaire des produits raffinés récla- tes intégrées dans les bonnes pratiques cultura-
alimentaire (ou cosmétique/pharmaceutique) ment de vérifier systématiquement les condi- les, les substances actives sont généralement
conduira le raffineur à optimiser son procédé tions d’élimination des différents contaminants
afin de conserver les constituants d’intérêt susceptibles de polluer les huiles brutes, et cela, 1
Tous les essais menés sur ces installations sont
nutritionnel (acides gras polyinsaturés, vita- régulièrement afin d’intégrer les nouvelles
doi: 10.1684/ocl.2010.0302
conduits le plus souvent en discontinu, ce qui permet
mine E) ; pour un usage technique, le procédé substances identifiées comme polluants de tester les paramètres importants du raffinage
s’adaptera aux emplois visés (par exemple, potentiels. L’ITERG, depuis plus de dix ans, a (températures, durées, etc.) qui peuvent prendre
dans le cas d’un procédé ultérieur de transesté- donc inscrit à son programme de recherche des valeurs plus extrêmes que dans la réalité
rification pour la production d’esters méthyli- l’étude des conditions d’élimination des industrielle.
ques d’huiles végétales, biocarburant). contaminants par raffinage chimique ou 2
Voir contribution de Lacoste et al. dans ce dossier :
Il existe deux types de raffinage : chimique par distillation neutralisante à l’aide de ses « Détection de contaminants dans les huiles végé-
et « physique », qu’il conviendrait mieux installations pilotes1 ; ces études sont logique- tales : bilan à fin 2009 ».
86 OCL VOL. 17 N° 2 MARS-AVRIL 2010
Article disponible sur le site http://www.ocl-journal.org ou http://dx.doi.org/10.1051/ocl.2010.0302
organochlorés utilisés par le passé. En outre, les
Principaux Autres
composés éliminés composés éliminés
doses d’application au champ ont considéra-
HUILE BRUTE
blement diminué depuis une quinzaine
d’années. Les traces retrouvées viennent
Dégommage à l’eau et/ou souvent du non-respect du mode d’emploi
conditionnement acide Phospholipides
des pesticides ;
Pâtes de neutralisation (savons), – en post-récolte (insecticides) : ces traitements
Neutralisation chimique phospholipides, H3PO4, métaux,
à la soude
Acides gras libres
certains pigments, produits concernent notamment l’utilisation d’insectici-
d’oxydation, certains contaminants des (essentiellement à base de composés orga-
Lavages
Auxiliaires de
Eaux de lavages : nophosphorés) sur les grains de céréales en
fabrication :
Séchage
acide, base, eau
savons, phospholipides stockage. Les risques de résidus sont ici plus
Traces de savons, importants, la dégradation des produits appli-
phospholipides résiduels,
Décoloration Pigments
produits d’oxydation polaires, qués étant nettement plus faible que dans les
Décirage
certains contaminants milieux naturels. Le traitement des locaux de
[Cires]* stockage et outils de manutention peuvent
Filtration
également être une source de contamination
Désodorisation/Injection de
vapeur/180-230 °C Volatils
Flaveurs, hydroperoxydes, croisée (céréales/oléagineux).
certains contaminants, etc.
sous vide 2-3 mbar Les caractéristiques des pesticides sont accessi-
bles dans les ouvrages de référence : The Pesti-
Inertage cide Manual et l’Index phytosanitaire (Couteux
(*) : Huiles de tournesol, maïs,
A, Salaün C, 2009 ; rééditions annuelles).
HUILE RAFFINEE pépins de raisin, grignons En matière d’encadrement réglementaire,
d’olive, carthame, coton
l’Union européenne a procédé, depuis la paru-
tion du règlement (CE) no 396/20053, à une
Figure 1. Raffinage par voie chimique : étapes et composés éliminés. harmonisation des limites maximales en résidus
de pesticides (LMR) dans les produits
agricoles4, l’ensemble étant applicable depuis
2008. Ces LMR s’appuient sur les bonnes prati-
Principaux Autres ques culturales et sont spécifiques à chaque
HUILE BRUTE composés éliminés composés éliminés production. Elles sont accessibles dans la base
de données de l’UE (DG Sanco) sur les pestici-
des par produit ou par pesticide5 ; en complé-
[Dégommage/eau]
Conditionnement acide Phospholipides ment à cette base européenne, FEDIOL donne
accès sur son site aux LMR des pesticides dans
Centrifugation les oléagineux, les huiles et les corps gras pour
Lavages
(Séchage) l’alimentation humaine et animale à partir des
recommandations du Codex Alimentarius où
Prétraitement Phospholipides résiduels, telles qu’elles sont fixées au Brésil et en
Décoloration Pigments produits d’oxydation polaires,
(sur terres décolorantes) certains contaminants Argentine6.
Le règlement (CE) no 396/2005 modifié, ne
Décirage
[Cires]
fixant les LMR que dans les produits agricoles,
Filtration
prévoit une annexe VI qui devrait concerner
Distillation/Injection de les LMR applicables aux produits transformés
Acides gras libres*
vapeur/230-250 °C Flaveurs, hydroperoxydes, et/ou composites et mentionner les facteurs
ou « flash » distillation (260 °C) certains contaminants, etc.
Vide poussé (1-2 mbar) Volatils
3
Règlement (CE) no 396/2005 du Parlement et du
Inertage
Conseil du 23 février 2005 concernant les LMR
(*) : Équipement particulier présents dans ou sur les denrées alimentaires et les
(« scrubber ») pour
HUILE RAFFINEE
récupération des
aliments pour animaux d’origine végétale et animale
condensats d’acides gras et modifiant la directive 91/414/CEE du Conseil
(JO, 16/3/2005, L70, p. 1-16).
4
Figure 2. Raffinage par distillation neutralisante (raffinage « physique ») : étapes et composés éliminés. Site EUROPA, synthèse de la législation de l’UE,
sécurité alimentaire, contrôles phytosanitaires
http://europa.eu/legislation_summaries/food_safety
/plant_health_checks/l21289_fr.htm et texte conso-
formulées avec des porteurs ou des correcteurs différentes classes de pesticides qui sont lidé du règlement (CE) no 396/2005 (mise à jour
(solvants, émulsifiants, agents mouillants, employées dans deux grands types de 2008 : règlements [CE] no 839/2008 et 256/2009
adhésifs et agents odoriférants). Les principales traitements : non intégrés à ce jour) http://eur-lex.europa.eu/
familles de substances actives (composés orga- – au champ, en prérécolte (herbicides, insecti- LexUriServ/LexUriServ.do?uri=CONSLEG:2005R0396:
nochlorés, organophosphorés, carbamates et cides, fongicides) : globalement, les composés 20080410:FR:PDF
5
thiocarbamates, pyréthrines et pyréthroïdes, utilisés actuellement ont une rémanence http://ec.europa.eu/sanco_pesticides/public/index.cfm
6
triazines et fumigants) sont utilisées dans les relativement limitée, par rapport aux pesticides http://www.fediol.be/8/pesticides.xls
OCL VOL. 17 N° 2 MARS-AVRIL 2010 87
de concentration ou de dilution spécifiques Lors de la trituration (extraction à l’hexane), ces Neutralisation alcaline8
applicables à certaines opérations de transfor- molécules lipophiles se retrouvent essentielle- Efficacité pour les molécules selon leur degré de
mation, et/ou de mélange ou à certains pro- ment dans l’huile brute et très peu dans les solubilité en phase aqueuse (conditionnant leur
duits transformés ; la Commission européenne tourteaux ; donc ce transfert dans l’huile susceptibilité à réagir) et leur instabilité en
souhaite compléter cette annexe sans avoir s’effectue selon un facteur de concentration milieu basique ; parmi les composés étudiés,
encore fixé de calendrier pour cette tâche. En de l’ordre de 27 (Dauguet et al., 2006). seuls le dichlorvos et le malathion subissent
ce qui concerne les huiles végétales, la DG Les teneurs retrouvées étant relativement bas- une forte diminution de concentration à cette
Sanco n’est pas favorable à fixer un facteur de ses, l’origine de ces résidus est principalement étape ; les autres molécules, bien que plus ou
transfert simplement proportionnel à la teneur attribuée à des contaminations croisées du fait moins instables en milieu basique, n’étant pas
en huile des oléagineux et réclame des données que les installations de stockage (communes affectées.
pour établir des valeurs par défaut. Van Duijn aux oléagineux et aux céréales) et les matériels Lavages8
(2008) aborde cette question des facteurs de de manutention (convoyeurs, élévateurs, etc.) Le critère important de l’efficacité de cette étape
concentration et présente des résultats de font l’objet de nettoyages et de traitements est la solubilité dans l’eau des pesticides ; là
transfert pour l’endosulfan des graines de soja insecticides, créant ainsi un environnement encore, seuls le dichlorvos et le malathion subis-
à l’huile brute observés en trituration indus- où ces insecticides sont présents de manière sent une diminution significative lors de ce
trielle ; partant du principe qu’un résidu de rémanente. traitement. Ces résultats sont en accord avec
substance active présent dans un oléagineux Van Duijn (2008) a publié une compilation de les caractéristiques physicochimiques de ces
se concentrera dans l’huile en fonction de résultats de surveillance obtenus sur trois ans molécules : solubilité dans l’eau et coefficient
son degré de solubilité dans cette matrice (période 2001-2003) de la qualité des huiles de partage octanol/eau (KO/E, exprimé comme
ou dans l’hexane dans le cas d’un procédé brutes de colza, de tournesol, de soja, de « logP »), indicateur du caractère plus ou moins
d’extraction, il définit le facteur maximum de palme, de palmiste et de coco (coprah) entrant lipophile d’une substance9 (tableau 2).
concentration de la graine à l’huile brute en raffinage industriel.
comme X(max) = 100/Chuile où Chuile repré- Séchage
sente la teneur en huile de la graine ; dans le Aucun impact significatif n’est observé.
Élimination des résidus de pesticides
cas du soja contenant en moyenne 20 % Décoloration
au raffinage
d’huile, le facteur X(max) est donc proche Les molécules présentant un site cationique
de 5. L’examen de la moyenne des teneurs Les résultats des enquêtes de surveillance apparaissent plus sensibles à l’action des terres
résiduelles en endosulfan dans 33 lots de grai- rappelés plus haut démontrent la nécessité décolorantes. Parmi les terres testées, la Tonsil
nes de soja (0,068 mg/kg – rappel, LMR : des opérations de raffinage pour éliminer les 110 FF donne les meilleurs résultats pour le
0,5 mg/kg) et de la moyenne des teneurs rési- résidus présents dans les huiles brutes. dichlorvos, le malathion et le fénitrothion et la
duelles dans les huiles brutes correspondantes Pages et al. (2004, 2006) ont communiqué les terre Tonsil 371 pour la deltaméthrine. Le
(0,329 mg/kg) conduit à un facteur de résultats des travaux menés à l’ITERG sur l’effi- chlorpyriphos-méthyl est, quant à lui, plus effi-
concentration de 4,8, très proche du facteur cacité des différentes étapes du raffinage. cacement éliminé avec la terre Tonsil EX 941
théorique X(max). Ces études, réalisées sur les lignes pilotes des contenant 10 % de charbon actif (CA), ce qui
installations du site de Pessac, ont consisté à laisse supposer que le chlorpyriphos-méthyl
Occurrence des résidus de pesticides doper des huiles brutes de colza ou de tour- serait sensible au CA contrairement aux quatre
nesol (niveaux compris entre 0,2 et 5 mg/kg) autres pesticides précédemment cités. Quant
dans les graines oléagineuses au pyrimiphos-méthyl, il est, dans ces essais,
en différentes substances actives (composés
et dans les huiles brutes organophosphorés [dichlorvos, malathion, totalement éliminé quelle que soit la terre utili-
Dauguet et al. (2006) ; Lacoste et al. (2005) ont pyrimiphos-méthyl, chlorpyriphos-méthyl, sée. Ce comportement tout à fait exceptionnel
publié les résultats d’enquêtes menées en fénitrothion], organochlorés [α et β endosul- est probablement dû à la présence du doublet
France en préalable à la mise en place d’obser- fan] et pyréthroïde [deltaméthrine]) et à suivre électronique de l’atome d’azote de la molécule
vatoires de la qualité des oléagineux et leur devenir au cours de raffinage par voie qui lui confère une polarité intéressante en
des huiles brutes (tournesol, colza) en matière chimique ou « physique » (distillation neutrali- l’occurrence. Malgré l’efficacité de certaines
de résidus d’insecticides. Le malathion, le sante). Le tableau 1 résume les conditions des terres à éliminer des résidus de pesticides, les
pyrimiphos-méthyl et le dichlorvos (insectici- différentes étapes des raffinages appliqués aux teneurs résiduelles restent dans la plupart des
des organophosphorés utilisés au stockage) huiles dopées. Les résultats obtenus sur le cas supérieures aux LMR fixées pour les graines
étaient les trois molécules les plus fréquem- comportement des différentes molécules en oléagineuses. Dans les essais réalisés, les taux
ment détectées dans les graines (20 à 30 % fonction des traitements mis en œuvre en d’élimination obtenus avec la terre la plus
des cas) et dans les huiles brutes (70-80 % des lien avec certaines de leurs caractéristiques efficace varient pour chaque pesticide étudié :
cas), à des teneurs relativement basses pour ces physicochimiques sont présentés ci-après et environ 50 % pour le dichlorvos, 30 % pour le
dernières comprises en moyenne entre 0,1 et synthétisés dans le tableau 2. malathion, 30 % pour la deltaméthrine, de 20
0,25 mg/kg pour l’ensemble de ces trois molé- Conditionnement (acide phosphorique)
cules et des teneurs maximales pouvant attein- Efficace pour les molécules instables en milieu 8
Raffinage chimique seul.
dre 1 mg/kg (Lacoste et al., 2005). Les résultats acide ; parmi les composés étudiés, diminution 9
Le KO/E (logP) est un critère reconnu par les experts
de 2004 montraient que toutes les huiles brutes sensible des teneurs uniquement pour le de l’étude des produits antiparasitaires ; pour les
contenaient au moins un résidu de pesticide de pyrimiphos-méthyl. pesticides, il indique la probabilité du transfert
teneur supérieure à la limite de quantification d’une substance d’un milieu (sol, eau) à des
mais que, le plus fréquemment, au moins deux organismes, et il est souvent utilisé pour le calcul du
7
(colza) ou trois (tournesol) résidus étaient Rappel : les teneurs moyennes en huile des graines facteur de bioconcentration (FBC), indice du risque
présents dans les échantillons collectés. de tournesol et de colza sont de 50 %. de bioaccumulation.
88 OCL VOL. 17 N° 2 MARS-AVRIL 2010
Tableau 1. Conditions des opérations de raffinage par voie chimique ou par distillation neutralisante (raffinage condition favorisant leur élimination. Même
« physique ») appliquées dans l’étude de l’élimination des résidus de pesticides. D’après Pagès et al. (2004, 2006). avec les niveaux de dopage les plus élevés,
rarement rencontrés dans la réalité, les huiles
Raffinage chimique Raffinage « physique » raffinées obtenues ont toutes des teneurs
Étapes Conditions selon Étapes Conditions selon résiduelles inférieures aux LMR fixées dans les
capacités équipements capacités équipements oléagineux, exception faite pour la deltamé-
pilote (25 kg ou 1 t) pilote (25 kg ou 1 t) thrine qui, avec l’endosulfan, sont les seuls
Dégommage 3 % d’eau Prétraitement pesticides pouvant présenter un risque réel du
70 °C, 30 min 0,1 % acide fait de leur élimination difficile qui interdit toute
Conditionnement acide 0,1 % acide phosphorique, contamination importante d’une huile brute
phosphorique (1 % d’eau) sous peine de retrouver des résidus en quantité
60 ou 70 °C, 45 min 60 ou 70 °C, 45 min non négligeable dans l’huile raffinée.
Des travaux similaires concernant le raffinage
Neutralisation Soude 3N (ou 1N) des huiles d’olive publiés par Ruiz-mendez
70 ou 75 °C (80 °C), et al. (2005) confirment les résultats exposés
30 min plus haut, notamment pour l’endosulfan.
Centrifugation, Centrifugation L’élimination des résidus de pesticides présents
lavages, séchage séchage dans des huiles brutes industrielles (non
dopées) par raffinage chimique sur sites indus-
Décoloration 0,5-1 % de terres Décoloration 1 % de terres triels est documentée par Van Duijn (2008)
90 °C, 40 mbar, 90 °C, 40 mbar, dans le cadre d’une étude intégrant :
40-45 min 40-45 min a) les pratiques en amont (emploi des pesti-
Filtration Filtration cides dans la chaîne d’approvisionnement en
oléagineux) ;
Désodorisation Essais 25 kg : Distillation neutralisante Essais 25 kg : b) l’évaluation des facteurs de concentration
180 °C 6 h et 220 °C 4 h, 240 °C, 3 h, 0,5 et 1,5 %/h en trituration ;
0,5 et 1,5 %/h de vapeur, de vapeur, 3 mbar c) l’analyse des résidus dans les huiles brutes ;
3 mbar Essais 1 t :
d) un essai industriel d’élimination de résidus
Essais 1 t : 240 °C, 2 h 30-4 h, 1 %/h
phytosanitaires ;
180 °C, 2 h 30 ou 220 °C, de vapeur, 4 mbar
3 h, 0,5 %/h de vapeur,
e) la collecte des résultats de validation
3 mbar du procédé de raffinage pour différents
220 °C, 1-4 h, 1 %/h de pesticides10 présents dans des huiles brutes de
vapeur, 3-4 mbar tournesol, de colza et de soja identifiées en
phase c).
Avec les procédés mis en œuvre sur les sites de
raffinage industriel de l’étude, tous les pesticides
à 25 % pour le fénitrothion et 10 % pour le paraît jouer plusieurs rôles : d’une part, élimi- résiduels des huiles brutes traitées ont été rame-
chlorpyriphos-méthyl. Cet ordre d’efficacité nation des résidus de pesticides hydrosolubles nés à des teneurs inférieures aux limites de
rappelle (sauf pour la deltaméthrine) le classe- pour lesquels la cinétique d’élimination quantification. Par ailleurs, les résultats de
ment basé sur la solubilité dans l’eau des molé- dépend alors du débit de vapeur et, d’autre l’essai industriel relatifs au comportement des
cules actives ; le caractère hydrophile d’un part, optimisation de la vaporisation des pesti- différents pesticides à chaque étape du raffinage
pesticide influence donc probablement son cides résiduels (critère tension de vapeur) avec (phase d) vont dans le même sens que ceux
élimination à la décoloration où les terres l’augmentation du débit par élimination plus obtenus à l’échelle pilote sur huiles brutes
retiennent, outre les pigments, des molécules rapide des vapeurs. En résumé, hydrosolubilité, dopées exposés plus haut ou à l’échelle du labo-
amphiphiles (phospholipides et savons rési- poids moléculaire et tension de vapeur sont ratoire (références citées par Van Duijn, 2008).
duels), ceci corroborant l’hypothèse du rôle les caractéristiques physicochimiques des
des sites cationiques des molécules éliminées. pesticides résiduels qui influent leur élimination
à la dernière étape du raffinage (tableau 2). Élimination des résidus
Désodorisation et distillation neutralisante d’hydrocarbures polycycliques
C’est très souvent l’étape déterminante pour Conclusion
l’élimination des résidus de pesticides. En conclusion de ces travaux, le raffinage des
aromatiques (HAP)
Les paramètres cruciaux de cette étape sont la huiles végétales, par les procédés « physique » La nature, l’origine, les niveaux d’occurrence
température, la durée et la quantité de vapeur ou chimique conventionnels, permet d’élimi- et le statut réglementaire de ce type de
injectée. L’augmentation de la durée est ner les résidus de pesticides pouvant être contaminant sont rappelés dans ce dossier
surtout importante pour les résidus rémanents contenus dans les huiles brutes. Chaque type par l’article de Lacoste et al.11.
et présents en quantité plus importante ; de raffinage présente cependant ses spécificités
l’accroissement de la température augmente et avantages. Le raffinage chimique permet,
le taux de vaporisation des molécules de pesti- selon la nature des molécules, de diminuer 10
Fénitrothion, malathion, pirimiphos-méthyl,
cides, favorisant ainsi leur entraînement par la leurs teneurs résiduaires avant l’étape de déso- parathion-éthyl, dichlorvos, chlorpyriphos,
vapeur et son impact est plus sensible pour dorisation, alors que le raffinage « physique » chlorpyriphos-méthyl et endosulfan total.
11
les molécules les plus lourdes (critère poids présente l’avantage d’opérer à une tempéra- « Détection de contaminants dans les huiles végé-
moléculaire) ; le débit de vapeur d’eau injectée ture plus élevée à la distillation neutralisante, tales : bilan à fin 2009 ».
OCL VOL. 17 N° 2 MARS-AVRIL 2010 89
Tableau 2. Comportement aux différentes étapes du raffinage (chimique et « physique ») de quelques pesticides et leurs caractéristiques physicochimiques d’intérêt (conditions
dans le tableau 1). D’après Pagès et al. (2006).
Étapes du raffinage (1) Caractéristiques physicochimiques
d’intérêt
Catégories Pesticide Conditionnement acide Neutralisation Lavages KO/E Solubilité dans
(raffinage (raffinage (log P) l’eau (mg/L)
chimique seul) chimique seul)
Organophosphoré Dichlorvos +++ +++ 1,47 8 800
Organophosphoré Malathion ++ ++ 2,89 145
Organophosphoré Fénitrothion 3,38 14
Organophosphoré Pirimiphos-méthyl + 4,2 5
Organophosphoré Chlorpyriphos-méthyl + 4,2 4
Organochlorés α + β endosulfan a
3,6 0,32
Pyréthroïde Deltaméthrine + 4,6 0,002
Étapes du raffinage (2) Caractéristiques physicochimiques
d’intérêt
Catégories Pesticide Décoloration Désodorisation Poids Tension de
ou distillation moléculaire vapeur
neutralisante (g/mol) (mPa)
Organophosphoré Dichlorvos ++ +++ 221 1 600
Organophosphoré Malathion + +++ (VS) 330 5,3
Organophosphoré Fénitrothion + +++ (VS) 277 18
Organophosphoré Pirimiphos-méthyl +++ +++ 305 2
Organophosphoré Chlorpyriphos-méthyl +++ (VS) 323 2,4
Organochlorés α + β endosulfan a
++ (VS) 407 0,83
Pyréthroïde Deltaméthrine + ++ 505 0,012
+++ : Étape très efficace ; VS : quantité de vapeur suffisante.
a
Caractéristiques physicochimiques données pour le mélange 2/3 α + 1/3 β endosulfan.
Des travaux réalisés en 2004, 2005 et 2009 Décoloration (1 % de terre décolorante influe sur le taux de contaminants éliminés ; la
par l’ITERG sur ses installations pilote ont avec 0,5 ou 1 % de CA) limite pratique du taux d’emploi est la filtrabi-
étudié l’élimination de quatre HAP (tableau 3) lité et le coût. L’étude de la durée de l’étape de
par raffinage chimique ou par distillation Cette étape, à condition qu’elle soit réalisée en décoloration (figure 3) a révélé que, pour attein-
neutralisante (raffinage « physique ») d’huiles présence de CA, est connue pour son efficacité dre une teneur résiduelle inférieure à la teneur
végétales dopées à différents niveaux (600 et sur l’élimination des HAP lourds. Plusieurs types maximale réglementaire de 2 μg/kg, l’adsorp-
2 000 μg/kg). de charbon ont été testés12 , et la sélection d’un tion des HAP lourds sur le CA doit être suffisam-
CA se révèle importante en termes d’efficacité ment prolongée (45 minutes dans les essais sur
(figure 3) : un charbon activé physiquement huile dopée à 600 μg/kg) même si assez
Conditionnement acide, neutralisation est plus efficace qu’un charbon activé chimi- rapidement (dès 15 minutes) le traitement se
alcaline, lavages et séchage quement ; les caractéristiques du CA (surface montre efficace (mais insuffisant). La tempéra-
spécifique, granulométrie, diamètre des ture de décoloration peut influencer de manière
Ces étapes réduisent peu (de l’ordre de 20 % pores) et ses propriétés de filtrabilité après
pour un dopage de 600 μg/kg et de 5 % seule- positive l’élimination des HAP ; bien que
décoloration (risque de colmatage des filtres) faible, ce gain peut parfois permettre d’attein-
ment pour le dopage à 2 000 μg/kg) la quantité sont des paramètres également importants à
des quatre HAP étudiés. L’inefficacité de ces dre le seuil fixé par la réglementation (2 μg/kg
prendre en compte. La quantité de CA utilisé en B(a)P).
étapes pourrait être similaire à celle rencontrée
pour l’élimination de certains pesticides : Dans le cas d’une contamination importante
solubilité dans l’eau quasi nulle et KO/E (log P) 12
CAL TR et CAL I (fournisseur Chemviron Carbon), (niveau 2 000 μg/kg), l’étape de décoloration
révélant un fort caractère lipophile (tableau 3). Acticarbone 3S – devenu 3SW (fournisseur CECA). avec CA se révèle également très efficace, et il
90 OCL VOL. 17 N° 2 MARS-AVRIL 2010
Tableau 3. Composés retenus pour l’étude de l’élimination des HAP au raffinage et caractéristiques physicochimiques d’intérêt. Travaux ITERG 2005 (non publiés).
HAP No° des cas Type Poids Solubilité KO/E Pt ébullition Tension de
moléculaire dans l’eau (log P) (°C à Patm) vapeur
(g/mol) (mg/L à 25 °C) (Pa à 20 °C)
Anthracène 120-12-7 Léger 178,23 1,29 4,45 340 9,1 × 10–2
3 noyaux aromatiques
Phénanthrène 85-01-8 178,23 1,2 4,57 341 3,6 × 10–4
Benzo(a)pyrène 50-32-8 Lourd 252,31 0,0031 6 475 7,3 × 10–7
5 noyaux aromatiques
Dibenz(a,h)anthracène 53-70-3 278,35 0,0005 6,7 524 1,3 × 10–8
Désodorisation et distillation
Teneur HAP µg/kg
Phénanthrène Anthracène B(a)P DiBenz(a,h)anthracène
40 neutralisante
36,5 36,4
35
Pour mieux mettre en évidence les effets de la
désodorisation sur l’élimination des HAP légers,
30 29,6 un essai a été conduit sur une huile dopée ayant
27,6 subi les premières étapes d’un raffinage
25
chimique et une décoloration sans CA afin de
maintenir un niveau de contamination élevé
20
avant la désodorisation ; le résultat confirme
17,2 16,8 que la désodorisation n’a pas d’effet sur l’élimi-
16,0
15
nation des HAP lourds quelles que soient les
13,4 conditions appliquées (température, quantité
11,3 11,7
10
de vapeur) ; en revanche, cette étape est
7,0 efficace pour l’élimination des HAP légers qui
5 4,7 augmente avec la température (optimale à
3,6
2,0 2,4 2,3 220 °C) (figure 4). Les essais de raffinage
1,4 1,1 0,6 1,0 0,8 0 0
0
0,8 0,4 0,2 0,2 0,8 complet (et décoloration avec CA) par voie
CA 3SW, CA 3SW, CA 3SW, CA CAL TR CA CAL I Tonsil Tonsil + CA 3SW chimique ou par distillation neutralisante
15 min 30 min 45 min puis CA 3SW puis CA 3SW (raffinage « physique », figure 5) d’une huile
dopée à environ 600 μg/kg ont conduit à des
Figure 3. Élimination des HAP à la décoloration (0,5 % de terre décolorante + 0,5 % de charbon actif [CA]) à huiles raffinées présentant de très faibles
90 °C, 45 minutes – Influence de la durée (15, 30 et 45 minutes), de la nature du CA (Acticarbone 3SW, CAL TR, concentrations résiduelles en HAP, conforme
CAL I) et d’un traitement séquentiel terre/CA. Teneurs en HAP de l’huile conditionnée, neutralisée, lavée, séchée à la limite réglementaire (2 μg/kg en B(a)P).
avant décoloration : Phé., 665 μg/kg ; Anthr., 612 μg/kg, B(a)P, 637 μg/kg et Dibenz(a,h)anthr., 776 μg/kg.
Travaux ITERG 2004, 2005.
Conclusion
Les étapes de décoloration (terre et CA) et de
n’est pas nécessaire de répéter cette étape Emploi de plaques filtrantes chargées en CA : de
désodorisation sont essentielles et complé-
pour atteindre des teneurs résiduelles en très récents essais ont permis de tester l’effica-
mentaires dans l’élimination des HAP. Il est
HAP (B(a)P) conformes à la réglementation. cité de plaques filtrantes chargées en CA. Une
vivement recommandé de valider le choix
Étude de l’efficacité d’un traitement séquen- huile de colza raffinée, simplement dopée à
d’un CA par des essais préliminaires.
tiel : deux options de séquençage ont été tes- 10 μg/kg de B(a)P, chauffée à 80 °C sous
tées ; soit séparer la mise en œuvre des terres agitation, a été filtrée sur filtre-presse muni de
décolorantes (Tonsil) et du CA (Acticarbone plaques (référence AMAFILTER PFCAS3TC Élimination d’autres
3SW), soit traitement couplé terres + CA 20*20 Eurofiltec) garnies de CA standard
(Tonsil + 3SW) suivi d’un traitement par Eurofiltec DARCO S51 ; le taux de CA dans
contaminants
terre de décoloration seule (3SW). Si la pre- une plaque est de 65 % (par rapport au poids
mière option permet une légère amélioration de la plaque), soit environ 32,5 g par plaque ; Traces de solvants d’extraction
de l’élimination des HAP, le gain n’est cepen- les caractéristiques physiques de ces plaques (hexane)
dant pas suffisant pour envisager le dévelop- sont données dans le tableau 4. Le temps de La teneur maximale en hexane résiduel est
pement de cette technique ; la seconde contact entre l’huile et le CA pouvant être un fixée à 1 mg/kg par la directive 2009/32/CE13
option est beaucoup plus efficace, davantage point critique et limitant, plusieurs filtrations concernant les solvants d’extraction utilisés
même qu’avec le CA ayant donné les ont été réalisées, mais les résultats obtenus dans la fabrication des denrées alimentaires et
meilleurs résultats en traitement classique sont très encourageants, avec une élimination de leurs ingrédients.
(couplé aux terres) : élimination totale des presque totale du B(a)P dès la première filtra-
HAP lourds (B(a)P et dibenz(a,h)anthracène) tion et une résiduelle inférieure à 0,1 μg/kg
et teneurs résiduelles en HAP légers, phénan- après cinq passages. Une validation à l’échelle 13
Relative au rapprochement des législations des
thrène et anthracène, significativement semi-industrielle est prévue pour confirmer ces États membres : refonte de la directive 88/344/CEE
diminuées (figure 3). résultats. modifiée.
OCL VOL. 17 N° 2 MARS-AVRIL 2010 91
Tableau 4. Caractéristiques physiques des plaques chargées en charbon actif (référence AMAFILTER PFCAS3TC 20*20 Eurofiltec). Essais ITERG, 2009.
Caractéristiques physiques
Référence plaques Épaisseur (mm) Grammage (gr/m2) Vfa Esb (bars) Ehc (bars) Taux de CA (%)
(L/m2 par minute)
3TC 4,4-4,8 1 250-1 350 62-133 1 0,4 65
a
Perméabilité – Fluide : eau déminéralisée – spécification Eurofiltec n 10498.0. o
b
Pression d’éclatement à sec – spécification Eurofiltec no 10498.04.
c
Pression d’éclatement humide – spécification Eurofiltec no 10498.04.
de traces de solvant après raffinage, ce qui est
vérifié par les contrôles de conformité des
Teneurs HAP (µg/kg)
Phénanthrène Anthracène B(a)P DiBenz(a,h)anthracène
160 huiles raffinées.
150
644 805 635 795 604 770
140
Traces métalliques
130
120 Fer, cuivre : spécifications et bonnes
110 pratiques de fabrication (BPF)
100 Les normes commerciales du Codex Alimenta-
90 rius recommandent des teneurs limites en fer
80 158
et cuivre pour les huiles et graisses végétales
70
148 raffinées : respectivement 1,5 et 0,1 mg/kg.
60 Mais les BPF vont au-delà de ces recommanda-
50 tions : fer inférieur à 0,1-0,2 mg/kg et cuivre
40 77 75
inférieur à 0,02-0,05 mg/kg.
30 Autres éléments métalliques :
20 spécifications réglementaires
10
558 524 631 808 607 764 1,5 0,8 1,0 2,1 – Le règlement (CE) no 1881/2006 modifié fixe
0
H. décolorée (sansCA) Désodo180 °C, Désodo 180 °C, Désodo 220 °C, Désodo 220 °C,
(annexe, section 3) des teneurs limites en
Tonsil 210 FF 1 % V faible V forte V faible V forte plomb (0,1 mg/kg) dans les huiles et matières
grasses, et en cadmium (0,2 mg/kg) dans les
Figure 4. Élimination des HAP légers à la désodorisation d’une huile dopée ayant subi les premières étapes d’un graines de soja. Précisons que la présence
raffinage chimique et décolorée sans charbon actif – Influence de la température et de la quantité de vapeur éventuelle de ces deux éléments n’est pas liée
injectée ; durée : trois heures. Travaux ITERG 2004, 2005. aux pratiques culturales, mais à la pollution de
l’environnement ;
Phénanthrène Anthracène B(a)P DiBenz(a,h)anthracène – les teneurs maximales en résidus de cataly-
Teneur HAP (µg/kg)
60 seurs sont fixées en France par l’arrêté du
55 19 octobre 200614 modifié, relatif à l’emploi
d’auxiliaires technologiques dans la fabrication
50
de certaines denrées alimentaires. Parmi les
45 catalyseurs d’hydrogénation, le nickel est le
40
plus courant, et sa dose résiduelle maximale
est fixée à 0,2 mg/kg.
35
Élimination des traces métalliques
30
au raffinage
25 Les traces métalliques sont classiquement
20 éliminées, au cours du raffinage, en partie à
l’étape de neutralisation chimique et surtout
15
lors de la décoloration ou en prétraitement
10 avec un agent d’adsorption lors du raffinage
5 physique. L’efficacité de l’étape d’adsorption
2,6
675 556 608 33,5 42 17
1,4
0 0,2 0,6 0,1 dépend de la nature de l’adsorbant employé :
0
Huile dopée Décolorée Terre 1 %, Désodorisée,
terres décolorantes et/ou trysil (silice) s’avèrent
CA 3SW0, 5 % 3 h, vap. 4 kg/h très efficaces.
Contrôle des niveaux de traces métalliques
Figure 5. Évolution de la teneur en HAP au cours d’un raffinage par distillation neutralisante (« physique »).
Travaux ITERG 2004, 2005. dans les huiles raffinées
L’occurrence de résidus de traces métalliques
dans les corps gras raffinés a fait l’objet de
Les traces résiduelles d’hexane dans les huiles vide ainsi qu’à l’étape de désodorisation dont
brutes sont éliminées au cours du raffinage à les conditions (T > 200 °C, vide poussé, strip-
14
l’étape de décoloration qui est réalisée sous ping à la vapeur d’eau) garantissent l’absence JORF du 2 décembre 2006.
92 OCL VOL. 17 N° 2 MARS-AVRIL 2010
plusieurs études publiées, déjà anciennes et (< 0,02 mg/kg, limite de quantification) et Il découle de cette réglementation européenne
résumées par Castera (1992) : les teneurs en fer pour le cadmium, étaient toutes inférieures que la teneur maximale en aflatoxine B1 dans
et en cuivre restent respectivement inférieures ou égales à 0,002 mg/kg (limite de les huiles (vierges ou raffinées) d’arachide, de
ou égales à 0,1 mg/kg (ou 100 μg/kg) et infé- quantification). noix, de noisette, d’amande, de pistache ou
rieures ou égales à 0,03 mg/kg (ou 30 μg/kg) de tout autres fruits à coque est fixée à 2 μg/kg.
pour les valeurs les plus hautes dans la majorité Pour toutes les autres huiles (de graines ou de
des huiles de colza, de tournesol et de soja raf-
Aflatoxines fruits tels que l’olive, éventuellement) vierges
finées analysées, reflétant les BPF citées plus Rappelons que la contamination par les aflato- ou en mélange avec des huiles raffinées, l’admi-
haut ; les teneurs en cadmium et en plomb xines est liée au développement de moisissures nistration française (DGCCRF, 1990) continue
sont respectivement inférieures à 0,005 mg/kg (Aspergillus) dans les graines oléagineuses à prendre pour référence l’avis du Conseil supé-
et comprises entre 0,01 et 0,02 mg/kg dans les quand elles sont placées dans des conditions rieur d’hygiène publique de France, qui fixe la
huiles raffinées, ces valeurs étant proches des particulières de température (28 à 33 °C) et limite en aflatoxine B1 à 5 μg/kg.
limites de quantification de la méthode d’ana- d’humidité (AW > 0,8). Les aflatoxines d’Asper- Élimination des mycotoxines au raffinage
lyse et nettement inférieures aux spécifications gillus flavus sont particulièrement toxiques Quelle que soit leur concentration, les aflatoxi-
réglementaires citées ci-dessus. et cancérigènes. Leur structure chimique nes sont éliminées au cours des étapes d’un
Plus récemment, Dugo et al. (2004) font état de les rend peu solubles dans les huiles : leur raffinage chimique classique : l’action de la
la contamination en plomb et en cadmium contamination est donc généralement cinq soude à la neutralisation en détruit 90 à
d’huiles végétales raffinées d’arachide, de tour- fois plus faible que dans les graines dont elles 98 % ; le résidu est éliminé à la décoloration
nesol, de soja et de pépins de raisin (tableau 5). sont extraites (quand elles sont contaminées). (Denise, 1983). Les contrôles concernent
Les teneurs décelées confirment le très faible surtout les huiles vierges.
niveau de contamination des huiles raffinées L’annexe, section 2 du règlement (CE)
en ces deux éléments et les résultats d’enquêtes no 1881/2006 du 19 décembre 2006, fixe les
réalisées par l’ITERG entre 1992 et 1999 teneurs maximales en aflatoxines dans les ara- Qualité microbiologique
(non publiés) : 100 % des teneurs déterminées chides, les fruits à coques et tous produits déri- Aucune multiplication microbienne n’étant
dans 42 huiles végétales raffinées prélevées vés, tels que les huiles, destinés à la consomma- possible en absence d’eau, les huiles et graisses
en France n’atteignaient pas la limite tion directe ou à l’emploi en tant qu’ingrédient végétales anhydres ne posent aucun problème
réglementaire de 0,1 mg/kg pour le plomb alimentaire (tableau 6). de stabilité microbiologique (Jouve, 1993).
Tableau 5. État de la contamination en plomb et cadmium des huiles végétales (Dugo et al., 2004).
Huiles Nombre Plomb (μg/kg) Cadmium (μg/kg)
d’échantillons Minimum Maximum Moyenne Minimum Maximum Moyenne
Arachide 6 5,1 15,6 10,0 < 0,5 3,5 2,2
Tournesol 5 5,0 15,5 10,0 0,5 4,1 1,7
Soja 5 10,7 43,3 25,5 2,5 5,0 3,7
Pépins de raisin 3 7,5 15,6 11,4 2,1 4,6 3,6
Tableau 6. Extrait de l’annexe, section 2 (mycotoxines), du règlement CE no 1881/2006 concernant les aflatoxines et la zéaralénone dans les huiles végétales.
Mycotoxine/denrées alimentaires Teneurs maximales (μg/kg)
B1 Somme B1, B2, G1 + G2 M1
2.1. Aflatoxines
2.1.1 Arachides destinées à être soumises à un traitement de tri ou à d’autres méthodes physiques 8a 15a –
avant consommation humaine ou utilisation comme ingrédient de denrées alimentaires
2.1.2 Fruits à coque destinés à être soumis à un traitement de tri ou à d’autres méthodes physiques 5a 10a –
avant consommation humaine ou utilisation comme ingrédient de denrées alimentaires
2.1.3 Arachides, fruits à coques et produits dérivés de leur transformation, destinés à la consommation 2a 4a –
humaine directe ou à une utilisation comme ingrédient de denrées alimentaires
2.5 Zéaralénone Teneur maximale (μg/kg)
2.5.4 Huile de maïs raffinée 400b
a
Les teneurs maximales se réfèrent à la partie des arachides et fruits à coques destinée à être consommée. Si les arachides et fruits à coques « entiers » sont analysés, on
suppose, lors du calcul de la teneur en aflatoxines, que toute la contamination se trouve sur la partie destinée à être consommée.
b
Teneur maximale applicable depuis le 1er octobre 2007.
OCL VOL. 17 N° 2 MARS-AVRIL 2010 93
Tableau 7. Qualité microbiologique : exemples de spécifications respectées dans les huiles végétales. et de tournesol, groupe constitué d’une ving-
taine d’échantillons, à des teneurs en moyenne
Analyse Méthode de référence Exemple de spécifications de 0,25 pg/g (OMS-PCDD/F-TEQ), pour une
Salmonelles Afnor TEC-24-2-04/03 Absence/25 g limite européenne fixée à 0,75 pg/g. Dans
cette même étude, les teneurs en PCB-type
Levures NF V 08-059 (2002) < 1/g
dioxine sont en moyenne de l’ordre de
Moisissures NF V 08-059 (2002) < 1/g 0,60 pg/g (OMS-PCB-TEQ), ce qui conduit à
un total de 0,85 pg/g pour la somme dioxines
Micro-organismes aérobies 30 °C NF V 08-051 (1999) < 10/g et PCB de type dioxine, pour une teneur
maximale réglementaire de 1,5 pg/g (OMS-
Bacillus cereus XP V 08-058 (1995) < 10/g
PCDD/F-PCB-TEQ) (tableau 9).
Escherichia coli NF V 08-053 (2002) < 1/g Ce type de contaminants concerne principale-
ment les huiles de poisson. Plusieurs études ont
Coliformes thermotolérants NF V 08-060 (1996) < 1/g été réalisées sur l’élimination de ces polluants
Coliformes 30 °C NF V 08-050 (1999) < 1/g
au cours du raffinage, notamment par la
société DE SMET qui a développé plusieurs pro-
cédés assez poussés afin de respecter les limites
fixées par la réglementation (tableau 8) : ces
C’est tout particulièrement le cas des huiles des propriétés toxicologiques analogues à procédés sont assez semblables à ceux mis en
raffinées pour lesquelles le traitement de déso- celles des dioxines et sont donc souvent quali- œuvre pour l’élimination des HAP et sont basés
dorisation constitue un traitement stérilisant fiés de « PCB de type dioxine ». sur :
très efficace permettant d’obtenir des huiles L’annexe, section 5 du règlement (CE) – un traitement sur CA éventuellement couplé
de qualité microbiologique irréprochable et no 1881/2006, fixe des teneurs maximales en à un prétraitement sur silice afin d’en améliorer
conforme, par exemple, aux données du picogramme par gramme pour les huiles et l’efficacité ;
tableau 7. graisses d’origines animale et végétale – un traitement de stripping (désodorisation
(tableau 8). autour de 190 °C avec injection de 2 % de
Résidus de dioxines Des études postérieures à la situation de crise vapeur).
survenue en 1999 concernant la contamina- Avec ce type de traitement, DE SMET reven-
et de polychlorobiphényles (PCB)
tion de graisses incorporées dans des aliments dique la possibilité d’atteindre, à partir d’une
Les dioxines sont un ensemble formé de 75 pour volaille en Belgique montrent que les hui- huile brute de poisson contenant 5,3 pg/g de
congénères de la famille des dibenzo- les végétales ne sont pas des matrices très dioxines et 25,1 pg/g de PCB (soit un total de
p-dioxines polychlorées (PCDD) et de 135 contaminées en dioxines (Fraisse, 2003 ; 30,4 pg/g), une huile raffinée contenant
congénères de la famille des polychlorodiben- Fernandez et al., 2004 ; Bordajandi et al., 0,1 pg/g de dioxines et 1,6 pg/g de PCB
zofuranes (PCDF). Les PCB constituent un 2004 ; Baars et al., 2004). En effet, l’étude la totaux, soit un total de 1,7 pg/g (limite régle-
groupe de 209 congénères dont 12 présentent plus complète conduit pour les huiles d’olive mentaire : 10 pg/g).
Tableau 8. Extrait de l’annexe, section 5 (dioxines et PCBa), du règlement CE no 1881/2006 concernant les corps gras d’origines animale et végétale.
Denrées alimentaires Teneurs maximales (pg/g de graisses)
Somme des dioxines Somme des dioxines
(OMS-PCDD/F-TEQ)b et PCB de type dioxine
(OMS-PCDD/F-PCB-TEQ)b
5.7 Graisses des animaux suivants
Bovins et ovins 3,0 4,5
Volailles 2,0 4,0
Porcs 1,0 1,5
5.8 Graisses animales mélangées 2,0 3,0
5.9 Huiles et graisses végétales 0,75 1,5
5.10 Huiles marines (huiles de corps et de foie de poisson, huiles d’autres 2,0 10,0
organismes marins destinées à la consommation humaine)
a
Dioxines (somme des PCDD et PCDF, exprimée en équivalents toxiques de l’OMS, après application des TEF-OMS [facteurs d’équivalence toxique]) et somme des dio-
xines et PCB de type dioxine (somme des PCDD, PCDF et PCB, exprimée en équivalents toxiques de l’OMS, après application des TEF-OMS). Les TEF-OMS pour une éva-
luation des risques encourus par l’homme fondée sur les conclusions de la réunion de l’OMS tenue à Stockholm (Suède), du 15 au 18 juin 1997 (Van den Berg et al.
Facteurs d’équivalence toxique (TEF) pour les PCB, PCDD et PCDF, applicables à l’homme, la faune et la flore. Environ Health Perspect 1998 : 106(12) ; 775). Valeurs TEF-
OMS données en fin d’annexe du règlement (CE) no 1881/2006.
b
Concentrations supérieures : on calcule les concentrations supérieures en supposant que toutes les valeurs des différents congénères au-dessous de la limite de quanti-
fication sont égales à la limite de quantification.
94 OCL VOL. 17 N° 2 MARS-AVRIL 2010
Tableau 9. Niveaux de contamination en dioxines et PCB de type dioxine. Données bibliographiques.
Références bibliographiques Nature et (nombre) Teneurs (pg/g) [OMS-TEQ ou WHO-TEQ]
des échantillons Dioxines PCB de type dioxine Dioxines + PCB de type dioxine
(OMS-PCDD/F-TEQ) (OMS- PCB-TEQ) (OMS-PCDD/F-PCB-TEQ)
Fraisse, 2003 Huile de tournesol (1) 0,05 0,004 0,054
Huile de colza (1) 0,02 0,000 0,020
Huile d’arachide (1) 0,04 0,004 0,044
Huile de palme (1) 0,03 0,004 0,034
Fernandez et al., 2004 Huiles d’olive et de tournesol (20) 0,25 0,60 0,85
Bordajandi et al., 2004 Huile de tournesol (?) 0,34 1,70 2,04
Huile d’olive (?) 0,29 0,42 0,71
Baars et al., 2004 Huile végétale (?) 0,18
Tableau 10. Caractéristiques physicochimiques des phtalates utilisés pour le dopage des huiles.
DIDP di-isodécyl phtalate DEHP di-éthylhexyl phtalate BBP butyl-benzyl phtalate
Formule chimique C28H46O4 C24H38O4 C19H20O4
No°des cas 26761-40-0 117-81-7 85-68-7
Masse molaire (g/mol) 446,7 390,6 312,36
Aspect Liquide visqueux, limpide, Liquide visqueux incolore Liquide incolore, huileux
sans couleur et odeur faible
Densité à 20 °C 0,965** 0,981**/0,983***/0,986* 1,1**/1,1*
Solubilité dans l’eau Nulle* Nulle* Nulle*/**
Tension de vapeur à 200 °C 147 Pa* 160 Pa*** Pas de données
Tension de vapeur à 20 °C 2,8 × 10–5Pa*** (estimation) 0,001 kPa* (ou 10-6 Pa) < 0,1 Pa*
Tension de vapeur à 25 °C 5,1 × 10-5Pa*** (estimation) env. 10–6 Pa*** Pas de données
Point d’éclair 229 °C* 200 °C*** > 110 °C**
275 °C** 207 °C** 199 °C*
Coefficient de partage octanol/eau Log PO/E : 4,9* Log PO/E : 5,03* Log PO/E : 4,77*
Commentaires * Données issues de la fiche * Données issues de la fiche * Données issues de la fiche
internationale de sécurité internationale de sécurité internationale de sécurité
chimique 1999 chimique 2001 chimique 1998
** Données issues de la fiche de données ** Données issues de la fiche de données ** Données issues de la fiche de
de sécurité CLUZEAU (15/02/2006) de sécurité CLUZEAU (03/02/2006) données de sécurité CLUZEAU
*** Données issues de la fiche *** Données issues de la fiche (17/01/2007)
toxicologique no 246 INRS toxicologique no 161 INRS
Élimination de « nouveaux » Depuis 2007, l’ITERG conduit des travaux sur phtalate (DEHP) et di-isodécyl-phtalate (DIDP)
l’élimination des phtalates au cours du raffi- soumises aux différentes étapes d’un raffinage
contaminants nage. Le tableau 10 résume les caractéristiques chimique et d’une distillation neutralisante
physicochimiques des phtalates retenus pour (raffinage « physique ») en faisant varier les
Phtalates ces études. Les premiers essais ont été réalisés paramètres de la désodorisation ou de la distil-
La nature, l’origine et le statut réglementaire de sur de petites quantités (environ 5 kg) d’huile lation (température, temps de séjour, quantité
ce type de contaminant sont rappelés dans ce de tournesol oléique16 dopée à 5 et 50 mg/kg de vapeur injectée) ; les quantités de phtalates
dossier par l’article de Lacoste et al.15 en butyl-benzyl phtalate (BBP), di-éthylhexyl résiduels ont été contrôlés aux différentes
étapes de chaque raffinage17.
15 16
« Détection de contaminants dans les huiles végé- Fournie par la Société CREOL (huile brute obtenue
17
tales : bilan à fin 2009 ». par cuisson et pression). Analyses réalisées par l’unité analyse de l’ITERG.
OCL VOL. 17 N° 2 MARS-AVRIL 2010 95
Les premières observations montrent claire- Conditions du raffinage chimique
– décoloration : 1 % de Tonsil optimum 210
ment que les premières étapes du raffinage – Conditionnement acide : 0,1 % d’acide
FF, 85 °C, sous vide pendant 40 minutes et
(physique et chimique) ne réduisent pas la phosphorique 75 %, 70 °C, 45 minutes ;
filtration sur Büchner ;
teneur en phtalates des huiles dopées, quel – neutralisation à la soude avec un excès de
que soit le niveau du dopage, et que leur 10 % : 30 minutes, à 70 °C ; – désodorisation : injection de vapeur d’eau,
élimination se fait essentiellement à l’étape de – lavages (jusqu’à pH = 7) ; sous vide inférieur à 5 mb, deux et quatre heu-
désodorisation (raffinage chimique) ou à la – séchage sous vide : une heure à 85 °C ; res à 200 °C.
désacidification (raffinage physique).
En raffinage chimique, il apparaît que la tempé-
rature de la désodorisation et la quantité de
A
vapeur injectée sont des paramètres impor- 100
tants qui conditionnent l’élimination des phta- BBP DEHP
lates (figures 6A et B). 87 %
90
En raffinage physique, il semble que, une fois 80 %
80
la température optimale déterminée, son
augmentation n’accroisse pas significative- 70
ment le taux d’élimination (figure 7). 63 %
% d'élimination
Le BBP apparaît plus aisément éliminable que le 60
50 %
DEHP, même si pour ce dernier, des conditions
50
appropriées conduisent à des taux d’élimina-
tion de 80 à 90 % ; cette nuance dans le 40
comportement de ces deux composés peut 28 %
s’expliquer par leurs caractéristiques physico- 30
chimiques rappelées dans le tableau 10 :
masse molaire, tensions de vapeur et coeffi- 20
cient de partage octanol/eau18. Le DIDP est le
10
plus difficile à éliminer, mais l’influence des 1%
conditions de désodorisation sur son élimina- 0
tion est difficile à caractériser, étant donné les
200 °C 4 h 200 °C 4 h 220 °C 4 h
difficultés analytiques rencontrées sur ce vapeur forte vapeur faible vapeur normale
composé19 dont la limite de quantification
reste très élevée en comparaison de celle des B
BBP et DEHP (< 1 mg/kg).
100
L’étude a été a poursuivie par des essais BBP DEHP 92 % 90 % 89 %
semi-industriels menés en atelier pilote de 90
raffinage (capacité de 1 tonne par batch).
Un essai de raffinage chimique et un essai de 80
raffinage « physique » ont été réalisés sur
400 kg d’huile de tournesol oléique16 dopée 69 %
70
à 50 mg/kg en BBP et DEHP et à 10 mg/kg
% d'élimination
en DIDP. 60
50
Conditions du raffinage physique
– Prétraitement : 0,1 % d’acide phosphorique 40
75 %, 70 °C, 45 minutes, puis traitement au
Tonsil 210 FF (1 %), 30 minutes sous vide et 30
filtration sur Büchner ;
20
– désacidification : injection de vapeur d’eau,
sous vide inférieur à 5 mb, deux et quatre heu- 8%
10
res à 240 °C.
0% 0% 0%
0
18
Traduisant le caractère plus ou moins lipophile 200 °C 2 h 200 °C 4 h 200 °C 4 h 220 °C 4 h
d’un composé et, en conséquence, sa plus ou vapeur vapeur faible vapeur forte vapeur
moins grande facilité d’élimination. normale normale
19
Qui est en réalité un ensemble de composés
variant par la longueur de leur chaîne latérale et Figure 6. Pourcentage d’élimination des phtalates (BBP et DEHP) présents dans une huile de tournesol oléique
conduisant à une mauvaise résolution chromatogra- dopée à 50 mg/kg (A) et à 5 mg/kg (B) au cours de la désodorisation d’un raffinage chimique réalisé sur de petites
phique (voir article Lacoste et al., dans ce dossier). quantités (environ 5 kg). Influence des paramètres température et quantité de vapeur injectée.
96 OCL VOL. 17 N° 2 MARS-AVRIL 2010
En deux heures, toujours à 240 °C, 76 % du
100
BBP (TR ≈ 14 mg/kg) et 68 % du DEHP
BBP DEHP 94 % 94 % (TR ≈ 17 mg/kg) sont éliminés.
Les résultats obtenus lors des premiers essais
90
sont donc confirmés et sont même encore
meilleurs à l’échelle semi-industrielle pour qua-
77 % 78 %
80 tre heures de désodorisation à 240 °C.
Comme pour les premiers essais, le dosage du
70 DIDP n’étant pas optimisé, il est impossible de
conclure sur les résultats obtenus.
% d'élimination
60
Raffinage chimique, huile dopée à 50 mg/kg
50 (BBP et DEHP) et 10 mg/kg (DIDP)
42 % Les résultats sont présentés sur la figure 9 : une
40 désodorisation de quatre heures à 200 °C avec
une injection de vapeur moyenne (1 %/heure)
30 permet de diminuer la teneur en BBP de 45 %
(TR ≈ 28 mg/kg) et la teneur en DEHP de seule-
20 % ment 17 % (TR ≈ 41 mg/kg). Deux heures de
20
désodorisation menée dans les mêmes condi-
tions (température, vapeur) conduisent à une
10 diminution encore plus faible des teneurs en
BBP et DEHP.
0 L’importance du paramètre « quantité de
230 °C 4 h 240 °C 4 h 250 °C 4 h vapeur injectée » sur la diminution des teneurs
en BBP et DEHP en raffinage chimique (voir pre-
miers essais, plus haut) paraît se confirmer au
Figure 7. Pourcentage d’élimination des phtalates (BBP et DEHP) présents dans une huile de tournesol oléique terme de ces nouveaux essais. Ce point sera
dopée à 50 mg/kg au cours de la désacidification d’un raffinage « physique » réalisé sur de petites quantités confirmé par de nouveaux essais qui permet-
(environ 5 kg). Influence du paramètre température. tront également d’aborder le cas d’autres
molécules de phtalates, comme par exemple
le DBP (di-butyl phtalate), suite à la révision
de la liste des produits à substituer établie en
lien avec les procédures REACH par l’Agence
Teneurs en mg/kg
60
européenne des produits chimiques (ECHA20)
50 BBP DEHP DIDP en 2009.
40
Esters de 3-monochloropropane-1,
30 2-diol (3-MCPD)
20 La nature, le contexte relatif à ce nouveau
contaminant potentiel dont la présence a été
10 récemment signalée dans des huiles végétales
raffinées ainsi que les difficultés analytiques ren-
0
Huile brute Huile brute dopée Huile conditionnée, Huile conditionnée Huile conditionnée contrées pour sa détermination (se traduisant
séchée, décolorée séchée, décolorée, séchée, décolorée, par des approches méthodologiques fort
désodorisée désodorisée
2 h/240 °C 4 h/240 °C
différentes) sont rappelés dans ce dossier par
l’article de Lacoste et al., Détection de contami-
Figure 8. Évolution de la teneur en phtalates d’une huile dopée au cours du raffinage physique réalisé en atelier de nants dans les huiles végétales : bilan à fin 2009.
raffinage (400 kg). Niveaux de dopage : BBP, DEHP, 50 mg/kg ; DIDP, 10 mg/kg. Les données concernant l’évolution de la teneur
de ce polluant (tel quel ou sous forme d’esters
d’acides gras) au cours du raffinage des huiles
Des échantillons ont été prélevés à chaque coup plus efficacement qu’à la désodorisation sont dans l’état actuel des connaissances incer-
étape pour détermination de la teneur en du raffinage chimique). taines. Certains travaux ne sont pas probants et
phtalates17. concernent soit des huiles de friture, soit des
huiles extraites de denrées alimentaires.
Les résultats de ces essais semi-industriels Raffinage physique, huile dopée à 50 mg/kg
confirment les premiers essais : premières (BBP et DEHP) et 10 mg/kg (DIDP)
étapes de raffinage sans effet sur l’élimination Les résultats sont présentés sur la figure 8 : 98 % 20
http://ec.europa.eu/enterprise/sectors/chemicals/
des phtalates qui n’est possible qu’à l’étape de du BBP (teneur résiduelle [TR] < 1 mg/kg) et files/markrestr/echa_plan_phthalates_091026_en.pdf
désodorisation (raffinage chimique, faible- 96 % du DEHP (TR ≈ 2 mg/kg) sont éliminés http://echa.europa.eu/home_fr.asp et http://www.
ment) ou à l’étape de désacidification (beau- en quatre heures de désodorisation à 240 °C. synamap.fr/epi-et-phtalates.htm
OCL VOL. 17 N° 2 MARS-AVRIL 2010 97
Des résultats intéressants car réalisés sur des
Teneurs en mg/kg échantillons industriels simplement prélevés à
60
diverses étapes du raffinage sont reportés par
Zelinková et al. (2006) sur de l’huile de colza,
BBP DEHP DIDP qui citent une diminution dès le dégommage :
50 de 20 à 11 et de 990 à moins de 300 μg/kg
respectivement pour le 3-MCPD libre et lié ;
les étapes de décoloration et désodorisation
40 permettant d’atteindre respectivement moins
de 300 μg/kg et moins de 9 μg/kg.
Plus récemment, Franke et al. (2009), lors
30
d’essais de raffinage chimique à l’échelle du
laboratoire sur des huiles de palme et de
20 colza, identifient que la désodorisation est la
seule étape conduisant à une augmentation
des teneurs en esters de 3-MCPD, déterminées
10 par la méthode de Weisshaar (2008) ; les
mêmes auteurs relient l’origine de la formation
des esters de 3-MCPD à la présence de diglycé-
0 rides et à la quantité de chlore total mesurée
Huile brute Huile brute dope Huile conditionnée, Huile conditionnée, Huile conditionnée, dans les huiles. Ces conclusions sont remises
neutralisée, lavée, neutralisée, lavée, neutralisée, lavée,
séchée, décolorée séchée, décolorée, séchée, décolorée, en cause par Collison (2010)21 qui montre les
désodorisée désodorisée biais de la méthode de Weisshaar et préconise
2 h/200 ˚C 4 h/200 ˚C
d’orienter les futurs travaux de recherche ana-
lytique vers des méthodes d’analyse directe
Figure 9. Évolution de la teneur en phtalates d’une huile dopée au cours du raffinage chimique réalisé en atelier de (couplage CLHP/SM) des esters de 3-MCPD
raffinage (400 kg). Niveaux de dopage : BBP, DEHP, 50 mg/kg ; DIDP, 10 mg/kg. ou des monoesters de glycidol, l’occurrence
Tableau 11. Raffinage et élimination des contaminants. Résumé des étapes efficaces par type de contaminant.
Composés à éliminer Étape(s) efficace(s) Commentaires
du raffinage
Traces de solvants Décoloration, désodorisation Effets du vide
Traces métalliques Chimique : neutralisation et décoloration Adsorption
Physique : prétraitement/adsorbant
Pesticides (PEST) Conditionnement acide Pour PEST instables en milieu acide (pyrimiphos méthyl)
Neutralisation Pour PEST instables en milieu basique et solubles dans l’eau
(dichlorvos, malathion)
Lavages Pour PEST solubles dans l’eau [f(solubilité)]
Décoloration PEST à site cationique
Désodorisation** L’étape décisive le plus souvent
HAP Décoloration** Surtout HAP lourds ; importance du choix du charbon actif,
mode d’activation, quantité et température de décoloration
Désodorisation* Pour HAP légers seulement
Dioxines/PCB Traitement spécifique DE SMET**: Concerne surtout les huiles de poisson
Charbon actif + au besoin prétraitement silice
Stripping à la désodorisation 190 °C, 2 % de vapeur
Phtalates Désodorisation/désacidification Études ITERG en cours
3-MCPD Enjeu : formation au cours du raffinage ? Priorité : résoudre les questions liées aux méthodes d’analyse
– Études en cours
Huiles minérales légères Désodorisation Par stripping vapeur ; efficacité non systématique
Huiles minérales lourdes Pas d’étape efficace
Mycotoxines (aflatoxines) Neutralisation** Action de la soude
Décoloration* Parfait l’élimination
98 OCL VOL. 17 N° 2 MARS-AVRIL 2010
de ces derniers dans des huiles végétales contaminants au cours des procédés de raffi- Dugo G, La Pera L, La Torre GL, Giuffrida D. Determi-
raffinées lui paraissant être plus significative nage constitue un outil d’orientation préalable nation of Cd(II), Cu(II), Pb(II), and Zn(II) content in
(et corrélée à la présence de diglycérides) que intéressant22. commercial vegetable oils using derivative potentio-
celle des premiers. Par ailleurs, Collison montre Par ailleurs, les travaux à venir devront étudier metric stripping analysis. Food Chem 2004 ; 87 :
que des esters de 3-MCPD peuvent se former les produits de transformation (notamment 639-45.
au contact d’adsorbants activés à l’acide des pesticides) pouvant se former lors des Fernandez MA, Gomara B, Bordajandi LR, et al. Die-
chlorhydrique. opérations de raffinage ainsi que le contrôle tary intakes of polychlorinated dibenzo-p-dioxins,
L’unité de technologie de l’ITERG a inscrit de leur élimination par ces mêmes opérations. dibenzofurans and dioxin-like polychlorinated biphe-
l’étude des esters de 3-MCPD en cours de raffi- Enfin, il faut rappeler que la qualité des huiles nyls in Spain. Food Addit Contam 2004 ; 21 :
nage au programme de ses travaux 2010, en et corps gras raffinés intègre le maintien 983-91.
lien avec la recherche analytique menée par ou l’amélioration des caractéristiques organo- Fraisse D. Les dioxines et les PCB type-dioxine dans
l’unité analyse. leptiques, nutritionnelles et la stabilité en les aliments gras. OCL 2003 ; 10 : 280-6.
conservation, d’une part, et, d’autre part,
Franke K, Strijowski U, Fleck G, Pudel F. Influence of
Conclusion l’élimination des contaminants tout en évitant
chemical refining process and oil type on bound
ou maîtrisant la formation de nouveaux 3-chloro-1,2-propanediol contents in palm oil and
Ce large tour d’horizon montre globalement composés indésirables. Pour chaque composé rapeseed oil. Food Sci Technol 2009 ; 42 : 1751-4.
que le procédé de raffinage (par voie chimique qu’il s’agit d’éliminer, les enjeux technologi-
ou « physique ») est le plus souvent très ques du raffinage résident au carrefour de ces Jouve JL. La qualité microbiologique des aliments. Maî-
efficace pour garantir la sécurité sanitaire des exigences. trise et critères. 2e partie, chap. 7, p. 124-25 Ed.
huiles et corps gras raffinés et leur conformité CNRS-CNERNA / Polytechnica, 1993.
avec les exigences réglementaires. Le tableau 11 Lacoste F, Lechat H, Pages X, et al. Contrôle des com-
résume pour chaque contaminant les étapes les RÉFÉRENCES
posés indésirables dans les huiles végétales et mise en
plus efficaces du raffinage. Couteux A, Salaün C. ACTA Index phytosanitaire. place d’observatoires. OCL 2005 ; 12 : 372-7.
Les conditions d’élimination optimales de 45e édition, 2009.
Pages X, Laur J, Birot C, Arnaud JN, Lacoste F.
certaines catégories de contaminants sont Baars AJ, Bakker MI, Baumann RA, et al. Dioxins, Influence of the refining process on pesticide residues
maintenant bien connues (solvants résiduels, dioxin-like PCBs and non-dioxin-like PCBs in foods- removal. Communication au congrès Euro Fed Lipid
traces métalliques, HAP, la majorité des subs- tuffs: occurrence and dietary intake in The Nether- 2004; Edinburgh (UK)
tances phytosanitaires susceptibles de conta- lands. Toxicol Lett 2004 ; 151 : 51-61.
miner les oléagineux, etc.) ; mais d’autres, Pages X, Birot C, Escabasse J, Fazeuilh S, Hermon M,
Bordajandi LR, Gomez G, Abad E, et al. Survey of per-
notamment les nouveaux contaminants Lacoste F. Refining: removal of pesticide residues.
sistent organochlorine contaminants, heavy metals
potentiels plus ou moins résistants au raffi- Communication au congrès Euro Fed Lipid 2006;
in food samples from Huelva (Spain): levels and
Madrid (S).
nage, réclament des études spécifiques et health implications. J Agric Food Chem 2004 ; 52 :
une optimisation réaliste des procédés : 992-1001. Ruiz Mendez MV, de la Rosa IP, Jiménez Márquez A,
nouvelles substances actives phytosanitaires et al. Elimination of pesticides in olive oil by refining
Castera A. Traces métalliques. In : Manuel des corps
(ce fut le cas de la deltaméthrine, plutôt using bleaching and deodorization. Food Addit
gras. Tome 2, chap. XIV, p. 1243-55. Coordonnateur
résistante à l’élimination), évolution de la Contam 2005 ; 22 : 23-30.
A. Karleskind. Paris : Ed. Lavoisier Tec&Doc, 1992
réglementation des contaminants connus The Pesticide Manual., Ed. C.D.S Tomlin, 14th edi-
Collison MW. Direct determination of MCPB esters
(cas des HAP en 2010, avec de nouvelles tion, British Crop Production Council (BPC) 2006.
and glycidyl esters by LCMS. Communication OVID
molécules à surveiller en plus du B(a)P), cas
Meeting, 25/01/2010, Berlin. Van Duijn G. Industrial experiences with pesticide
des phtalates lourds et plus récemment
Dauguet S, Lacoste F, Ticot B, et al. La filière oléagi- removal during edible oil refining. Eur J Lipid Sci Tech-
encore la question des esters de 3-MCPD ;
neuse se mobilise autour de la problématique des nol 2008 ; 110 : 982-9.
dans ces deux derniers cas, la première
étape à franchir est la recherche de métho- résidus d’insecticides. OCL 2006 ; 13 : 373-7. Weisshaar R. Determination of total 3-chloro-
des d’analyse donnant des résultats fiables Denise J. Le raffinage des corps gras. Westhoek- propane-1,2-diol (3-MCPD) in edible oils by cleavage
dont l’absence conduit à des interprétations Editions, Les Editions du Beffroi, 1983; (ouvrage of MCPD esters with sodium methoxide. Eur J Lipid Sci
erronées. épuisé). Technol 2008 ; 110 : 183-6.
C’est pourquoi, l’identification de critères DGCCRF. Note de service n° du 12 décembre 1990, Zelinková Z, Svejkovská B, Velisek J, Dolezal M. Fatty
physicochimiques indicatifs d’un probable basée sur un avis du Conseil supérieur d’hygiène acid esters of 3-chloropropane-1,2-diol in edible oils.
comportement de composés potentiellement publique de France, 1990. Food Addit Contam 2006 ; 23 : 1290-8.
21
Voir article Lacoste et al., dans ce dossier.
22
Hydrosolubilité ou caractère lipophile (solubilité
dans l’eau et log P (KO/E), poids moléculaire et ten-
sion de vapeur.
OCL VOL. 17 N° 2 MARS-AVRIL 2010 99
You might also like
- 1974 Beetle Owners ManualDocument102 pages1974 Beetle Owners ManualGvidas Kušleika67% (6)
- Fault Code 325 Injector Solenoid Driver Cylinder 6 Circuit - Current Below Normal, or Open CircuitDocument26 pagesFault Code 325 Injector Solenoid Driver Cylinder 6 Circuit - Current Below Normal, or Open CircuitAhmedmahNo ratings yet
- Gu 2019Document7 pagesGu 2019Ana MasyaNo ratings yet
- Raffinage Des Huiles Et Des Corps Gras Et Élimination Des ContaminantsDocument14 pagesRaffinage Des Huiles Et Des Corps Gras Et Élimination Des ContaminantsBoussebha NoureddineNo ratings yet
- 292-Article Text-294-1-10-20071017 PDFDocument12 pages292-Article Text-294-1-10-20071017 PDFBianca AndreeaNo ratings yet
- Extracción Verde de Aceite Vegetal de Ajonjolí Mediante EnzimasDocument7 pagesExtracción Verde de Aceite Vegetal de Ajonjolí Mediante EnzimasJ LakesNo ratings yet
- 21-Deodorization Process of Vegetal Soybean Oil Using ThermomechanicalDocument10 pages21-Deodorization Process of Vegetal Soybean Oil Using ThermomechanicalumrbekfoodomeNo ratings yet
- Food Chemistry: A A B B ADocument7 pagesFood Chemistry: A A B B Anoelia_herrNo ratings yet
- Trends in Analytical Chemistry: E. Hakme, A. Lozano, C. Ferrer, F.J. Díaz-Galiano, A.R. Fern Andez-AlbaDocument13 pagesTrends in Analytical Chemistry: E. Hakme, A. Lozano, C. Ferrer, F.J. Díaz-Galiano, A.R. Fern Andez-AlbagpaivNo ratings yet
- Microbial Removal of FOGDocument7 pagesMicrobial Removal of FOGIzzat RozaliNo ratings yet
- Supercritical Fluid Extraction of Essential OilsDocument12 pagesSupercritical Fluid Extraction of Essential OilsFrancisco Acosta100% (1)
- Yousefi2019 PDFDocument12 pagesYousefi2019 PDFkhudhoriNo ratings yet
- SFE Fractionation Essential OilDocument37 pagesSFE Fractionation Essential OilThomas ChoongNo ratings yet
- Ramiran2010 Horticultural SoapDocument4 pagesRamiran2010 Horticultural Soapamelia marinNo ratings yet
- Aniones InorganicosDocument8 pagesAniones InorganicosMarcela CristinaNo ratings yet
- Ey - The Influence of Carotenoid and Chlorophyll Content On The Oxidative Processes in Vegetable Oils, 2018Document8 pagesEy - The Influence of Carotenoid and Chlorophyll Content On The Oxidative Processes in Vegetable Oils, 2018oreamigNo ratings yet
- Application Pesticides Olive Oil Captiva Emr Lipid 5994 0405en AgilentDocument10 pagesApplication Pesticides Olive Oil Captiva Emr Lipid 5994 0405en AgilentbesserianiNo ratings yet
- Food Control: Ruihan Xu, Ni Cheng, Wei Huang, Hui Gao, Jianjun Deng, Wei CaoDocument4 pagesFood Control: Ruihan Xu, Ni Cheng, Wei Huang, Hui Gao, Jianjun Deng, Wei CaoТетяна КозицькаNo ratings yet
- Industrial Crops & Products: Felipe Fernandes-Klajn, Juan Miguel Romero-García, Manuel J. Díaz, Eulogio CastroDocument9 pagesIndustrial Crops & Products: Felipe Fernandes-Klajn, Juan Miguel Romero-García, Manuel J. Díaz, Eulogio Castrolucia789No ratings yet
- Phenolic and Antioxidant Potential of Olive Oil Mill WastesDocument7 pagesPhenolic and Antioxidant Potential of Olive Oil Mill WastesIeqa HaziqahNo ratings yet
- Antimicrobial Activity of Lavender, Tea Tree and Lemon Oils in Cosmetic Preservative SystemsDocument10 pagesAntimicrobial Activity of Lavender, Tea Tree and Lemon Oils in Cosmetic Preservative SystemsMiguel SantosNo ratings yet
- Food Chemistry: Analytical MethodsDocument5 pagesFood Chemistry: Analytical MethodsJosé Luis Espinosa EnríquezNo ratings yet
- Acephate, Methamidophos and Monocrotophos Residues in A Laboratory Scale Oil Refining Processyeoh2009Document6 pagesAcephate, Methamidophos and Monocrotophos Residues in A Laboratory Scale Oil Refining Processyeoh2009paul WongNo ratings yet
- Supercritical CO Extraction of Rice Bran Oil - The Technology, Manufacture, and ApplicationsDocument8 pagesSupercritical CO Extraction of Rice Bran Oil - The Technology, Manufacture, and ApplicationsAmarpreet Singh MalhanNo ratings yet
- 10 1016@j Foodchem 2017 06 086 PDFDocument8 pages10 1016@j Foodchem 2017 06 086 PDFyasinNo ratings yet
- Glycerin: Livestock IdentificationDocument3 pagesGlycerin: Livestock IdentificationJoyce Danhel SumayodNo ratings yet
- Determination of Volatile Compounds in Apple Pomace by Stir Bar Sorptive Extraction and Gas Chromatography-Mass Spectrometry (SBSE-GC-MS)Document9 pagesDetermination of Volatile Compounds in Apple Pomace by Stir Bar Sorptive Extraction and Gas Chromatography-Mass Spectrometry (SBSE-GC-MS)Amir HayatNo ratings yet
- Gertz 2000Document7 pagesGertz 2000SQF PractitionerNo ratings yet
- Remove FFA Bab 1 AzmirJamaludinMFKSG2012CHAP1Document4 pagesRemove FFA Bab 1 AzmirJamaludinMFKSG2012CHAP1Dyan DargustinNo ratings yet
- Technology For Treatment of Lipid-Rich Wastewater and Pipelines Clogged by Lipids Using Bacterial PreparationDocument9 pagesTechnology For Treatment of Lipid-Rich Wastewater and Pipelines Clogged by Lipids Using Bacterial PreparationAlacránAlemánNo ratings yet
- LWT - Food Science and Technology: SciencedirectDocument8 pagesLWT - Food Science and Technology: SciencedirectChakkapat AenglongNo ratings yet
- Plant Lipid Extrction-4Document18 pagesPlant Lipid Extrction-4Rica EspenocillaNo ratings yet
- Artigo LipaseDocument11 pagesArtigo LipaseRikson SouzaNo ratings yet
- Enzyme-Assisted Extraction of Bioactive Compounds From Bay Leaves (2017 - 10 - 28 22 - 36 - 25 UTC)Document9 pagesEnzyme-Assisted Extraction of Bioactive Compounds From Bay Leaves (2017 - 10 - 28 22 - 36 - 25 UTC)David LeonNo ratings yet
- Sấy phunDocument11 pagesSấy phuntranb2014450No ratings yet
- 292 294 1 PBDocument12 pages292 294 1 PBHai Hung NguyenNo ratings yet
- Antioxidant Effect of Natural Rosemary On The Oxidation of MidDocument6 pagesAntioxidant Effect of Natural Rosemary On The Oxidation of MidJUNIORNo ratings yet
- Makalah Sanitasi Fat and OilDocument22 pagesMakalah Sanitasi Fat and OilSuci Indah PratiwiNo ratings yet
- Biomass and Bioenergy: Research PaperDocument7 pagesBiomass and Bioenergy: Research PaperM. AlfinandaNo ratings yet
- The Olive Oil Oxygen Radical Absorbance Capacity (DPPH Assay) As A Quality IndicatorDocument8 pagesThe Olive Oil Oxygen Radical Absorbance Capacity (DPPH Assay) As A Quality IndicatorSoulef ZemzoumNo ratings yet
- 10.1016@B978 0 12 818188 1.00001 3Document5 pages10.1016@B978 0 12 818188 1.00001 3kiran shettyNo ratings yet
- 2 BioremediationDocument9 pages2 BioremediationMaverick CFNo ratings yet
- Tocopherols As Antioxidants in Lipid Based Systems The Combination of Chemical and Physicochemical Interactions Determines Their EfficieDocument47 pagesTocopherols As Antioxidants in Lipid Based Systems The Combination of Chemical and Physicochemical Interactions Determines Their EfficieDiego MonterrozaNo ratings yet
- Energies 660946Document13 pagesEnergies 660946Katiane meloNo ratings yet
- Food Control: Wen-Rui Diao, Qing-Ping Hu, Hong Zhang, Jian-Guo XuDocument8 pagesFood Control: Wen-Rui Diao, Qing-Ping Hu, Hong Zhang, Jian-Guo Xumimi boukNo ratings yet
- Effect of Degumming Process On Physicochemical Properties of Sunflower Oil-Lamas y Col 2016Document6 pagesEffect of Degumming Process On Physicochemical Properties of Sunflower Oil-Lamas y Col 2016eugeniaNo ratings yet
- (EN) Bleached Palm Oils by Mass SpectrometriDocument7 pages(EN) Bleached Palm Oils by Mass SpectrometriAli MulhakimNo ratings yet
- A Short Review On Microemulsion and Its Application in Extraction of Vegetable OilDocument12 pagesA Short Review On Microemulsion and Its Application in Extraction of Vegetable OilInternational Journal of Research in Engineering and TechnologyNo ratings yet
- 2016, Supercritical Extraction of Sunflower Oil PDFDocument13 pages2016, Supercritical Extraction of Sunflower Oil PDFAmit RaiNo ratings yet
- CPCB & Water Quality Guidelines - Flushing PDFDocument18 pagesCPCB & Water Quality Guidelines - Flushing PDFKHUSHBOONo ratings yet
- Preparative Separation and Purification of Lycopene From Tomato Skins Extracts by Macroporous Adsorption ResinsDocument8 pagesPreparative Separation and Purification of Lycopene From Tomato Skins Extracts by Macroporous Adsorption ResinsТетяна КозицькаNo ratings yet
- Encapsulation of Essential Oils Via Nanoprecipitation Process: Overview, Progress, Challenges and ProspectsDocument21 pagesEncapsulation of Essential Oils Via Nanoprecipitation Process: Overview, Progress, Challenges and ProspectsCosmin M-escuNo ratings yet
- Improving Anaerobic Digestion OperationsDocument42 pagesImproving Anaerobic Digestion OperationsOscar David Duarte VeraNo ratings yet
- J Ijat 2006 09 007Document7 pagesJ Ijat 2006 09 007Angelina GultomNo ratings yet
- 66 Ess17078Document9 pages66 Ess17078AJ ManurungNo ratings yet
- 1 s2.0 S025527012200143X MainDocument21 pages1 s2.0 S025527012200143X MainJHON ERIKNo ratings yet
- Cold Pressing Hydrodistillation and Microwave Dry Distillation of Citrus Essential Oil From Algeria A Comparative StudyDocument13 pagesCold Pressing Hydrodistillation and Microwave Dry Distillation of Citrus Essential Oil From Algeria A Comparative StudyEber MathewNo ratings yet
- Research ArticleDocument8 pagesResearch ArticleAdufe RufaiNo ratings yet
- Super Critical Carbon Dioxide Extraction of Carrot Fruit Essential Oil Chemical Composition and Antimicrobial ActivityDocument7 pagesSuper Critical Carbon Dioxide Extraction of Carrot Fruit Essential Oil Chemical Composition and Antimicrobial Activitymyrtarom100% (4)
- QA QC Manual For Fortified Refined Bleached Deodorised Edible OilDocument116 pagesQA QC Manual For Fortified Refined Bleached Deodorised Edible Oilumegee100% (4)
- Food ChemistryDocument5 pagesFood Chemistrysahuvikrant22No ratings yet
- Black Soldier Fly Products: Generic Description and Analysis of the Production Process for Chitosan, Proteins and Lipid from Black Soldier Fly Larvae.From EverandBlack Soldier Fly Products: Generic Description and Analysis of the Production Process for Chitosan, Proteins and Lipid from Black Soldier Fly Larvae.Rating: 4 out of 5 stars4/5 (1)
- 2.5. PBM Serie Diverter EriksDocument20 pages2.5. PBM Serie Diverter EriksmguisseNo ratings yet
- 2.1. PBM VALVE SOLUTIONS EriksDocument8 pages2.1. PBM VALVE SOLUTIONS EriksmguisseNo ratings yet
- 2.2. PBM Serie ANSI EriksDocument8 pages2.2. PBM Serie ANSI EriksmguisseNo ratings yet
- 1.4. Eriks Saunders Hc4 Bio-Block Manual v4Document154 pages1.4. Eriks Saunders Hc4 Bio-Block Manual v4mguisseNo ratings yet
- 1.1. Eriks Saunders Aseptique Hc4Document60 pages1.1. Eriks Saunders Aseptique Hc4mguisseNo ratings yet
- Asahi Gold Particle Test System-II (AGPTS-II)Document8 pagesAsahi Gold Particle Test System-II (AGPTS-II)mguisseNo ratings yet
- PVC Mipolan BiocontrolDocument2 pagesPVC Mipolan BiocontrolmguisseNo ratings yet
- Real Estate Internship ReportDocument15 pagesReal Estate Internship Reportmattpenner1343No ratings yet
- RT TimeGames KeysDocument3 pagesRT TimeGames KeysrubenblascoarmenNo ratings yet
- CFSS Checklist For SchoolsDocument9 pagesCFSS Checklist For SchoolsSharie ArellanoNo ratings yet
- Philosophical Transactions of The Royal Society of London, 1827, Part One.Document481 pagesPhilosophical Transactions of The Royal Society of London, 1827, Part One.Cazzac111No ratings yet
- Laserx60 enDocument14 pagesLaserx60 enqwertyjinNo ratings yet
- Ch6 Settling Chamber 2005Document7 pagesCh6 Settling Chamber 2005MutiaKhairunnisaNo ratings yet
- RRL - RevisionDocument4 pagesRRL - RevisionMish Lei FranxhNo ratings yet
- Detailed Lesson Plan EDITEDDocument6 pagesDetailed Lesson Plan EDITEDJoylen AcopNo ratings yet
- Science Lines 1Document68 pagesScience Lines 1Mark Lloyd ColomaNo ratings yet
- Indoor Unit/Outdoor Unit: Split Type Air ConditionerDocument23 pagesIndoor Unit/Outdoor Unit: Split Type Air ConditionerMuhamad PriyatnaNo ratings yet
- Crystal Structure Notes: 1. Explain The Following Terms BrieflyDocument12 pagesCrystal Structure Notes: 1. Explain The Following Terms BrieflyNitesh ShahNo ratings yet
- ME5286RoboticsToday - 1-RobotArms2017 PDFDocument5 pagesME5286RoboticsToday - 1-RobotArms2017 PDFchrisNo ratings yet
- UPSC CSE Main 2023 Mathematics Optional Paper 1Document5 pagesUPSC CSE Main 2023 Mathematics Optional Paper 1sukutraoNo ratings yet
- Institute of Actuaries of India: ExaminationsDocument9 pagesInstitute of Actuaries of India: ExaminationsVasudev PurNo ratings yet
- SugarDocument4 pagesSugarabiramanNo ratings yet
- USPS Controlled Substances ListDocument21 pagesUSPS Controlled Substances Listmahojim756No ratings yet
- SSCM1023 Chap 1 PolarDocument22 pagesSSCM1023 Chap 1 Polarbarre PenroseNo ratings yet
- QCF2012Document47 pagesQCF2012dolmat1100% (1)
- The Nature of ResearchDocument14 pagesThe Nature of ResearchRonnel Aldin FernandoNo ratings yet
- GeM Bidding 5252486Document6 pagesGeM Bidding 5252486RAJENDRA METALSNo ratings yet
- Journal of Geographical Research - Vol.4, Iss.2 April 2021Document47 pagesJournal of Geographical Research - Vol.4, Iss.2 April 2021Bilingual PublishingNo ratings yet
- Chapter 2 - Brain Reorganization, Recovery and Organized CareDocument34 pagesChapter 2 - Brain Reorganization, Recovery and Organized CareAnisa AnisatusholihahNo ratings yet
- Lec 12 Catalyst in IndustryDocument4 pagesLec 12 Catalyst in IndustryPrahlad DasNo ratings yet
- Background of The Study ResosrtDocument6 pagesBackground of The Study Resosrtsphinkz28No ratings yet
- Template For Term PaperDocument2 pagesTemplate For Term PaperutkarshNo ratings yet
- Bio621 MindmapDocument3 pagesBio621 MindmapMizahNo ratings yet
- D. Cutting Vegetable To Appropriate Size of The Type of The StockDocument4 pagesD. Cutting Vegetable To Appropriate Size of The Type of The StockBeverlyRose Bueno Delos Santos100% (2)
- Revenge AND Death Spell Casters REVIEWS HTTPDocument10 pagesRevenge AND Death Spell Casters REVIEWS HTTPPsychics NyameNo ratings yet