You might also like
- North American Standard For Cold-Formed Steel Framing - GeneralDocument49 pagesNorth American Standard For Cold-Formed Steel Framing - GeneralNishan GajurelNo ratings yet
- A941-13b Standard Terminology Relating To Steel, Stainless Steel, Related Alloys, and FerroalloysDocument8 pagesA941-13b Standard Terminology Relating To Steel, Stainless Steel, Related Alloys, and FerroalloysChuthaNo ratings yet
- ASTM-A449: Licensed by Information Handling Services Licensed by Information Handling ServicesDocument7 pagesASTM-A449: Licensed by Information Handling Services Licensed by Information Handling ServicesRoland CepedaNo ratings yet
- Astm A47 - A47m 99 PDFDocument5 pagesAstm A47 - A47m 99 PDFJavier Ricardo Romero BohorquezNo ratings yet
- Astm F837M-16Document8 pagesAstm F837M-16arcadioscoNo ratings yet
- Astm 555 555M - 2016Document6 pagesAstm 555 555M - 2016Nguyễn Văn Thuận PhátNo ratings yet
- Air Preheater in Thermal Power Plant Problem N SolDocument25 pagesAir Preheater in Thermal Power Plant Problem N SolAshwani Dogra100% (2)
- Astm A500 A500m-21Document6 pagesAstm A500 A500m-21alvin duey100% (1)
- Steel, Sheet, Hot Rolled, Carbon, Commercial, Structural, and High-Strength Low-Alloy, Produced by Twin-Roll Casting ProcessDocument9 pagesSteel, Sheet, Hot Rolled, Carbon, Commercial, Structural, and High-Strength Low-Alloy, Produced by Twin-Roll Casting ProcessDarwin DarmawanNo ratings yet
- A407-07 (2013) Standard Specification For Steel Wire, Cold-Drawn, For Coiled-Type SpringsDocument3 pagesA407-07 (2013) Standard Specification For Steel Wire, Cold-Drawn, For Coiled-Type Springstjt4779No ratings yet
- Hot-Rolled Carbon, Low-Alloy, High-Strength Low-Alloy, and Alloy Steel Floor PlatesDocument11 pagesHot-Rolled Carbon, Low-Alloy, High-Strength Low-Alloy, and Alloy Steel Floor PlatesNilton Santillan OrtegaNo ratings yet
- Steel, Strip, Carbon and High-Strength, Low-Alloy, Hot-Rolled, General Requirements ForDocument9 pagesSteel, Strip, Carbon and High-Strength, Low-Alloy, Hot-Rolled, General Requirements FormuhammadNo ratings yet
- Higher-Strength Martensitic Stainless Steel Plate, Sheet, and StripDocument3 pagesHigher-Strength Martensitic Stainless Steel Plate, Sheet, and StripshamrajjNo ratings yet
- Astm f1554Document9 pagesAstm f1554Namtaru Ba'alNo ratings yet
- Stainless Steel Wire Strand: Standard Specification ForDocument3 pagesStainless Steel Wire Strand: Standard Specification Forist93993No ratings yet
- ASTMDocument14 pagesASTMAnonymous cG96JOJtlNo ratings yet
- QQ P 35CDocument11 pagesQQ P 35Cgeverett2765No ratings yet
- A994Document8 pagesA994saleemut3No ratings yet
- A805A805M-09 Standard Specification For Steel, Flat Wire, Carbon, Cold-RolledDocument12 pagesA805A805M-09 Standard Specification For Steel, Flat Wire, Carbon, Cold-Rolledtjt4779No ratings yet
- F 31 - 94 R99 - RJMXDocument5 pagesF 31 - 94 R99 - RJMXAnilNo ratings yet
- Astm A 572 A 572m 15pdfDocument4 pagesAstm A 572 A 572m 15pdfKartik DoblekarNo ratings yet
- Styrene Butadiene Styrene (SBS) Modified Bituminous Sheet Materials Using Glass Fiber ReinforcementsDocument3 pagesStyrene Butadiene Styrene (SBS) Modified Bituminous Sheet Materials Using Glass Fiber ReinforcementsLuigi HernándezNo ratings yet
- Steel Bars, Carbon, Hot-Wrought, Special Quality: Standard Specification ForDocument6 pagesSteel Bars, Carbon, Hot-Wrought, Special Quality: Standard Specification ForAnıl ZiylanNo ratings yet
- Astm A568 A568m 09Document10 pagesAstm A568 A568m 09Shailendra SharmaNo ratings yet
- A 941 - 04 QTK0MQDocument7 pagesA 941 - 04 QTK0MQTrầnHữuHòaNo ratings yet
- A276 Stainless SteelDocument7 pagesA276 Stainless SteelAbdul GhafoorNo ratings yet
- Evaluating Coatings For High Temperature Service: Standard Test Methods ForDocument3 pagesEvaluating Coatings For High Temperature Service: Standard Test Methods ForFernando Berrospi Garay100% (1)
- Astm A283Document2 pagesAstm A283Kevin ChurchillNo ratings yet
- Sampling Procedure For Impact Testing of Structural SteelDocument5 pagesSampling Procedure For Impact Testing of Structural Steeljoy gultomNo ratings yet
- Standard Specification For Deformed and Plain Low-Alloy Steel Bars For Concrete ReinforcementDocument7 pagesStandard Specification For Deformed and Plain Low-Alloy Steel Bars For Concrete ReinforcementJose Fernando Huayhua ApfataNo ratings yet
- Astm A762 PDFDocument10 pagesAstm A762 PDFCristian OtivoNo ratings yet
- ASTM A 866 at A 866M - Standard Spec. For Steel Strand, Intended, Seven-Wire Stress-Relieved For Prestressed ConcreteDocument5 pagesASTM A 866 at A 866M - Standard Spec. For Steel Strand, Intended, Seven-Wire Stress-Relieved For Prestressed ConcreteNorlizawati YusofNo ratings yet
- A 1018 - A 1018M - 16aDocument8 pagesA 1018 - A 1018M - 16aJose Anisio Silva0% (1)
- Astm A381 1996 PDFDocument7 pagesAstm A381 1996 PDFMauricio Rincón OrtizNo ratings yet
- Astm A27 (2010) PDFDocument4 pagesAstm A27 (2010) PDFStuar TencioNo ratings yet
- Astm A1008 12aDocument9 pagesAstm A1008 12aAleks SenaNo ratings yet
- Astm A314 PDFDocument3 pagesAstm A314 PDFMatyash MatyashNo ratings yet
- Astm F3125 F3125M 18Document6 pagesAstm F3125 F3125M 18Amine ait talebNo ratings yet
- Catalogue Indium CorporationDocument5 pagesCatalogue Indium CorporationPhilippe GuillemetNo ratings yet
- Automotive Gray Iron Castings: Standard Specification ForDocument5 pagesAutomotive Gray Iron Castings: Standard Specification ForJosé Ramón GutierrezNo ratings yet
- ASTM B666 WWW - QCEXPERT.irDocument7 pagesASTM B666 WWW - QCEXPERT.ireka putriNo ratings yet
- Astm C955-09Document4 pagesAstm C955-09rodrigoNo ratings yet
- Astm A1064Document10 pagesAstm A1064mikollimNo ratings yet
- Copper Alloy Continuous Castings: Standard Specification ForDocument9 pagesCopper Alloy Continuous Castings: Standard Specification ForRed RedNo ratings yet
- High-Strength Low-Alloy Steel Shapes of Structural Quality, Produced by Quenching and Self-Tempering Process (QST)Document4 pagesHigh-Strength Low-Alloy Steel Shapes of Structural Quality, Produced by Quenching and Self-Tempering Process (QST)indityoNo ratings yet
- Astm-A270 PipeDocument6 pagesAstm-A270 PipeMiguel David Celis QuinteroNo ratings yet
- A1018Document5 pagesA1018Aleksei AvilaNo ratings yet
- Astm F 436-04Document6 pagesAstm F 436-04JORGE ARTURO TORIBIO HUERTANo ratings yet
- A493 00 PDFDocument3 pagesA493 00 PDFJohano AraújoNo ratings yet
- SB 271Document4 pagesSB 271AnilNo ratings yet
- Astm A29Document16 pagesAstm A29Nacer KisyNo ratings yet
- Asme B18.2.6 2003Document11 pagesAsme B18.2.6 2003Jesse ChenNo ratings yet
- Astm B633-23 - Redline Astm B633-23Document7 pagesAstm B633-23 - Redline Astm B633-23somashekar1510No ratings yet
- ASME B18 8 100M 2000 Spring PinsDocument57 pagesASME B18 8 100M 2000 Spring Pinshcsharma1967No ratings yet
- Astm B117Document8 pagesAstm B117Alejandro GarzaNo ratings yet
- Schedule 40 Pipe, Galvanized: ASTM F1043 Group I-A, Federal Specification RR-F-191 Type 1, Grade A, AASHTO M-181 Grade 1Document2 pagesSchedule 40 Pipe, Galvanized: ASTM F1043 Group I-A, Federal Specification RR-F-191 Type 1, Grade A, AASHTO M-181 Grade 1Caolboy ButchNo ratings yet
- Sae J493 1961 (En)Document4 pagesSae J493 1961 (En)Oh No PotatoNo ratings yet
- Stainless Steel Socket Button and Flat Countersunk Head Cap ScrewsDocument7 pagesStainless Steel Socket Button and Flat Countersunk Head Cap ScrewsDanZel DanNo ratings yet
- ASTM-A227 Spring SteelDocument4 pagesASTM-A227 Spring SteelLalo CastañedaNo ratings yet
- Steel Wire, Cold-Drawn For Mechanical SpringsDocument4 pagesSteel Wire, Cold-Drawn For Mechanical SpringsARAVIND PATILNo ratings yet
- Astm A227Document4 pagesAstm A227Luis Eduardo PlazasNo ratings yet
- B99Document3 pagesB99Aadhya engineering ServicesNo ratings yet
- 020 L & T Hazira LTD. 25.11.2022 PI PDFDocument1 page020 L & T Hazira LTD. 25.11.2022 PI PDFAadhya engineering ServicesNo ratings yet
- Adobe Scan Jan 09, 2023 PDFDocument6 pagesAdobe Scan Jan 09, 2023 PDFAadhya engineering ServicesNo ratings yet
- Adobe Scan Jan 02, 2023 PDFDocument4 pagesAdobe Scan Jan 02, 2023 PDFAadhya engineering ServicesNo ratings yet
- X17Crni 16-2: C: 0,19 - 0,22 CR: 15,5 - 17,0 Ni: 1,5 - 2,5Document2 pagesX17Crni 16-2: C: 0,19 - 0,22 CR: 15,5 - 17,0 Ni: 1,5 - 2,5Aadhya engineering ServicesNo ratings yet
- 179 Albatroze THKDocument1 page179 Albatroze THKAadhya engineering ServicesNo ratings yet
- Astm D618 - 13Document4 pagesAstm D618 - 13Aadhya engineering ServicesNo ratings yet
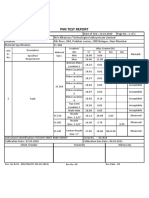
- Pmi Test Report: Test Report No: AES/PMI/179 M/s Albatraoz Technologies India Private LimitedDocument1 pagePmi Test Report: Test Report No: AES/PMI/179 M/s Albatraoz Technologies India Private LimitedAadhya engineering ServicesNo ratings yet
- 579 CDocument1 page579 CAadhya engineering ServicesNo ratings yet
- Weldingdefects 140115043021 Phpapp02Document19 pagesWeldingdefects 140115043021 Phpapp02Mohammed Mushraf UddinNo ratings yet
- Machine Chest (Pulp and Paper Plant Design)Document4 pagesMachine Chest (Pulp and Paper Plant Design)Mark Vicson100% (1)
- Linearfl Graph Rays Principle WorkingDocument3 pagesLinearfl Graph Rays Principle Workingmurugan_kribhcoNo ratings yet
- Per I CyclicDocument44 pagesPer I CyclicPrasad YarraNo ratings yet
- Seminer Casting DefectDocument144 pagesSeminer Casting Defectgunz100% (1)
- Powerpoint 5Document9 pagesPowerpoint 5alvaressaschaNo ratings yet
- FOOD Ingredients NUMBERS Numbers) - World of Islam - Halal & Haram FoodDocument11 pagesFOOD Ingredients NUMBERS Numbers) - World of Islam - Halal & Haram FoodAditya Rahman YaniNo ratings yet
- Part 3 - Module 2 - Solutions, Volumetric Analysis and WaterDocument14 pagesPart 3 - Module 2 - Solutions, Volumetric Analysis and WaterParthive Bala SanthoshNo ratings yet
- Lesson 10 12 Fluid MechanicsDocument55 pagesLesson 10 12 Fluid MechanicsRhod Manalo SupresenciaNo ratings yet
- Paint Quantity Estimation: Application LossDocument4 pagesPaint Quantity Estimation: Application LossChethanNo ratings yet
- Standards R M Salem - UserguideDocument49 pagesStandards R M Salem - Userguidearunas1081No ratings yet
- A Validated RPHPLC Method For Simultaneous Estimation of Bronopol in Lactulose Solution UspDocument9 pagesA Validated RPHPLC Method For Simultaneous Estimation of Bronopol in Lactulose Solution Uspsunaina agarwalNo ratings yet
- Alibond 292 - 231012 - 122415Document2 pagesAlibond 292 - 231012 - 122415Vinit ShrivastavaNo ratings yet
- Boiler AnalysisDocument16 pagesBoiler AnalysisBrian omondiNo ratings yet
- 2016-CH-434 Pseudo ComponentsDocument9 pages2016-CH-434 Pseudo Componentsarslan MaqboolNo ratings yet
- Technical Data TB2448 Ver March 9, 2012Document13 pagesTechnical Data TB2448 Ver March 9, 2012anhthoNo ratings yet
- 06 Openhole IsolationDocument24 pages06 Openhole IsolationArash PourshoushtarNo ratings yet
- Batool2019 Article ANanocompositePreparedFromMagn PDFDocument10 pagesBatool2019 Article ANanocompositePreparedFromMagn PDFmazharNo ratings yet
- Revision STPM Term 1Document15 pagesRevision STPM Term 1Wong WengSiongNo ratings yet
- Behavior of Excess PropertiesDocument17 pagesBehavior of Excess PropertiesLaxmi PrasannaNo ratings yet
- Curriculum Vita of Md. Al-Amin: Mailing AddressDocument2 pagesCurriculum Vita of Md. Al-Amin: Mailing AddressMd. Al-AminNo ratings yet
- O RingsDocument10 pagesO RingsFernando Padilla100% (1)
- Introduction To Composite MaterialsDocument74 pagesIntroduction To Composite Materialsswordprinces100% (1)
- Msds Lighters ClipperDocument4 pagesMsds Lighters Clipperfahad amjadNo ratings yet
- Bioethanol Production From Agricultural Residues As Lignocellulosic BiomassDocument13 pagesBioethanol Production From Agricultural Residues As Lignocellulosic BiomassLeta DerejeNo ratings yet
- 245 Flux-Cored Wire Data Sheet PDFDocument2 pages245 Flux-Cored Wire Data Sheet PDFtoms4No ratings yet
- Soil Organic Matter PDFDocument13 pagesSoil Organic Matter PDFBishwaksen BaidyaNo ratings yet
- Nutrient Contents in A Cerrado Oxisol Fertilised With Swine Liquid Manure Under An Environmental Conservation PerspectiveDocument11 pagesNutrient Contents in A Cerrado Oxisol Fertilised With Swine Liquid Manure Under An Environmental Conservation PerspectiveClaudia CardosoNo ratings yet
- A. Matter and Energy: Physics by Farid AhmedDocument3 pagesA. Matter and Energy: Physics by Farid AhmedFarid AhmedNo ratings yet