You might also like
- Deflection Data of China GratingDocument3 pagesDeflection Data of China GratingAxiv The GreatNo ratings yet
- The Cost of Maintaining Thermal Protection Systems: Frank E. Jones Nasa-KscDocument28 pagesThe Cost of Maintaining Thermal Protection Systems: Frank E. Jones Nasa-KscJyothsnaNo ratings yet
- Dextra Tunnel Soft EyeDocument44 pagesDextra Tunnel Soft EyeShahin ShajahanNo ratings yet
- 01 Complete Pulping SolutionsDocument28 pages01 Complete Pulping SolutionsGabriel T. BastosNo ratings yet
- Phase 1 NotesDocument8 pagesPhase 1 NotesTariq HasanNo ratings yet
- IS11.6 SiC Device ReliabilityDocument64 pagesIS11.6 SiC Device Reliabilityshriram1082883No ratings yet
- Data Sheet FZP II T PADocument1 pageData Sheet FZP II T PAGPRNo ratings yet
- PQR Pipeline Butt-Weld Through Thickness Repair ProcedureDocument2 pagesPQR Pipeline Butt-Weld Through Thickness Repair ProcedureRicardo NapitupuluNo ratings yet
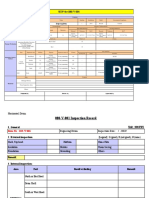
- Fitup Inspection ReportDocument2 pagesFitup Inspection ReportSalesNo ratings yet
- Epoxy Catalogue AU - WebDocument12 pagesEpoxy Catalogue AU - WebbradleyrobinsonNo ratings yet
- Comparing Hardfacing Materials for FCC Air Ring NozzlesDocument1 pageComparing Hardfacing Materials for FCC Air Ring Nozzlesdanny buiNo ratings yet
- BS 970 En8dDocument1 pageBS 970 En8djobseekerarulkumarNo ratings yet
- Visual Index of ParKlamp Inch Tube ClampsDocument16 pagesVisual Index of ParKlamp Inch Tube ClampsAntonio LoretoCortesNo ratings yet
- MAG welding procedure for butt welding S355 steel platesDocument2 pagesMAG welding procedure for butt welding S355 steel platesdayalram100% (1)
- Procedure Qualification Record (PQR) Form: JointsDocument12 pagesProcedure Qualification Record (PQR) Form: JointsAl Fatih Darussalam YasfiNo ratings yet
- Eng DetailsDocument2 pagesEng DetailsSchields PedroNo ratings yet
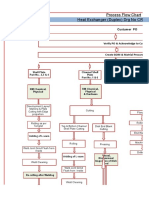
- Process Flow Chart - Heat ExchangerDocument7 pagesProcess Flow Chart - Heat ExchangerAnand KesarkarNo ratings yet
- Bol SeriesDocument6 pagesBol SeriesAlexisAlejandroSandovalFloresNo ratings yet
- Astm a351 Cf8Document1 pageAstm a351 Cf8akdrnlNo ratings yet
- Site welding outline for bridge construction casesDocument1 pageSite welding outline for bridge construction casesTAMILNo ratings yet
- Mako Seaplane Templates Tiled A4Document30 pagesMako Seaplane Templates Tiled A4Panther RoyalNo ratings yet
- PQR 9 DuplexDocument6 pagesPQR 9 Duplexross anthonyNo ratings yet
- Upper RFC (Target) Tooling RFC (Target) : FA'04 / A Maddie Max / SS Revisions Review (12/15)Document4 pagesUpper RFC (Target) Tooling RFC (Target) : FA'04 / A Maddie Max / SS Revisions Review (12/15)Lim DongseopNo ratings yet
- O&M Manual - An Series Börger Pump - Rotex - Nord IntegralDocument266 pagesO&M Manual - An Series Börger Pump - Rotex - Nord IntegralRicardo VeraNo ratings yet
- Diagrama de Flujo ActualDocument7 pagesDiagrama de Flujo ActualSofia GonzálezNo ratings yet
- SPL-MFP-MEC-IR-002A Rev. 0-PQR WELDER QUALIFICATION DATA SHEETDocument1 pageSPL-MFP-MEC-IR-002A Rev. 0-PQR WELDER QUALIFICATION DATA SHEETgopuvinu4uNo ratings yet
- 5FPipe to plate welding procedureDocument2 pages5FPipe to plate welding procedureTrudie0% (1)
- Technical Data: Digital and Millivolt Gas HeatersDocument2 pagesTechnical Data: Digital and Millivolt Gas HeatersDenis CuraNo ratings yet
- SEIP For 080-V-001: Degassing DrumDocument6 pagesSEIP For 080-V-001: Degassing DrumThinh NguyenNo ratings yet
- Technical Specification: Submersible Pump B 2066, 50 HZDocument8 pagesTechnical Specification: Submersible Pump B 2066, 50 HZSebastian Amézaga ZegarraNo ratings yet
- Absorber Base Erection ChecklistDocument14 pagesAbsorber Base Erection ChecklistankushbahaleNo ratings yet
- XSM 3 A 01Document10 pagesXSM 3 A 01Arun ChaudharyNo ratings yet
- Catalog # 74b: Belting Specification SheetDocument1 pageCatalog # 74b: Belting Specification SheetEder MendozaNo ratings yet
- Production Report of 25-10-2020Document32 pagesProduction Report of 25-10-2020Sk DipuNo ratings yet
- FAA Full en Us A4Document7 pagesFAA Full en Us A4Erasmo LimaNo ratings yet
- Flame Arrestor TBEDocument8 pagesFlame Arrestor TBEsudjonoNo ratings yet
- Design Rules for FR4 Semiflex Flexible PCBsDocument2 pagesDesign Rules for FR4 Semiflex Flexible PCBsMarlon CornejoNo ratings yet
- Astm A351 CF8MDocument1 pageAstm A351 CF8MnadeemNo ratings yet
- DailyDocument2 pagesDailychairulNo ratings yet
- Daily progress report from NPK Chemical Plant constructionDocument2 pagesDaily progress report from NPK Chemical Plant constructionchairulNo ratings yet
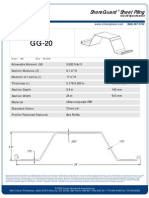
- Shoreguard Sheet Piling: Section Modulus (Z) Moment of Inertia (I) Allowable Moment (M)Document1 pageShoreguard Sheet Piling: Section Modulus (Z) Moment of Inertia (I) Allowable Moment (M)donz_leNo ratings yet
- IICL - CCP 07 June 2023Document31 pagesIICL - CCP 07 June 2023Galih AlamsyahNo ratings yet
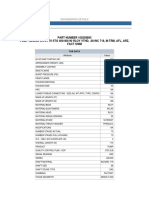
- Parts List: January 2010Document14 pagesParts List: January 2010elsalseritoNo ratings yet
- List WPS Piping New 2023Document1 pageList WPS Piping New 2023YUDI IRMAWANTONo ratings yet
- 2 ST Pump Data Sheet - 2-ADocument1 page2 ST Pump Data Sheet - 2-Acruz romeroNo ratings yet
- Cable Trays (ITP E 0002)Document1 pageCable Trays (ITP E 0002)Avishek ChowdhuryNo ratings yet
- 2 Hum 1vol 1tone 4 Con 5 Way PRS Blade Switch 31bcc1bDocument1 page2 Hum 1vol 1tone 4 Con 5 Way PRS Blade Switch 31bcc1bMartinTaylorNo ratings yet
- Mako Seaplane Templates Tiled LetterDocument24 pagesMako Seaplane Templates Tiled LetterPanther RoyalNo ratings yet
- Located In: Arcgis/Bin/Styles/Utilities - Style Version: Arcgis 9.0 1Document21 pagesLocated In: Arcgis/Bin/Styles/Utilities - Style Version: Arcgis 9.0 1Ephrem GizachewNo ratings yet
- Techtop 5 HPDocument3 pagesTechtop 5 HPJOKO WIKARNANo ratings yet
- Welders Performance Qualification Record: Actual Values Range QualifiedDocument13 pagesWelders Performance Qualification Record: Actual Values Range QualifiedErick AguadoNo ratings yet
- Component - EquipmentDocument32 pagesComponent - EquipmentCiwank ToNo ratings yet
- Brosur General Roda RollenDocument12 pagesBrosur General Roda RollenWiwin LatifahNo ratings yet
- Brochure Reduced FlangeDocument2 pagesBrochure Reduced FlangeGIUSEPPENo ratings yet
- YA-SY18: Tin/Ticn-Coated HSS-PM (Powder Metallurgy) TAPSDocument12 pagesYA-SY18: Tin/Ticn-Coated HSS-PM (Powder Metallurgy) TAPSpo truongNo ratings yet
- AUTOMIG 4043 / TIGFIL 4043: Classification: ApprovalsDocument1 pageAUTOMIG 4043 / TIGFIL 4043: Classification: ApprovalssatnamNo ratings yet
- Down Hole Measurements in Oilfield Operations: Tor EianeDocument54 pagesDown Hole Measurements in Oilfield Operations: Tor EianeSohaib RashidNo ratings yet
- New Trench MOSFET Technology For DC-DC Converter ApplicationsDocument4 pagesNew Trench MOSFET Technology For DC-DC Converter ApplicationsLuis Enrique Morales MendezNo ratings yet
- ECS Component-Code-Pictures-3-April-2023Document31 pagesECS Component-Code-Pictures-3-April-2023Patricio EspinozaNo ratings yet
- Experiment 1 Marble Race Virtual Science Lab Chem 2Document4 pagesExperiment 1 Marble Race Virtual Science Lab Chem 2Oribe, Narciso A.100% (1)
- GORUCK Heavy - 6-week training program overviewDocument4 pagesGORUCK Heavy - 6-week training program overviewJohn Rohrer100% (2)
- Soil Chemistry KeywordsDocument8 pagesSoil Chemistry Keywordssobe64 sNo ratings yet
- Bio 2 - 2.4 - Consolidated Assessments (Photosynthesis)Document8 pagesBio 2 - 2.4 - Consolidated Assessments (Photosynthesis)Lena ManibaNo ratings yet
- WorkbookEdition 12 A Theory of HumorismDocument4 pagesWorkbookEdition 12 A Theory of HumorismMabel Ferr50% (2)
- Esign IPS: Reducing Switching Losses in Portable DC/DC ConvertersDocument2 pagesEsign IPS: Reducing Switching Losses in Portable DC/DC ConvertersAbhishek SinghNo ratings yet
- Automated Hematology Cell Counters 12-09-2023Document161 pagesAutomated Hematology Cell Counters 12-09-2023Tom JohnathanNo ratings yet
- Hyundai forklift specification dimensionsDocument6 pagesHyundai forklift specification dimensionsАлександр ОлейникNo ratings yet
- DILEM 10 G (24VDC) MoellerDocument7 pagesDILEM 10 G (24VDC) MoellerElizabeth RamirezNo ratings yet
- Land Tenure SystemsDocument140 pagesLand Tenure SystemsjoeclintNo ratings yet
- FD2000 DatasheetDocument2 pagesFD2000 DatasheetIvan MihajlovicNo ratings yet
- Chemistry in Everyday LifeDocument33 pagesChemistry in Everyday LifeArya StarkNo ratings yet
- General Biology 1 - Power Point Presentation (Group 8)Document14 pagesGeneral Biology 1 - Power Point Presentation (Group 8)Archan Dom ReyesNo ratings yet
- Perfect Scale Pro ManualDocument9 pagesPerfect Scale Pro ManualAnthony VargasNo ratings yet
- NBME 22 OfflineDocument200 pagesNBME 22 OfflineGautham Kanagala86% (14)
- Old Fashioned Southern Tea CakesDocument2 pagesOld Fashioned Southern Tea CakesDB ScottNo ratings yet
- Glover 6e - Chapter 02Document41 pagesGlover 6e - Chapter 02JIGNESH DESAINo ratings yet
- IED Recognition GuideDocument28 pagesIED Recognition GuideLeafs61100% (5)
- Presentation on Chancroid: Bacterial STI Causes Painful Genital UlcersDocument12 pagesPresentation on Chancroid: Bacterial STI Causes Painful Genital UlcersBikash Sah0% (1)
- Micro Bio Disease ListDocument168 pagesMicro Bio Disease Listspiff spacemanNo ratings yet
- Notes Form 2 Chapter 4Document4 pagesNotes Form 2 Chapter 4lembu_sihat7783% (6)
- Accessibility POC: October 26, 2017Document7 pagesAccessibility POC: October 26, 2017Ramesh BodukaniNo ratings yet
- Fuente As-IDocument4 pagesFuente As-IadalaviNo ratings yet
- Preparation of Starch Nanoparticles in A New Ionic Liquid-in-Oil MicroemulsionDocument12 pagesPreparation of Starch Nanoparticles in A New Ionic Liquid-in-Oil MicroemulsionPaula NancyNo ratings yet
- Corticosteroid: Saut Samuel Simamora Department Ophthalmology Diponegoro University-Kariadi HospitalDocument21 pagesCorticosteroid: Saut Samuel Simamora Department Ophthalmology Diponegoro University-Kariadi HospitalSania NadianisaNo ratings yet
- SonoAce R7 v3.01.00 EDocument544 pagesSonoAce R7 v3.01.00 EEcomedical PlussNo ratings yet
- MINDFULNESS CALENDARDocument1 pageMINDFULNESS CALENDARNiccy McOrrieNo ratings yet
- MIS DPCR IPCR July To December 2018 - Summary ListDocument14 pagesMIS DPCR IPCR July To December 2018 - Summary ListZyreen Kate BC100% (1)
- Hydrostatic Testing ProcedureDocument21 pagesHydrostatic Testing ProcedureFerdie OSNo ratings yet
- Menu Baru Kopi GandapoeraDocument7 pagesMenu Baru Kopi GandapoeraAlwan AhpNo ratings yet