You might also like
- Free Cutting Brass Bars, Rods and Section - Specification: Indian StandardDocument11 pagesFree Cutting Brass Bars, Rods and Section - Specification: Indian StandardocsspectroNo ratings yet
- Galvanized Strand For Earthing - Specification: Indian StandardDocument8 pagesGalvanized Strand For Earthing - Specification: Indian Standardpaul walkerNo ratings yet
- Bicycles - Pedal Assembly - Specification: Indian StandardDocument7 pagesBicycles - Pedal Assembly - Specification: Indian StandardYoginder SainiNo ratings yet
- IS 319 - 2007 - Reff2022Document11 pagesIS 319 - 2007 - Reff2022k27571No ratings yet
- Specification For Fittings For Rigid Non-Metallic F Second Revision) ConduitsDocument16 pagesSpecification For Fittings For Rigid Non-Metallic F Second Revision) ConduitsAvinash MishraNo ratings yet
- Is 13094 - 1992 (Ra 2016) Selection of Ground Improvement Techniques For Foundation in Weak SoilsDocument12 pagesIs 13094 - 1992 (Ra 2016) Selection of Ground Improvement Techniques For Foundation in Weak Soilsbala subramanyamNo ratings yet
- k@ii-m-R-Rl (K: A@wa-Q@dfamf%Document23 pagesk@ii-m-R-Rl (K: A@wa-Q@dfamf%PARMAR TESTING LAB AND RESEARCH CENTRENo ratings yet
- 2002 AMD2 Reff2022Document9 pages2002 AMD2 Reff2022suman.cenithNo ratings yet
- 1077 1992 Reff2021Document6 pages1077 1992 Reff2021Suman ChatterjeeNo ratings yet
- Dimensions For Porcelain Transformer Bushings For Use in Heavily Polluted AtmospheresDocument5 pagesDimensions For Porcelain Transformer Bushings For Use in Heavily Polluted AtmospheresGnanavel GNo ratings yet
- Lndian Standard: Clay Roofing Tiles, Mangalore Pattern - Specification (Document11 pagesLndian Standard: Clay Roofing Tiles, Mangalore Pattern - Specification (Sooraj Matter LabNo ratings yet
- C-Oncrete Admixtures - Specification (First Revision) : Indian StandardDocument17 pagesC-Oncrete Admixtures - Specification (First Revision) : Indian StandardmanasNo ratings yet
- Indian Standard: Bonded Mineral Wool - Specification (Document10 pagesIndian Standard: Bonded Mineral Wool - Specification (drg gocNo ratings yet
- 8023 1991 Reff2020Document7 pages8023 1991 Reff2020Ashish DubeyNo ratings yet
- Dtmensions For Porcelain Transformer Bushings For Use in Lightly Polluted AtmospheresDocument12 pagesDtmensions For Porcelain Transformer Bushings For Use in Lightly Polluted AtmospheresGnanavel GNo ratings yet
- 381 1995 Reff2021Document8 pages381 1995 Reff2021Abhishek ChandaNo ratings yet
- Methods of Grading and Visual Classification of Muscovite Mica SplittingsDocument8 pagesMethods of Grading and Visual Classification of Muscovite Mica SplittingsAnuradhaPatraNo ratings yet
- 630 2005 Reff2021Document11 pages630 2005 Reff2021Yoginder SainiNo ratings yet
- %%Wirjt'Skf%Wrfim: - RF$TFKDocument11 pages%%Wirjt'Skf%Wrfim: - RF$TFKDevesh Kumar PandeyNo ratings yet
- Indian Standard: Bonded Mineral Wool - Specification (Document10 pagesIndian Standard: Bonded Mineral Wool - Specification (Indira BanerjeeNo ratings yet
- Ikby Uhao DH Fmtkbu VKSJ Fuekz.K JHFR Lafgrk: HKKJRH EkudDocument26 pagesIkby Uhao DH Fmtkbu VKSJ Fuekz.K JHFR Lafgrk: HKKJRH EkudPramukh Test houseNo ratings yet
- 3wriw: Indian StandardDocument6 pages3wriw: Indian StandardkrixotNo ratings yet
- TTR TTR TTR: L:JCTTDocument6 pagesTTR TTR TTR: L:JCTTPramukh Test houseNo ratings yet
- 1077 PDFDocument6 pages1077 PDFPramukh Test houseNo ratings yet
- 7208 1992 - Guidelines For Flocculator Devices PDFDocument8 pages7208 1992 - Guidelines For Flocculator Devices PDFpatildh07No ratings yet
- Arrq-: Cfit1IfDocument8 pagesArrq-: Cfit1IfNikhil ShindeNo ratings yet
- .TCRR: Pressure Grouting of Rock Foundations in - River Valley Projects - RecommendationsDocument20 pages.TCRR: Pressure Grouting of Rock Foundations in - River Valley Projects - RecommendationsSushil RajakNo ratings yet
- IS 2379 - Pipeline Colour CodeDocument14 pagesIS 2379 - Pipeline Colour CodeNoel Federer SarkarNo ratings yet
- Sand For Plaster - Secification / Second Revision: Indian StandardDocument5 pagesSand For Plaster - Secification / Second Revision: Indian StandardremyaNo ratings yet
- 2000 Reff2021 PDFDocument7 pages2000 Reff2021 PDFocsspectroNo ratings yet
- Specification FOR Injection Moulded PVC Socket Fittings With Solvent Cement Joints For Water SuppliesDocument2 pagesSpecification FOR Injection Moulded PVC Socket Fittings With Solvent Cement Joints For Water Suppliesanurag singhNo ratings yet
- 707 - 2011 - Timber Technologyreff2021Document42 pages707 - 2011 - Timber Technologyreff2021Debabrata PalNo ratings yet
- Winding Wires For Submersible Motors - Specification: Indian StandardDocument9 pagesWinding Wires For Submersible Motors - Specification: Indian StandardkrixotNo ratings yet
- Is 1090Document32 pagesIs 1090Riddhiman BhowmikNo ratings yet
- IS-12437 Zirconium PowderDocument8 pagesIS-12437 Zirconium PowderAnuradhaPatraNo ratings yet
- 2000 Reff2021Document7 pages2000 Reff2021Ersatz IdiotaNo ratings yet
- 193 2000 Reff2021Document8 pages193 2000 Reff2021Abhishek SrivastvaNo ratings yet
- Indian Standard: Legal Metrology - Material Measures of LengthDocument9 pagesIndian Standard: Legal Metrology - Material Measures of LengthDiptiNo ratings yet
- Imr Riq: FhthiDocument11 pagesImr Riq: Fhthisunil kumar sharmaNo ratings yet
- (W5q@iw7) : Pulverized Fuel Ash-Lime Bricks - SpecificationDocument7 pages(W5q@iw7) : Pulverized Fuel Ash-Lime Bricks - Specificationhardik sorathiyaNo ratings yet
- Muscovite Mica Scrap For, Mica Paper - Specification: Indian StandardDocument5 pagesMuscovite Mica Scrap For, Mica Paper - Specification: Indian StandardAnuradhaPatraNo ratings yet
- Bitumen Based Felt - Methods of Test: Indian StandardDocument8 pagesBitumen Based Felt - Methods of Test: Indian StandardNKPCNo ratings yet
- Indian Standard: IS: 7834 (Part 2) - l9g7Document2 pagesIndian Standard: IS: 7834 (Part 2) - l9g7CIPET TESTING - AGARTALANo ratings yet
- Laminated Veneer Lumber Specification: Indian StandardDocument11 pagesLaminated Veneer Lumber Specification: Indian Standardanishkumar.vNo ratings yet
- IS 14458 - 1 - 1998 - Selection of TypeDocument11 pagesIS 14458 - 1 - 1998 - Selection of TypeAnju KarkiNo ratings yet
- 4246 (1) - 120720Document14 pages4246 (1) - 120720ranapratap singhNo ratings yet
- Fftfhut) : Door HandlesDocument9 pagesFftfhut) : Door Handlesraviteja036No ratings yet
- Is 13311 - 2 Ra 2018Document9 pagesIs 13311 - 2 Ra 2018fareeda67% (3)
- Winding Wires For Submersible Motors - Specification: Indian StandardDocument12 pagesWinding Wires For Submersible Motors - Specification: Indian StandardShivangi BhardwajNo ratings yet
- Generalrequtrementsfor Thesupplyofmetallurgicalmatekials: Indiaiz StandardDocument7 pagesGeneralrequtrementsfor Thesupplyofmetallurgicalmatekials: Indiaiz Standardkesavan.rajasekarNo ratings yet
- IS-209 For ZN IngotsDocument6 pagesIS-209 For ZN IngotsAnuradhaPatraNo ratings yet
- Specification FOR Injection Moulded PVC Socket Fittings With Solvent Cement Joints For Water SuppliesDocument8 pagesSpecification FOR Injection Moulded PVC Socket Fittings With Solvent Cement Joints For Water SuppliesCIPET TESTING - AGARTALANo ratings yet
- Hydrophobic Portland Specification: Indian StandardDocument9 pagesHydrophobic Portland Specification: Indian StandardRaghav TiwaryNo ratings yet
- Is 101 - 3 - 2Document11 pagesIs 101 - 3 - 2Ruby MalhotraNo ratings yet
- IS 906 I Specification For Fire Hose Delivery Couplings, Branch Pipe, Nozzles and Nozzle Spanner - SpecificaionDocument12 pagesIS 906 I Specification For Fire Hose Delivery Couplings, Branch Pipe, Nozzles and Nozzle Spanner - SpecificaionHemal BhagatNo ratings yet
- C-Oncrete Admixtures - Specification (First Revision) : Indian StandardDocument17 pagesC-Oncrete Admixtures - Specification (First Revision) : Indian StandardbiranchimohantyNo ratings yet
- Muscovite Mica Flakes and Mica Powder For Industrial ApplicationsDocument5 pagesMuscovite Mica Flakes and Mica Powder For Industrial ApplicationsAnuradhaPatraNo ratings yet
- IS 5706-Precision LevelDocument8 pagesIS 5706-Precision LevelDiptiNo ratings yet
- Indian Standard: Performance Tests For Complete, Filled Transport PackagesDocument8 pagesIndian Standard: Performance Tests For Complete, Filled Transport PackagesTA1 ChennaiNo ratings yet
- Bearings And Bearing Metals: A Treatise Dealing with Various Types of Plain Bearings, the Compositions and Properties of Bearing Metals, Methods of Insuring Proper Lubrication, and Important Factors Governing the Design of Plain BearingsFrom EverandBearings And Bearing Metals: A Treatise Dealing with Various Types of Plain Bearings, the Compositions and Properties of Bearing Metals, Methods of Insuring Proper Lubrication, and Important Factors Governing the Design of Plain BearingsRating: 4 out of 5 stars4/5 (1)
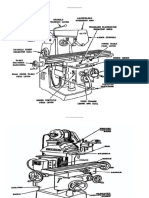
- Principles of Machine Shop Practices RSTDocument34 pagesPrinciples of Machine Shop Practices RSTJoel Kelly Cangrehilla MabaoNo ratings yet
- 11 Astm A320 A320m-2018Document8 pages11 Astm A320 A320m-2018FYNo ratings yet
- Solidification Process (Metal Casting: Expendable Mold Casting: Sand Casting)Document29 pagesSolidification Process (Metal Casting: Expendable Mold Casting: Sand Casting)The NoobNo ratings yet
- Wire Rope End Terminations: Wirerope - Eng - FM Page 29 Wednesday, November 19, 2008 4:21 PMDocument31 pagesWire Rope End Terminations: Wirerope - Eng - FM Page 29 Wednesday, November 19, 2008 4:21 PMRezaYulisnaPNNo ratings yet
- Shaping MachineDocument9 pagesShaping MachineAin AfafaNo ratings yet
- 18CrNiMo7-6 Chromium-Nickel-Molybdenum Case Hardening Steel - Hillfoot Multi MetalsDocument1 page18CrNiMo7-6 Chromium-Nickel-Molybdenum Case Hardening Steel - Hillfoot Multi MetalsKunal KoreNo ratings yet
- Parker Alok Bible WebDocument224 pagesParker Alok Bible WebRoo FaNo ratings yet
- #Milling Presentation 2011Document47 pages#Milling Presentation 2011HABTAMU FEKADUNo ratings yet
- Lab Report 06 MEMDocument12 pagesLab Report 06 MEMImdad JalaliNo ratings yet
- Speedway Cable Ladder: Total Cable Management SolutionsDocument78 pagesSpeedway Cable Ladder: Total Cable Management SolutionsDeeran VNo ratings yet
- Coal Crushers: Optimal Solutions For ComminutionDocument6 pagesCoal Crushers: Optimal Solutions For ComminutionNguyễn LinhNo ratings yet
- Welding Procedure Specification: Material / Joints QualifiedDocument2 pagesWelding Procedure Specification: Material / Joints QualifiedFernando LlontopNo ratings yet
- An Analysis of Indian Foreign Trade in Present Era: Growing Value of Exports: The Total Value ofDocument5 pagesAn Analysis of Indian Foreign Trade in Present Era: Growing Value of Exports: The Total Value of17bbcm015 hyNo ratings yet
- Metallic Piping Fabrication and Installation Method Statement & Job Safety AnalysisDocument34 pagesMetallic Piping Fabrication and Installation Method Statement & Job Safety AnalysisMohamed100% (1)
- DrillbitDocument4 pagesDrillbitColeen SiazonNo ratings yet
- Instruction Manual Geislinger Damper ENDocument42 pagesInstruction Manual Geislinger Damper ENingprijon100% (2)
- Abrasive Wheel SafetyDocument24 pagesAbrasive Wheel Safetymiqdad halyara kasimNo ratings yet
- Premium Performance Makes A Difference: Voestalpine Precision Strip GMBHDocument36 pagesPremium Performance Makes A Difference: Voestalpine Precision Strip GMBHRicardo PirelaNo ratings yet
- BS en 12285-2-2005 (2006)Document36 pagesBS en 12285-2-2005 (2006)Nguyen Manh HungNo ratings yet
- D0107 (2013-N) NES: Characteristic of Car Body Spot WeldsDocument8 pagesD0107 (2013-N) NES: Characteristic of Car Body Spot WeldsRicardo F.A.No ratings yet
- KB310-SSRE Baby Changing Station: Technical Data SheetDocument4 pagesKB310-SSRE Baby Changing Station: Technical Data SheetDavid MoralesNo ratings yet
- Ball-Peen Hammer - WikipediaDocument4 pagesBall-Peen Hammer - WikipediaAkarsh TpNo ratings yet
- TSA Surface Preparation and ApplicationDocument7 pagesTSA Surface Preparation and ApplicationMythri Metallizing Pvt Ltd Projects100% (1)
- Welding Journal 1959 3Document150 pagesWelding Journal 1959 3AlexeyNo ratings yet
- Aerial Bundled Conductor Accessories: Public Review Draft, December 2016Document33 pagesAerial Bundled Conductor Accessories: Public Review Draft, December 2016Sharafat AliNo ratings yet
- Guide To Sspc-Vis 3: SSPC: The Society For Protective CoatingsDocument4 pagesGuide To Sspc-Vis 3: SSPC: The Society For Protective CoatingsFreddy Carl FredricksenNo ratings yet
- 1904-FG-ME-SPC-0016 BAC Coating SpecificationDocument6 pages1904-FG-ME-SPC-0016 BAC Coating Specificationmahan moradiNo ratings yet
- ConclusionDocument10 pagesConclusionDharmendra PrajapatiNo ratings yet
- Plastic Mold MaintenanceDocument5 pagesPlastic Mold MaintenanceHajjaji ImedNo ratings yet
- Blank Sample WPS Form (SAW) Welding Procedure Specification (WPS)Document1 pageBlank Sample WPS Form (SAW) Welding Procedure Specification (WPS)GMNo ratings yet