You might also like
- Beer Haze 1999Document11 pagesBeer Haze 1999Pablo Perez DonosoNo ratings yet
- Report From The Examiners: The Institute of Brewing & DistillingDocument36 pagesReport From The Examiners: The Institute of Brewing & DistillingWilliamNo ratings yet
- 125th Anniversary Review: The Non-Biological Instability of BeerDocument10 pages125th Anniversary Review: The Non-Biological Instability of BeerkleitoneduardoNo ratings yet
- Qualifications Report for Master Brewer, Diploma and General CertificateDocument54 pagesQualifications Report for Master Brewer, Diploma and General CertificateRiyanNo ratings yet
- IBD Report Highlights Increase in Exam Candidates and Pass RatesDocument32 pagesIBD Report Highlights Increase in Exam Candidates and Pass RatesWilliamNo ratings yet
- Recipes for Brewing Different Types of Beers and AlesFrom EverandRecipes for Brewing Different Types of Beers and AlesNo ratings yet
- Robo Brew 35 L InstructionsDocument5 pagesRobo Brew 35 L Instructionssteve_milenNo ratings yet
- Use of Sulphur Dioxide in Food PreservationsDocument1 pageUse of Sulphur Dioxide in Food PreservationsJoel YeongNo ratings yet
- Nigeria Breweries Exam Papers Missing in TransitDocument28 pagesNigeria Breweries Exam Papers Missing in TransitAdam May100% (1)
- An overview of the formation and roles of acetaldehyde in winemakingDocument13 pagesAn overview of the formation and roles of acetaldehyde in winemakingLyn LynettelynNo ratings yet
- Brewing Authentic Bavarian Helles Beer with an Inert ProcessDocument16 pagesBrewing Authentic Bavarian Helles Beer with an Inert ProcessBenson Matthew IshakNo ratings yet
- Pellet Mills Compound Feed IndustryDocument9 pagesPellet Mills Compound Feed Industryraed abujoudehNo ratings yet
- Kveik Ale Yeast: Microbiological PropertiesDocument2 pagesKveik Ale Yeast: Microbiological PropertiesNeneNo ratings yet
- Beer and Hop Chemistry: Key Compounds that Impact FlavorDocument40 pagesBeer and Hop Chemistry: Key Compounds that Impact FlavordulongNo ratings yet
- First Wort Hopping SummaryDocument5 pagesFirst Wort Hopping SummaryRodrigo Jacy Monteiro MartinsNo ratings yet
- Diploma in Brewing Syllabus 2013Document34 pagesDiploma in Brewing Syllabus 2013Gashaye Lakew100% (1)
- Unisil Euro BrochureDocument48 pagesUnisil Euro BrochureJuri LoktionovNo ratings yet
- Metrohm - E5 (Rancimat) PDFDocument4 pagesMetrohm - E5 (Rancimat) PDFخالد الرزيقNo ratings yet
- BAMFORTH, PH in BrewingDocument9 pagesBAMFORTH, PH in BrewingVohinh NgoNo ratings yet
- Beer Judge Certification Program: Guide To Beer StylesDocument30 pagesBeer Judge Certification Program: Guide To Beer StylesazbrewerNo ratings yet
- JamilsRecipeIndexExcel2007. 8Document16 pagesJamilsRecipeIndexExcel2007. 8Culturalmodovar Cultura CucaNo ratings yet
- Cask CleaningDocument4 pagesCask Cleaningde_klusNo ratings yet
- Water: A Comprehensive Guide For Brewers (Brewing Elements) - John PalmerDocument4 pagesWater: A Comprehensive Guide For Brewers (Brewing Elements) - John Palmerjixudaba0% (1)
- Chem 30BL Lecture 8a EsterificationDocument21 pagesChem 30BL Lecture 8a EsterificationKelly Llorin0% (1)
- Cocktail Chemistry: The Chemistry of A Mojito: O OH O OH O HODocument1 pageCocktail Chemistry: The Chemistry of A Mojito: O OH O OH O HOVicManT.MolinaNo ratings yet
- Gastronomy 2Document34 pagesGastronomy 2arlyn colon mariaNo ratings yet
- Papadopoulos1991 PDFDocument3 pagesPapadopoulos1991 PDFMarta MichiNo ratings yet
- Alcohols - ROHDocument11 pagesAlcohols - ROHappleNo ratings yet
- Basic LubricantDocument15 pagesBasic LubricantYanuar ArbasyahNo ratings yet
- Lieferprogramm Phosphate EstersDocument12 pagesLieferprogramm Phosphate Estersjangri1098100% (1)
- Organic Assignment Abeer 01Document18 pagesOrganic Assignment Abeer 01Abeer BasharatNo ratings yet
- Humic Fulvic Acids.Document39 pagesHumic Fulvic Acids.sreschintuNo ratings yet
- Structures - Aroma - RobDocument24 pagesStructures - Aroma - Robchegu BusinessNo ratings yet
- AlcoholsDocument14 pagesAlcoholsrewaayaqub2013No ratings yet
- Derivatives of Dehydroabietic Acid As Polymer AdditivesDocument24 pagesDerivatives of Dehydroabietic Acid As Polymer AdditivesHimanshu PanchalNo ratings yet
- Amino Acids and Proteins AnalysisDocument28 pagesAmino Acids and Proteins AnalysisSafira RANo ratings yet
- LupuloDocument31 pagesLupuloMitzy TorresNo ratings yet
- Wine Texture: Mouthfeel, Body, and BalanceDocument24 pagesWine Texture: Mouthfeel, Body, and BalanceMiho CraftsNo ratings yet
- Amino Acids & Proteins Chemistry-2017Document212 pagesAmino Acids & Proteins Chemistry-2017ShadowStormNo ratings yet
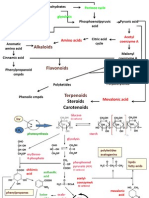
- 030 Intro To Secondary Metabolism and BiosynthesisDocument64 pages030 Intro To Secondary Metabolism and BiosynthesisRadi TyoNo ratings yet
- Hydrocarbon DrivativesDocument39 pagesHydrocarbon Drivativesactive learning educationNo ratings yet
- Alkaloid: Oemeria Shitta Subadra, M.Farm., AptDocument19 pagesAlkaloid: Oemeria Shitta Subadra, M.Farm., AptInddah NiiNo ratings yet
- Amino Acids and Proteins: Structure and Functions/TITLEDocument101 pagesAmino Acids and Proteins: Structure and Functions/TITLECawen TaponNo ratings yet
- Recovery of Organic Acids From Fermentation BrothsDocument20 pagesRecovery of Organic Acids From Fermentation BrothsLCteyNo ratings yet
- Unit 2 Acids Esters FatsDocument16 pagesUnit 2 Acids Esters FatsBekele GonfaNo ratings yet
- Separation of Salicylic Acid Impurities With DiffeDocument4 pagesSeparation of Salicylic Acid Impurities With Diffemic92833292No ratings yet
- DegummimgDocument40 pagesDegummimgPRASAD SANAPNo ratings yet
- Introduction To Secondary Metabolism and The Biosynthesis of Natural ProductsDocument64 pagesIntroduction To Secondary Metabolism and The Biosynthesis of Natural ProductsRobby ZidnyNo ratings yet
- Oil chemistryDocument11 pagesOil chemistryAissa MeskineNo ratings yet
- 5 Asam Amino PDFDocument76 pages5 Asam Amino PDFputri zelNo ratings yet
- Biosynthetic Pathways 2011Document3 pagesBiosynthetic Pathways 2011rashidiomarNo ratings yet
- AWRI ResearchDocument16 pagesAWRI ResearchChris MidtunNo ratings yet
- OCR A Chemistry Module 2 Unit 2 Revision NotesDocument8 pagesOCR A Chemistry Module 2 Unit 2 Revision Notescxmsq6rry2No ratings yet
- Organic Compound Classification Test GuideDocument23 pagesOrganic Compound Classification Test GuideJD MojaresNo ratings yet
- Acid Theory Changes Over TimeDocument9 pagesAcid Theory Changes Over TimeAlan SongNo ratings yet
- Surfactants MarketDocument72 pagesSurfactants MarketGaurav Meshram100% (1)
- Epoxidation of Some Vegetable Oils and Their Hydrolysed Products With Peroxyformic Acid - Optimised To Industrial ScaleDocument12 pagesEpoxidation of Some Vegetable Oils and Their Hydrolysed Products With Peroxyformic Acid - Optimised To Industrial ScaleCinthia Sierra LgarsNo ratings yet
- Cremophor GradesDocument16 pagesCremophor Gradesايه مكىNo ratings yet
- Analysis of Functional Groups in Organic CompoundsDocument14 pagesAnalysis of Functional Groups in Organic CompoundsANSH JAINNo ratings yet
- HVAC Systems GuideDocument32 pagesHVAC Systems GuideMary Mae MinaNo ratings yet
- Air-Cooled vs. Water-Cooled ChillersDocument11 pagesAir-Cooled vs. Water-Cooled Chillersmnt6176100% (2)
- T6 - Temperature & HeatDocument5 pagesT6 - Temperature & Heatdayang ishamNo ratings yet
- CHME 311 Homework #1Document4 pagesCHME 311 Homework #1عمر الأطفيحيNo ratings yet
- R410a Ceiling ConcealedDocument106 pagesR410a Ceiling ConcealedDonatienNo ratings yet
- Ansys Fluid Dynamics Verification ManualDocument226 pagesAnsys Fluid Dynamics Verification ManualVinay Kusumanchi100% (2)
- Shell and Tube Heat Exchanger ExperimentDocument38 pagesShell and Tube Heat Exchanger ExperimentJimNo ratings yet
- Natural ConvectionDocument2 pagesNatural ConvectiononyxNo ratings yet
- Air System Sizing Summary For FF-AHU-03 With Heat/humidifierDocument1 pageAir System Sizing Summary For FF-AHU-03 With Heat/humidifiermechmohsin4745No ratings yet
- Experiment About Air-Conditioning UnitDocument32 pagesExperiment About Air-Conditioning UnitVerlon Vincent100% (1)
- Vernacular Design Promotes Thermal ComfortDocument21 pagesVernacular Design Promotes Thermal ComfortElid A. ShaqiriNo ratings yet
- Light Commercial 2020 V1Document28 pagesLight Commercial 2020 V1yashsodhiNo ratings yet
- Kinetic Theory of Gases ExplainedDocument69 pagesKinetic Theory of Gases ExplainedEDENINo ratings yet
- Food RefrigerationDocument60 pagesFood RefrigerationMarko ŠestanNo ratings yet
- DRRR12 - Q2 - Mod4 - Fire Hazards - V4Document21 pagesDRRR12 - Q2 - Mod4 - Fire Hazards - V4Hpesoj Semlap83% (6)
- Effect of Baffles Geometry On Heat Transfer Enhancement Inside Corrugated DuctDocument12 pagesEffect of Baffles Geometry On Heat Transfer Enhancement Inside Corrugated Ductmustafa11dahamNo ratings yet
- Research and Development at The BENSON Test RigDocument20 pagesResearch and Development at The BENSON Test RigsbktceNo ratings yet
- Geothermal Energy in Indonesia - INAGA SCDocument8 pagesGeothermal Energy in Indonesia - INAGA SCImmanuel Lumban GaolNo ratings yet
- Cooling Tower Makeup Water EstimationDocument3 pagesCooling Tower Makeup Water EstimationMuhammad NaeemNo ratings yet
- Thermal Efficiency ReportDocument3 pagesThermal Efficiency ReportJr BolloNo ratings yet
- Ns QP PDFDocument68 pagesNs QP PDFRajesh SallaNo ratings yet
- Improvement of Thermal Resistivity of Desert Sand For Use in HighDocument8 pagesImprovement of Thermal Resistivity of Desert Sand For Use in HighVíctor CasadoNo ratings yet
- HEATTRANSFERDocument36 pagesHEATTRANSFERAkhil SriramNo ratings yet
- Q Inter Cooler DrawingsDocument5 pagesQ Inter Cooler DrawingsHri VitalionNo ratings yet
- Psychrometric Process & Load Calculation: by Ashish S. RautDocument32 pagesPsychrometric Process & Load Calculation: by Ashish S. RautRutanshu LawhaleNo ratings yet
- Solved Problems Heat TransferDocument12 pagesSolved Problems Heat TransferFaisal SadaatNo ratings yet
- Air-Conditioning Load EstimationDocument23 pagesAir-Conditioning Load Estimationtkm2004No ratings yet
- Fundamental of Exergy Analysis PDFDocument21 pagesFundamental of Exergy Analysis PDFpainternetmx1100% (1)
- HVAC Technician SystemDocument76 pagesHVAC Technician SystemBodakunta Ajay Varma100% (1)
- ANSYS Radiation SimulationDocument2 pagesANSYS Radiation SimulationMaher ShehabNo ratings yet