You might also like
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (894)
- Cantilever wall design exampleDocument7 pagesCantilever wall design examplerodain najjarNo ratings yet
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Calculation and Specification of Engine Lubricating Oil SystemDocument34 pagesCalculation and Specification of Engine Lubricating Oil SystemM Taufiq Khan100% (1)
- ANSYS Theory Reference For The Mechanical APDL and Mechanical Applications R13 PDFDocument0 pagesANSYS Theory Reference For The Mechanical APDL and Mechanical Applications R13 PDFfrancisco_gil_510% (1)
- Prelim Lesson 1.4 The Three Main Branches of BallisticsDocument6 pagesPrelim Lesson 1.4 The Three Main Branches of BallisticsTIPAY, EMELIE L.100% (1)
- CryptoME BUSINESS PLAN 2022 Techno (Beñegas, Cruz, Ceñidoza, Nariz, Torres)Document10 pagesCryptoME BUSINESS PLAN 2022 Techno (Beñegas, Cruz, Ceñidoza, Nariz, Torres)Ceñidoza Ian AlbertNo ratings yet
- Biochemistry 9th Edition Campbell Test BankDocument30 pagesBiochemistry 9th Edition Campbell Test Bankspawnerminutiaxae7n100% (27)
- 0620 Example Candidate Responses Paper 4Document43 pages0620 Example Candidate Responses Paper 4Hidayah TeacherNo ratings yet
- Table of ContentsDocument4 pagesTable of ContentsCeñidoza Ian AlbertNo ratings yet
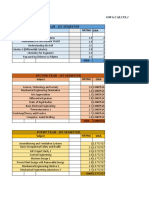
- GWA Calculator for ME StudentsDocument4 pagesGWA Calculator for ME StudentsCeñidoza Ian AlbertNo ratings yet
- INDUSTRIAL PAPER Ceñidoza, Ian Albert S.Document24 pagesINDUSTRIAL PAPER Ceñidoza, Ian Albert S.Ceñidoza Ian AlbertNo ratings yet
- CryptoME BUSINESS PLAN Targets Indian Crypto MarketDocument11 pagesCryptoME BUSINESS PLAN Targets Indian Crypto MarketCeñidoza Ian AlbertNo ratings yet
- INDUSTRIAL PAPER Ceñidoza, Ian Albert S.Document24 pagesINDUSTRIAL PAPER Ceñidoza, Ian Albert S.Ceñidoza Ian AlbertNo ratings yet
- EFFICIENCY (Considered Capacity)Document1 pageEFFICIENCY (Considered Capacity)Ceñidoza Ian AlbertNo ratings yet
- Meel2 Mechanical Engineering Elective 2: Activity No. 03Document5 pagesMeel2 Mechanical Engineering Elective 2: Activity No. 03Ceñidoza Ian AlbertNo ratings yet
- Reaction PaperDocument4 pagesReaction PaperCeñidoza Ian AlbertNo ratings yet
- Actuators Me El 2Document9 pagesActuators Me El 2Ceñidoza Ian AlbertNo ratings yet
- Jurnal Pendidikan FisikaDocument10 pagesJurnal Pendidikan FisikaRia AmbarwatiNo ratings yet
- محاضرة (4) نسيجيةDocument6 pagesمحاضرة (4) نسيجيةمصطفــى أبـراهيـم محمــدNo ratings yet
- An Investigation of Deformation and Failure Mechanisms of Fiber-ReinforcedDocument63 pagesAn Investigation of Deformation and Failure Mechanisms of Fiber-Reinforcedibrahim sugarNo ratings yet
- DENAIR Dry Oil Free PPT (DWW 55-315KW)Document15 pagesDENAIR Dry Oil Free PPT (DWW 55-315KW)GrumetcomNo ratings yet
- Specifications For Fills To Support Building FoundationsDocument5 pagesSpecifications For Fills To Support Building FoundationspnNo ratings yet
- UGS2003 A Floating-Type Braced Excavation in Soft Marine Clay, 2003Document12 pagesUGS2003 A Floating-Type Braced Excavation in Soft Marine Clay, 2003freezefreezeNo ratings yet
- Composition of Soil Terminology & DefinitionsDocument18 pagesComposition of Soil Terminology & Definitionsedouard dudeNo ratings yet
- Som 401Document76 pagesSom 401Venkata DineshNo ratings yet
- Trapezoidal Sheet Design CalculationsDocument5 pagesTrapezoidal Sheet Design CalculationsDragan Madalin CosminNo ratings yet
- Detailed Explanations For TrendsDocument2 pagesDetailed Explanations For TrendsBRITNEY ALEXANDRA VERMINSHUNo ratings yet
- Chapter-Ii Literature Survey 2.1 Review of LiteratureDocument7 pagesChapter-Ii Literature Survey 2.1 Review of LiteratureramNo ratings yet
- Ageing of Zinc Alloys: January 2011Document23 pagesAgeing of Zinc Alloys: January 2011Alicia Jara ChavezNo ratings yet
- Physics ProjectDocument17 pagesPhysics ProjectDhananjay RNo ratings yet
- Physics Experiment Report (V) Basic Physics "Total Internal Reflection"Document9 pagesPhysics Experiment Report (V) Basic Physics "Total Internal Reflection"JeclinNo ratings yet
- Unconsolidated Undrained Test Lab ManualDocument6 pagesUnconsolidated Undrained Test Lab ManualmmNo ratings yet
- Rudder Cavitation Damage SolvedDocument20 pagesRudder Cavitation Damage Solvedyw_oulalaNo ratings yet
- Module 5: Centrifugal PumpsDocument24 pagesModule 5: Centrifugal PumpsJoy CharlesNo ratings yet
- Uniform Circular Motion: PSI AP Physics 1Document6 pagesUniform Circular Motion: PSI AP Physics 1Boldie LutwigNo ratings yet
- Dielectric Properties of M-Type Barium Hexaferrite Prepared by Co-Precipitation (Kajal K) 2006Document8 pagesDielectric Properties of M-Type Barium Hexaferrite Prepared by Co-Precipitation (Kajal K) 2006taufikhidayathiaNo ratings yet
- Vibratory Residual Stress Relieving-A Review: S. N. ShaikhDocument4 pagesVibratory Residual Stress Relieving-A Review: S. N. Shaikhsrinathgudur11No ratings yet
- Engg Mechanics Ques BankDocument68 pagesEngg Mechanics Ques BankUtkalNo ratings yet
- 14 Petrucci10e CSM PDFDocument55 pages14 Petrucci10e CSM PDFnatalieNo ratings yet
- Study of The Validity of The Niyama Criteria Function Applied To The Alloy Alsi7MgDocument5 pagesStudy of The Validity of The Niyama Criteria Function Applied To The Alloy Alsi7Mgferhat aydoganNo ratings yet
- Refsys PDFDocument2 pagesRefsys PDFtae walaNo ratings yet