You might also like
- Common Mistakes in Dimensional Calibration MethodsDocument16 pagesCommon Mistakes in Dimensional Calibration MethodssujudNo ratings yet
- Food Hydrocolloid Edible Films and CoatingsDocument34 pagesFood Hydrocolloid Edible Films and CoatingsLiani FarahanaNo ratings yet
- HydrotherapyDocument7 pagesHydrotherapyGialys MoretaNo ratings yet
- Adding True Bypass To A Vintage Big MuffDocument8 pagesAdding True Bypass To A Vintage Big MuffOliver SuttonNo ratings yet
- Fair Directory 02-2016Document44 pagesFair Directory 02-2016Ravichandran SNo ratings yet
- Hearing Aid InformationDocument22 pagesHearing Aid InformationDeepakRodeyNo ratings yet
- Journal of Polymer Science Part A - Polymer Chemistry Volume 38 Issue 23 2000 (Doi 10.1002/1099-0518 (20001201) 38:23-4206::aid-Pola60-3.0.Co 2-E) Michael J. Monteiro Marie Sjöberg JeDocument12 pagesJournal of Polymer Science Part A - Polymer Chemistry Volume 38 Issue 23 2000 (Doi 10.1002/1099-0518 (20001201) 38:23-4206::aid-Pola60-3.0.Co 2-E) Michael J. Monteiro Marie Sjöberg JeAreerietinqitink Onenkonenk TazqimaninaaNo ratings yet
- Ras Abu Aboud Stadium Daily Report 040 (20190613)Document4 pagesRas Abu Aboud Stadium Daily Report 040 (20190613)tuan50% (2)
- Hero LetterDocument3 pagesHero LetterArunachalam Muthiah0% (1)
- 18 - Phan The - JAFC-2002 50 (2) 266-272Document7 pages18 - Phan The - JAFC-2002 50 (2) 266-272debeaufortNo ratings yet
- Development and Characterization of Edible Chitosanolive Oil Emulsion FilmsDocument8 pagesDevelopment and Characterization of Edible Chitosanolive Oil Emulsion FilmsElkyn BohórquezNo ratings yet
- 1 s2.0 S0268005X04000682 MainDocument12 pages1 s2.0 S0268005X04000682 MainJULLYANE CUNHA MOREIRANo ratings yet
- Journal of Food EngineeringDocument15 pagesJournal of Food EngineeringAline liraNo ratings yet
- Shellhammer1997 PDFDocument5 pagesShellhammer1997 PDFCamila PeñuelaNo ratings yet
- Dickinson, 2009Document10 pagesDickinson, 2009Ana Paula FurtadoNo ratings yet
- Synthesis and Characterization of PVA/Starch/CMC Composite Films Reinforced With Walnut (Juglans Regia L.) Shell FlourDocument12 pagesSynthesis and Characterization of PVA/Starch/CMC Composite Films Reinforced With Walnut (Juglans Regia L.) Shell FlourHàn HànNo ratings yet
- Water Vapour Barrier Beeswax PDFDocument12 pagesWater Vapour Barrier Beeswax PDFElkyn BohórquezNo ratings yet
- 1 s2.0 S016773222201251X MainDocument15 pages1 s2.0 S016773222201251X MainSebastián RodríguezNo ratings yet
- Cellulose Derivatives Such As Methylcellulose, Hydroxypropyl Cellulose, and Carboxymethyl Cellulose (CMC)Document22 pagesCellulose Derivatives Such As Methylcellulose, Hydroxypropyl Cellulose, and Carboxymethyl Cellulose (CMC)Demeke Gezahegn TeseraNo ratings yet
- Hydrocolloids as Emulsifiers and Emulsion StabilizersDocument10 pagesHydrocolloids as Emulsifiers and Emulsion StabilizersMich MbappéeNo ratings yet
- Foods 11 01039 v2Document15 pagesFoods 11 01039 v2Vio GianNo ratings yet
- Stability and properties of cinnamaldehyde emulsionsDocument10 pagesStability and properties of cinnamaldehyde emulsionsJONATHAN ALEJANDRO CORTES BALLENNo ratings yet
- Food Hydrocolloids: Jinju Cheng, Olayemi Eyituoyo Dudu, Xiaodong Li, Tingsheng YanDocument11 pagesFood Hydrocolloids: Jinju Cheng, Olayemi Eyituoyo Dudu, Xiaodong Li, Tingsheng YanChintong LylayNo ratings yet
- Freezing and freeze-drying Pickering emulsions stabilized by starchDocument35 pagesFreezing and freeze-drying Pickering emulsions stabilized by starchKelly Jaimes AcuñaNo ratings yet
- Msce 2022072813061432Document14 pagesMsce 2022072813061432mohd.s.gamdiNo ratings yet
- Derivatives of Linseed Oil and Camelina Oil As Monomers For Emulsion PolymerizationDocument18 pagesDerivatives of Linseed Oil and Camelina Oil As Monomers For Emulsion PolymerizationmitrasatapathyNo ratings yet
- Characterization of A Novel Konjac Glucomannan Film Incorporated WithDocument11 pagesCharacterization of A Novel Konjac Glucomannan Film Incorporated Withfahrullah unhasNo ratings yet
- Investigation of Synergistic Effect of Nanoparticle and Surfactant in Macro Emulsion Based EOR Application in Oil ReservoirsDocument30 pagesInvestigation of Synergistic Effect of Nanoparticle and Surfactant in Macro Emulsion Based EOR Application in Oil ReservoirsAnand aashishNo ratings yet
- LesitinDocument29 pagesLesitinsilviaramadhani232No ratings yet
- Comparing the effectiveness of natural and synthetic emulsifiersDocument8 pagesComparing the effectiveness of natural and synthetic emulsifiersHerda CahyaningrumNo ratings yet
- Controlling The Emulsion Stability of Cosmetics Through Shear Mixing ProcessDocument7 pagesControlling The Emulsion Stability of Cosmetics Through Shear Mixing ProcessPark JiminNo ratings yet
- Akhtar&Dickinson_FoodHydroColl_2007 - Whey - Maltodextrin Conjugate as a Gum Arabic ReplacerDocument10 pagesAkhtar&Dickinson_FoodHydroColl_2007 - Whey - Maltodextrin Conjugate as a Gum Arabic ReplacerliaminemohammediNo ratings yet
- (Alla Nesterenko 2014) Influence of A Mixed Particle-Surfactant Emulsifier System On W-O Emulsion StabilityDocument9 pages(Alla Nesterenko 2014) Influence of A Mixed Particle-Surfactant Emulsifier System On W-O Emulsion StabilityJesus Ivan RomeroNo ratings yet
- Nanocellulose From Cocoa Shell in Pickering EmulsiDocument21 pagesNanocellulose From Cocoa Shell in Pickering EmulsiRahita MelyssaNo ratings yet
- Biodegradable Films Based on Commercial Κ-carrageenanDocument9 pagesBiodegradable Films Based on Commercial Κ-carrageenanMarina CrepaldiNo ratings yet
- Article KoloidDocument9 pagesArticle KoloidMichael HeryantoNo ratings yet
- Beeswax Emulsion - Drying TemperatureDocument5 pagesBeeswax Emulsion - Drying TemperatureHUANG ZIXUANNo ratings yet
- Formulation Optimization of EGCG-Loaded Self-Double Emulsifying Drug Delivery System for Transdermal DeliveryDocument12 pagesFormulation Optimization of EGCG-Loaded Self-Double Emulsifying Drug Delivery System for Transdermal DeliveryMheliendha Cyank Z'muanyaNo ratings yet
- Oil-In-water Pickering Emulsions Via Microfluidization With CelluDocument11 pagesOil-In-water Pickering Emulsions Via Microfluidization With CelluCata CataNo ratings yet
- Milk Proteins For Edible Films and Coatings PDFDocument14 pagesMilk Proteins For Edible Films and Coatings PDFNina Vania PanjaitanNo ratings yet
- Emulsion Stability and Dilatational Viscoelasticity ofDocument8 pagesEmulsion Stability and Dilatational Viscoelasticity ofRaquel FernandesNo ratings yet
- Improvement of Water Barrier Properties of Starch Films by Lipid Nanolamination PDFDocument6 pagesImprovement of Water Barrier Properties of Starch Films by Lipid Nanolamination PDFPaloma Vitória PeixotoNo ratings yet
- Stabilitas Mikroemulsi Vco Dalam Air Pada Variasi HLB Dari Tiga Surfaktan Selama PenyimpananDocument8 pagesStabilitas Mikroemulsi Vco Dalam Air Pada Variasi HLB Dari Tiga Surfaktan Selama PenyimpananNeniRidwanNo ratings yet
- 1 s2.0 S092777570600094X MainDocument22 pages1 s2.0 S092777570600094X MainFirdaus YahyaNo ratings yet
- Food Hydrocolloids: Wei Lu, Baodong Zheng, Song MiaoDocument9 pagesFood Hydrocolloids: Wei Lu, Baodong Zheng, Song MiaoIoana PeptănaruNo ratings yet
- Water Vapor Permeability Properties of Edible Whey Protein-Lipid Emulsion FilmsDocument6 pagesWater Vapor Permeability Properties of Edible Whey Protein-Lipid Emulsion FilmsUidhia Putri RaharjoNo ratings yet
- Molecules 25 03202Document24 pagesMolecules 25 03202Juan Mauricio Sierra SierraNo ratings yet
- Chiba 2014Document9 pagesChiba 2014Hasanur RahamanNo ratings yet
- Mittal Et Al 2020 Synthesis of Polyvinyl Alcohol Modified Starch Based Biodegradable Nanocomposite Films ReinforcedDocument12 pagesMittal Et Al 2020 Synthesis of Polyvinyl Alcohol Modified Starch Based Biodegradable Nanocomposite Films ReinforcedFauzan Ramadhan PratamaNo ratings yet
- Effects of Kappa-Carrageenan On The Physico-Chemical Properties of Thermoplastic StarchDocument8 pagesEffects of Kappa-Carrageenan On The Physico-Chemical Properties of Thermoplastic StarchMaria PanganibanNo ratings yet
- Oil-In-Water Nanoemulsions For Pesticide FormulationsDocument6 pagesOil-In-Water Nanoemulsions For Pesticide FormulationsiswanadaNo ratings yet
- TMP BF52Document9 pagesTMP BF52FrontiersNo ratings yet
- 1 s2.0 S030881462202043X MainDocument9 pages1 s2.0 S030881462202043X MainRicardo David Andrade PizarroNo ratings yet
- 1 s2.0 S0927776521000485 MainDocument10 pages1 s2.0 S0927776521000485 MainPreyansh SrivastavaNo ratings yet
- Composite Structure Formation in Whey Protein Stabilized O in W Emulsions. I. Influence of The Dispersed Phase On Viscoelastic PropertiesDocument14 pagesComposite Structure Formation in Whey Protein Stabilized O in W Emulsions. I. Influence of The Dispersed Phase On Viscoelastic PropertiescunmaikhanhNo ratings yet
- Carvalho - 2014 - Mic Aceite de CaféDocument10 pagesCarvalho - 2014 - Mic Aceite de CaféMich MbappéeNo ratings yet
- 1 s2.0 S0268005X12000835 Main PDFDocument9 pages1 s2.0 S0268005X12000835 Main PDFIoana PeptănaruNo ratings yet
- Mechanical Properties, Hydrophicity and Aw of Starch-Gum FilmsDocument9 pagesMechanical Properties, Hydrophicity and Aw of Starch-Gum FilmsCarolina AyalaNo ratings yet
- Journal of Molecular LiquidsDocument6 pagesJournal of Molecular LiquidsListian Fiqri PratamaNo ratings yet
- Effect of Solvent, InhibitorDocument12 pagesEffect of Solvent, InhibitorNisreen MohamedNo ratings yet
- Evaluation of Nanoparticle-Stabilized Emulsion Flooding: Glass-Micromodel Experimental StudyDocument10 pagesEvaluation of Nanoparticle-Stabilized Emulsion Flooding: Glass-Micromodel Experimental StudyTASHVINDER RAONo ratings yet
- Bai 2017Document36 pagesBai 2017Divya TripathyNo ratings yet
- Preparation and Properties Evaluation of Chitosan-Coated Cassava Starch FilmsDocument19 pagesPreparation and Properties Evaluation of Chitosan-Coated Cassava Starch FilmsAthiyah IskandarNo ratings yet
- Preparation and Properties Evaluation of Chitosan-Coated Cassava Starch FilmsDocument11 pagesPreparation and Properties Evaluation of Chitosan-Coated Cassava Starch FilmsOana StoianNo ratings yet
- Foaming in Micellar Solutions: E Ffects of Surfactant, Salt, and Oil ConcentrationsDocument11 pagesFoaming in Micellar Solutions: E Ffects of Surfactant, Salt, and Oil Concentrationsjulio adrian tzoni patlaniNo ratings yet
- Son Enteric Film-CoatingDocument2 pagesSon Enteric Film-CoatingLina Tadeo FabiánNo ratings yet
- Emulsion-based Systems for Delivery of Food Active Compounds: Formation, Application, Health and SafetyFrom EverandEmulsion-based Systems for Delivery of Food Active Compounds: Formation, Application, Health and SafetyShahin RoohinejadNo ratings yet
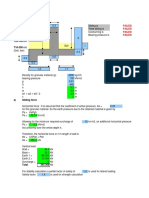
- Sliding, Overturning, Bearing Pressure and Bending Reinforcement Calculations for Retaining WallDocument4 pagesSliding, Overturning, Bearing Pressure and Bending Reinforcement Calculations for Retaining WallAbdul Aziz Julkarnain ZulkifliNo ratings yet
- Pneumatic Pruning Equipment American Arborist Supplies, Tree Care, Climbing EquipmentDocument1 pagePneumatic Pruning Equipment American Arborist Supplies, Tree Care, Climbing EquipmentSalman JoNo ratings yet
- EniSpA - The Corporate Strategy of An International Energy Major PDFDocument24 pagesEniSpA - The Corporate Strategy of An International Energy Major PDFAnonymous 9ZMbuR75% (4)
- HEAT EFFECTS (Cha 4) : Outline of Chapter OneDocument65 pagesHEAT EFFECTS (Cha 4) : Outline of Chapter OneAdam MekonnenNo ratings yet
- Learn More: National Weather ServiceDocument2 pagesLearn More: National Weather Servicedamien boyerNo ratings yet
- Differences in Left Ventricular and Left Atrial FuDocument10 pagesDifferences in Left Ventricular and Left Atrial FueugeniaNo ratings yet
- 4jj1tybw01 Spec Sheet PDFDocument10 pages4jj1tybw01 Spec Sheet PDFcpaolinodNo ratings yet
- Sampling and Field Testing at Wastewater Treatment FacilitiesDocument11 pagesSampling and Field Testing at Wastewater Treatment FacilitiesSundarapandiyan SundaramoorthyNo ratings yet
- Mass DisasterDocument70 pagesMass DisasterJoseph RadovanNo ratings yet
- Midwifery All Year ProgramDocument3 pagesMidwifery All Year Programfiraol mokonnenNo ratings yet
- Script For TSB GRDDocument9 pagesScript For TSB GRDJuvel OrquinazaNo ratings yet
- History of FlightDocument10 pagesHistory of FlightHanin AlanaziNo ratings yet
- yudaturana,+Manajer+Jurnal,+dr +nelson+rev+2+ (162-172)Document12 pagesyudaturana,+Manajer+Jurnal,+dr +nelson+rev+2+ (162-172)Fath TiaraNo ratings yet
- Detecting Oil Spills from Remote SensorsDocument7 pagesDetecting Oil Spills from Remote SensorsFikri Adji Wiranto100% (1)
- Course Progression Map For 2021 Commencing Students: E3001 Bachelor of Engineering (Honours) Common First YearDocument21 pagesCourse Progression Map For 2021 Commencing Students: E3001 Bachelor of Engineering (Honours) Common First YearNguyễn An KhoaNo ratings yet
- Kyle 106 - 119 - 131 - 141Document1 pageKyle 106 - 119 - 131 - 141Gerson SouzaNo ratings yet
- Circuit Diagram:: Experiment No: 3 Title: Characteristics of Filament Lamp ObjectivesDocument2 pagesCircuit Diagram:: Experiment No: 3 Title: Characteristics of Filament Lamp ObjectivesAsrar Hussain BhatNo ratings yet
- Well Rounded.: 360 CassetteDocument12 pagesWell Rounded.: 360 CassetteMonty Va Al MarNo ratings yet
- Fs 1100 Flame Simulator Data Sheet en Us 584524Document4 pagesFs 1100 Flame Simulator Data Sheet en Us 584524Rildon Valqui CiezaNo ratings yet
- Jigoku Shoujo Eikyuu No SonzaiDocument166 pagesJigoku Shoujo Eikyuu No Sonzaiapi-224188021No ratings yet
- Recycle ProgramDocument2 pagesRecycle ProgramKaps BlazeNo ratings yet
- Girbau STI-54 STI-77 Parts ManualDocument74 pagesGirbau STI-54 STI-77 Parts Manualrpm14sheratonbsasNo ratings yet
- Pip Venix LRDocument2 pagesPip Venix LRThanh VoNo ratings yet