You might also like
- Post Processor ReferenceDocument478 pagesPost Processor ReferenceMick Thomson RcNo ratings yet
- Kenwood KAC-748Document16 pagesKenwood KAC-748Moises LunaNo ratings yet
- Integer BASIC DisassemblyDocument62 pagesInteger BASIC DisassemblyMoe B. Us100% (3)
- Standard Specification For Aggregate For Masonry MortarDocument3 pagesStandard Specification For Aggregate For Masonry MortarAlbertto GuardadoNo ratings yet
- 1.7 Program de Comanda A Sistemelor TehnologiceDocument1 page1.7 Program de Comanda A Sistemelor TehnologiceAlexandru IonescuNo ratings yet
- Q Milling inDocument5 pagesQ Milling inGeir Ove HegstadNo ratings yet
- Input EchoDocument62 pagesInput EchoAkhil JoseNo ratings yet
- Zapi para PDFDocument2 pagesZapi para PDFASIFNo ratings yet
- Leal LexjDocument2 pagesLeal LexjJoan MoyaNo ratings yet
- Kompressor PanasonicDocument6 pagesKompressor PanasonicBudiJuwiNo ratings yet
- UntitledDocument2 pagesUntitledAbdelaziz CHEKOUINo ratings yet
- Super Star Trek (BASIC)Document15 pagesSuper Star Trek (BASIC)roohan AdeelNo ratings yet
- Appendix B - Input ListingDocument11 pagesAppendix B - Input ListingridwanNo ratings yet
- BOM List 230802 - ShinheungDocument203 pagesBOM List 230802 - ShinheungLinh LêNo ratings yet
- W.O.Calculation 20904021Document5 pagesW.O.Calculation 20904021gajendrabanshiwal8905No ratings yet
- Uudd UrkaDocument3 pagesUudd UrkanegroneduyrNo ratings yet
- Scan 14 Feb 2023Document1 pageScan 14 Feb 2023elenaNo ratings yet
- Workshop CalculationDocument8 pagesWorkshop CalculationAnonymous 43pDZuRNo ratings yet
- Без названия 2Document156 pagesБез названия 2tritonNo ratings yet
- ZORADocument9 pagesZORASlobodan NocajNo ratings yet
- SBRB SbegDocument2 pagesSBRB Sbegfernandogalloac3392No ratings yet
- Contrôle Senseurs Melange ExplosiveDocument10 pagesContrôle Senseurs Melange Explosivetatipaterne1981No ratings yet
- HeatexhDocument5 pagesHeatexhALI HAMIDNo ratings yet
- Input Echo Calculation in Caesar and RohrDocument57 pagesInput Echo Calculation in Caesar and RohrAnonymous Iev5ggSRNo ratings yet
- Revisi Buat April Rev.03 Templete SO Bayanang LAPORAN STOCK NLG CKP FG BAYANGANDocument1,034 pagesRevisi Buat April Rev.03 Templete SO Bayanang LAPORAN STOCK NLG CKP FG BAYANGANOperational NLGNo ratings yet
- GN # 1102 Onan and Hvac Daily Log SheetDocument4 pagesGN # 1102 Onan and Hvac Daily Log Sheetfuad widiatmokoNo ratings yet
- 92rocky A SST and MaterialDocument11 pages92rocky A SST and MaterialClarita GuevaraNo ratings yet
- HW 18Document13 pagesHW 18belal maNo ratings yet
- DT SampleDocument15 pagesDT Samplevimleshbansal8100% (1)
- Attachment-6 Input EchoDocument143 pagesAttachment-6 Input EchoBhaumikNo ratings yet
- Basic GKDocument7 pagesBasic GKSIVAPATHASEKARANNo ratings yet
- Ksjckbur PDF 30jun22Document27 pagesKsjckbur PDF 30jun22Benoit VoisinNo ratings yet
- Wind Load Analysis: FrontDocument21 pagesWind Load Analysis: FrontSaitamaNo ratings yet
- Altec 1566a Tube PreampDocument6 pagesAltec 1566a Tube PreampcesarnascNo ratings yet
- ST Tramo 0+580 - 1+ 040Document1 pageST Tramo 0+580 - 1+ 040Luis AzulaNo ratings yet
- Kbos TNCMDocument3 pagesKbos TNCMJoan MoyaNo ratings yet
- Voltage Drop and Balancing of LoadsDocument26 pagesVoltage Drop and Balancing of LoadsLaurence PilienNo ratings yet
- Pick and Place Robot (KR 16-2 KS)Document6 pagesPick and Place Robot (KR 16-2 KS)sadyehclenNo ratings yet
- LFPG KiadDocument3 pagesLFPG KiadVishesh MattaiNo ratings yet
- Order BarangDocument17 pagesOrder BarangTttttttrNo ratings yet
- RPLL RPVM PDFDocument2 pagesRPLL RPVM PDFqweqweqweq qweasdqwedqweqwNo ratings yet
- B. Agonic Line: Examination QuestionsDocument7 pagesB. Agonic Line: Examination QuestionsGerry RumahorboNo ratings yet
- Candler County Hospital Pricing List 951 PDFDocument2,507 pagesCandler County Hospital Pricing List 951 PDFswarnaNo ratings yet
- Math PB1Document12 pagesMath PB1Farhan KhanNo ratings yet
- Código InversorDocument11 pagesCódigo InversorLucas LucasNo ratings yet
- CONTADOR09Document3 pagesCONTADOR09socadelleaidamirandaNo ratings yet
- AboilsanDocument32 pagesAboilsanSatyabala OCBNo ratings yet
- Sonykv K29CF1Document11 pagesSonykv K29CF1navarretearielNo ratings yet
- s1-pwn23-002 1Document10 pagess1-pwn23-002 1Ron Cedric GarciaNo ratings yet
- Machine Design IIDocument8 pagesMachine Design IISaurabh KalraNo ratings yet
- PV T-Max 1Document9 pagesPV T-Max 1akkNo ratings yet
- Guia Rapida Rptos S340 LC-V MttoDocument1 pageGuia Rapida Rptos S340 LC-V MttoJunior Huiman nolascoNo ratings yet
- MicEcon - 7Document6 pagesMicEcon - 7Islan MuzaNo ratings yet
- Minimum Loads: Thayer's Formula (From Steel Structures 3rd Ed 2012 by Z.A. Siddiqi, p.261)Document31 pagesMinimum Loads: Thayer's Formula (From Steel Structures 3rd Ed 2012 by Z.A. Siddiqi, p.261)ClydeG.SepadaNo ratings yet
- Wind Load SpecificationDocument2 pagesWind Load SpecificationAndy SetyawanNo ratings yet
- MicEcon - 7-1Document6 pagesMicEcon - 7-1Islan MuzaNo ratings yet
- Preload PSDocument8 pagesPreload PSmustafa ataturkNo ratings yet
- Statički Proračun - Betonska KonstrukcijaDocument7 pagesStatički Proračun - Betonska KonstrukcijakeleviNo ratings yet
- Kordkcle PDF 1708546041Document22 pagesKordkcle PDF 1708546041bielpwkNo ratings yet
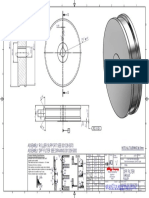
- Assembly DPF Filter See Drawing 001328-5000 Assembly Roller Support See 001328-5070Document1 pageAssembly DPF Filter See Drawing 001328-5000 Assembly Roller Support See 001328-5070D-i PopNo ratings yet
- Helicoil Plus en 0100Document56 pagesHelicoil Plus en 0100vaseaNo ratings yet
- Installation and License Activation GuideDocument142 pagesInstallation and License Activation GuideD-i PopNo ratings yet
- SCULEDocument6 pagesSCULED-i PopNo ratings yet
- Calculator SalariuDocument1 pageCalculator SalariuD-i PopNo ratings yet
- Mechanical Design Engineer1Document1 pageMechanical Design Engineer1D-i PopNo ratings yet
- 07 Crank UpDocument1 page07 Crank UpD-i PopNo ratings yet
- Mechanical Design Engineer1Document1 pageMechanical Design Engineer1D-i PopNo ratings yet
- 3d Milling Copy BrochureDocument28 pages3d Milling Copy BrochureDana IrinaNo ratings yet
- Q&A Manual Guide 16i 18i 21iDocument23 pagesQ&A Manual Guide 16i 18i 21ivrpatel1No ratings yet
- THE FEASIBILITY OF COCONUT HUSK ASH (Cocos Nucifera), SAND, AND WASTE PAPER MATERIALS AS COMPONENTS IN CEMENT-MAKINGDocument6 pagesTHE FEASIBILITY OF COCONUT HUSK ASH (Cocos Nucifera), SAND, AND WASTE PAPER MATERIALS AS COMPONENTS IN CEMENT-MAKINGJoevan Capote100% (1)
- Oilite CatalogueDocument26 pagesOilite CatalogueghanNo ratings yet
- Doors and WindowsDocument4 pagesDoors and WindowsSaddaqat100% (2)
- Bamboo Symphony: Project DescriptionDocument4 pagesBamboo Symphony: Project DescriptionShubham UdoshiNo ratings yet
- High Strength Concrete - Material For High Rise BuldingsDocument11 pagesHigh Strength Concrete - Material For High Rise BuldingsMentorM.DervodeliNo ratings yet
- DIN 16963-05 GeneralDocument9 pagesDIN 16963-05 GeneralFelipe BarrientosNo ratings yet
- Chapter-5 Tank DesignDocument36 pagesChapter-5 Tank Designkassahun kebede100% (1)
- Power Engineering Pakistan +923224852220Document2 pagesPower Engineering Pakistan +923224852220Ethan HarryNo ratings yet
- Specialty Concrete - High End Value MaterialsDocument28 pagesSpecialty Concrete - High End Value Materialskhaled nawazNo ratings yet
- Heb Sections SpecificationDocument4 pagesHeb Sections SpecificationSikandar_30No ratings yet
- BMS+MECHANICAL SPECIFICATIONS (Full Permission)Document283 pagesBMS+MECHANICAL SPECIFICATIONS (Full Permission)Modular Design TeamNo ratings yet
- ASTM E84 Rev 11 1 2017 ED 10 31 2019Document7 pagesASTM E84 Rev 11 1 2017 ED 10 31 2019Phương HoàngNo ratings yet
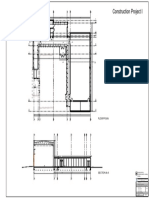
- Construction Project 1 - M Droździecka, N. Serban, Ch. Izunobi, S.MańkowskiDocument1 pageConstruction Project 1 - M Droździecka, N. Serban, Ch. Izunobi, S.MańkowskiSerban Diana NicoleNo ratings yet
- Baa3023-Project MGMT in Construction 21213Document6 pagesBaa3023-Project MGMT in Construction 21213YanaAlihadNo ratings yet
- FIAM PaperDocument62 pagesFIAM Papereyob yohannesNo ratings yet
- Problems Faced in Urban PlanningDocument14 pagesProblems Faced in Urban PlanningAkhila KrishnaNo ratings yet
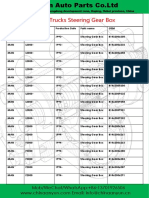
- MAN-Power Steering GearDocument15 pagesMAN-Power Steering Gear李运普No ratings yet
- Roff New Construction Tile Adhesives PDFDocument2 pagesRoff New Construction Tile Adhesives PDFUmeshchandra PatilNo ratings yet
- Tube Tubesheet Joints TypesDocument2 pagesTube Tubesheet Joints TypesMuhammadShabbirNo ratings yet
- E Ds Vandex BB 75Document2 pagesE Ds Vandex BB 75Oscar GuerreroNo ratings yet
- Shooting Range Revised BOQDocument10 pagesShooting Range Revised BOQajay_430No ratings yet
- Checklist For Inspection of Bridges by Bridge Line UnitsDocument3 pagesChecklist For Inspection of Bridges by Bridge Line UnitsSSE Bridge SSBNo ratings yet
- American Connector CompanyDocument15 pagesAmerican Connector CompanyUjjval YadavNo ratings yet
- Determination of Ten Percent Fines Value: As Per BS:812-Part-IIIDocument1 pageDetermination of Ten Percent Fines Value: As Per BS:812-Part-IIImp SinghNo ratings yet
- Dr. Arindam Dey: One-Day Seminar On Foundation EngineeringDocument4 pagesDr. Arindam Dey: One-Day Seminar On Foundation EngineeringBALRAJNo ratings yet
- VIJAYDocument61 pagesVIJAYYOGESH CHAUHANNo ratings yet
- Logistics Management PDFDocument9 pagesLogistics Management PDFaadhithiyan nsNo ratings yet
- Structural Design and Drawing Reinforced ConcreteDocument3 pagesStructural Design and Drawing Reinforced Concretesidhareddy manigandan100% (1)
- Casting and Forging and Technology Assignment: 01: Subject: Gated PatternDocument7 pagesCasting and Forging and Technology Assignment: 01: Subject: Gated PatternTejas AmareshNo ratings yet