You might also like
- MaxFit - Couplings - VJ - IOM - 1018 en I FR Ru Es CZDocument16 pagesMaxFit - Couplings - VJ - IOM - 1018 en I FR Ru Es CZPaolo Cesar Castro DiazNo ratings yet
- Quickfit Coupling Adaptors IOM-GB IT 06-2017Document8 pagesQuickfit Coupling Adaptors IOM-GB IT 06-2017PawelNo ratings yet
- Assembly Instructions For Taper JointsDocument12 pagesAssembly Instructions For Taper JointsmohdNo ratings yet
- Metalwork and Machining Hints and Tips for Home Machinists: 101 Plans and DrawingsFrom EverandMetalwork and Machining Hints and Tips for Home Machinists: 101 Plans and DrawingsNo ratings yet
- Dismantling Joints VJ IOM 1221 EN-DR10951CDocument8 pagesDismantling Joints VJ IOM 1221 EN-DR10951Cwael72No ratings yet
- Dismantling Joints: Pioneers in Pipe SolutionsDocument8 pagesDismantling Joints: Pioneers in Pipe SolutionsMohamed TarekNo ratings yet
- Fitting Instructions Viking Johnson Unfitted Flange AdaptorsDocument2 pagesFitting Instructions Viking Johnson Unfitted Flange AdaptorsakmalNo ratings yet
- Taper Bushes: Instructions - Installation and RemovalDocument2 pagesTaper Bushes: Instructions - Installation and RemovaldesetekNo ratings yet
- Ancon Tapered Thread Couplers International VersionDocument16 pagesAncon Tapered Thread Couplers International VersionRanjan SinghNo ratings yet
- BAT Builders - Metalwork PDFDocument32 pagesBAT Builders - Metalwork PDFhemendraengNo ratings yet
- Collet Chuck Catalog 2007 PDFDocument28 pagesCollet Chuck Catalog 2007 PDFAlexandru Marius-catalinNo ratings yet
- 6.3.2. Flang Adaptor 260 - ManualDocument2 pages6.3.2. Flang Adaptor 260 - Manualhosny1987No ratings yet
- Ancon - Tapered Thread CouplersDocument12 pagesAncon - Tapered Thread CouplersAntonio BrasilNo ratings yet
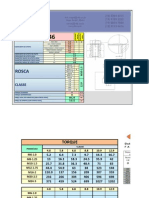
- Calculo de Torque X Forca AxialDocument4 pagesCalculo de Torque X Forca Axialmajonas77No ratings yet
- 2.thread GaugesDocument28 pages2.thread GaugesAshlin SreedharNo ratings yet
- SRI-Installation Anchor-EPC Upgrading Jetty Tuban and Its Ancillary Production and Transportaion Facilities-SBIDocument9 pagesSRI-Installation Anchor-EPC Upgrading Jetty Tuban and Its Ancillary Production and Transportaion Facilities-SBIDito NarendraNo ratings yet
- Ancon MBT Couplers International Version PDFDocument14 pagesAncon MBT Couplers International Version PDFAhmadHamdyNo ratings yet
- 6 Connections ModifiedDocument59 pages6 Connections Modifiedkebede amezeneNo ratings yet
- OsmaDrain Jointing Quick GuideDocument2 pagesOsmaDrain Jointing Quick GuideHatem AbdelnabiNo ratings yet
- Ancon Tapered Thread Couplers International Version PDFDocument16 pagesAncon Tapered Thread Couplers International Version PDFAhmadHamdyNo ratings yet
- V Clamp DatasheetDocument4 pagesV Clamp DatasheetnovtomyNo ratings yet
- TORSIONDocument5 pagesTORSIONJobert CajayonNo ratings yet
- QC AirNetBrochure 002Document4 pagesQC AirNetBrochure 002JULIAN BERRIO HERRERANo ratings yet
- HSFG Bolts RNGDocument34 pagesHSFG Bolts RNGSANDEEP DANGDANo ratings yet
- Ancon MBT Couplers International VersionDocument14 pagesAncon MBT Couplers International Versionjcunha4740No ratings yet
- Hyg Dx77a ManualDocument14 pagesHyg Dx77a Manualve7eoeNo ratings yet
- Hydrema 912C Rep - Man GBDocument174 pagesHydrema 912C Rep - Man GBjanezNo ratings yet
- Taper Grid Coupling: Operating and Maintenace ManualDocument4 pagesTaper Grid Coupling: Operating and Maintenace ManualFlorez Machado GhgustavoNo ratings yet
- Builders MetalworkDocument32 pagesBuilders MetalworkGeorge ChristodoulidisNo ratings yet
- Todo Safety Break Away CouplingsDocument8 pagesTodo Safety Break Away CouplingsKamalNo ratings yet
- Manual - 2022 02 10 - 13 18 42 - A6461c488be55c7f7711723c1aa8567Document2 pagesManual - 2022 02 10 - 13 18 42 - A6461c488be55c7f7711723c1aa8567mnik33444No ratings yet
- 2010 Vernon Devices CatalogDocument20 pages2010 Vernon Devices CatalogRohan KulkarniNo ratings yet
- Fasteners Need Their Space!: GN No.210Document1 pageFasteners Need Their Space!: GN No.210JoNo ratings yet
- Installation Instructions Slide Lag - June - 2013Document10 pagesInstallation Instructions Slide Lag - June - 2013Viet Nam M-TechNo ratings yet
- Flexlock: Couplings & Flange AdaptorsDocument8 pagesFlexlock: Couplings & Flange Adaptors9952090083No ratings yet
- Catálogo de Correias PDFDocument152 pagesCatálogo de Correias PDFDeibe SantosNo ratings yet
- FRP Installation GuideDocument8 pagesFRP Installation GuideDouglas HillNo ratings yet
- Conex Cuprofit TechnicalDocument24 pagesConex Cuprofit TechnicalLawrence FoxNo ratings yet
- SKF Instalacion de AcoplesDocument10 pagesSKF Instalacion de AcoplesEdwin Casadiego AvilaNo ratings yet
- Installation Instructions: WarningDocument6 pagesInstallation Instructions: WarningrobNo ratings yet
- Ul Approved Breakaway Duct Connections: Installation Instructions SupplementDocument2 pagesUl Approved Breakaway Duct Connections: Installation Instructions Supplementthilina lakhithaNo ratings yet
- U2 Knee CMA Baseplate BrochureDocument8 pagesU2 Knee CMA Baseplate BrochureOmar GarciaNo ratings yet
- Fis190 en A5Document8 pagesFis190 en A5andhucaosNo ratings yet
- Bridge City DJ-3 Drilling Jig Manual Cleaned PDFDocument15 pagesBridge City DJ-3 Drilling Jig Manual Cleaned PDFAxe YardNo ratings yet
- Al-Jazeera Ambitions Factory Co.: JafcoDocument14 pagesAl-Jazeera Ambitions Factory Co.: JafcoMohammed Abdul KalamNo ratings yet
- Flowserve Seal - ISC2 - Install - LTRDocument8 pagesFlowserve Seal - ISC2 - Install - LTRjame11inNo ratings yet
- Finn-Power 32 SeriesDocument101 pagesFinn-Power 32 SeriesVijithraNo ratings yet
- Proto 108 - Pliers, Clamping, Cutting (p.739-788)Document50 pagesProto 108 - Pliers, Clamping, Cutting (p.739-788)Lazzarus Az GunawanNo ratings yet
- GRE INS-009, Flange Bolting ProcedureDocument6 pagesGRE INS-009, Flange Bolting Proceduresyed jafar100% (1)
- CuñaDocument20 pagesCuñaJulian Granados RicoNo ratings yet
- Dokumen - Tips - Simplified Reinforced Concrete Design 2010 NSCPDocument200 pagesDokumen - Tips - Simplified Reinforced Concrete Design 2010 NSCPmedel araoNo ratings yet
- Oil Drilling Assignment: Topic: DrillstringDocument8 pagesOil Drilling Assignment: Topic: DrillstringMuhammad Fawwad ObaidaNo ratings yet
- VIKING JOHNSON - MaxiFit, MaxiStep y MaxiAdaptadoresDocument19 pagesVIKING JOHNSON - MaxiFit, MaxiStep y MaxiAdaptadoresop.im.bkp.1No ratings yet
- Bar Bending ScheduleDocument25 pagesBar Bending ScheduleDheeraj Verma100% (1)
- Reinforcing Bar CouplersDocument32 pagesReinforcing Bar CouplersSivadol VongmongkolNo ratings yet
- Fy Smcs-1 Q. Bank Sem 1 2023-24Document12 pagesFy Smcs-1 Q. Bank Sem 1 2023-24raju.sharmqNo ratings yet
- Maintenance of Enhanced Drawgear - CMI9901Document7 pagesMaintenance of Enhanced Drawgear - CMI9901Dwijamani SinghaNo ratings yet
- Rechargeable Li-Ion Battery: US3000C Operation ManualDocument32 pagesRechargeable Li-Ion Battery: US3000C Operation ManualPaolo Cesar Castro DiazNo ratings yet
- Rechargeable Li-Ion Battery: US3000C Operation ManualDocument32 pagesRechargeable Li-Ion Battery: US3000C Operation ManualPaolo Cesar Castro DiazNo ratings yet
- Inversor - PV35 PRO - 6KDocument1 pageInversor - PV35 PRO - 6KPaolo Cesar Castro DiazNo ratings yet
- Diseño de PuenteDocument26 pagesDiseño de PuentePaolo Cesar Castro DiazNo ratings yet
- GE Renewal Parts: Lube Oil Relief ValveDocument4 pagesGE Renewal Parts: Lube Oil Relief ValveRafael Dutil LucianaNo ratings yet
- Chrysler Fault CodesDocument39 pagesChrysler Fault CodesJoeNo ratings yet
- GD535 Front Front Axle (Without Steering Cylinder)Document2 pagesGD535 Front Front Axle (Without Steering Cylinder)plant plannerNo ratings yet
- Gas Gas - 2007 Ec2t Manual enDocument72 pagesGas Gas - 2007 Ec2t Manual ensoulsellNo ratings yet
- New Holland l160 l170 (Early) Skid SteerDocument1,010 pagesNew Holland l160 l170 (Early) Skid SteerDavid100% (1)
- ASME B1.11-1958 RMS Microscope ThreadDocument10 pagesASME B1.11-1958 RMS Microscope ThreadMichael FaganNo ratings yet
- TNS PDFDocument2 pagesTNS PDFRaju ReddyNo ratings yet
- Transmission MTDocument29 pagesTransmission MTDidier ÁlvarezNo ratings yet
- Ed0053029770 R02 Mo LDW 492 Dci enDocument134 pagesEd0053029770 R02 Mo LDW 492 Dci enUlrik HjalberNo ratings yet
- Ball Screw DesignDocument2 pagesBall Screw DesignAnonymous CYdagINo ratings yet
- Tcu Dsg7 Dq200: Complaints and Error CodesDocument5 pagesTcu Dsg7 Dq200: Complaints and Error CodesEmre YAPICI0% (1)
- Instruction Manual: Hydraulic Drum TruckDocument17 pagesInstruction Manual: Hydraulic Drum Truckmeyfer8053100% (1)
- GT650 Parts Carb EditionDocument57 pagesGT650 Parts Carb EditionJuan RuizNo ratings yet
- 98Document2 pages98StuartBohmNo ratings yet
- SM Volvo Ec25Document282 pagesSM Volvo Ec25Kent StoråkerNo ratings yet
- Common Engineering TermsDocument23 pagesCommon Engineering TermsAitazaz Ahsan0% (1)
- Balancing of Shaft CouplingsDocument5 pagesBalancing of Shaft CouplingsSulagna Roy100% (1)
- Budni ReportDocument58 pagesBudni ReportMohan Raj KpmNo ratings yet
- Hensley SpecBook CH04Document46 pagesHensley SpecBook CH04RENE ACEBEYNo ratings yet
- DFL 3251Document509 pagesDFL 3251leNo ratings yet
- Rock DrillDocument16 pagesRock DrillESRANo ratings yet
- Engine Torque Settings and Spec's 3.0L V6 SCDocument4 pagesEngine Torque Settings and Spec's 3.0L V6 SCMario MaravillaNo ratings yet
- Manual Transmission Overhaul: Outline of Change 2 - . - . - . - . - . - . - . - . - . - . - . - .Document6 pagesManual Transmission Overhaul: Outline of Change 2 - . - . - . - . - . - . - . - . - . - . - . - .Tan Yee AnnNo ratings yet
- Film Scanner: Parts ListDocument41 pagesFilm Scanner: Parts ListVlad MegaEmpaladorNo ratings yet
- Gear DesignDocument5 pagesGear DesignKrishnadev Madhavan NairNo ratings yet
- Merc Force 1994 2006Document4 pagesMerc Force 1994 2006Monika Edyta ChojnackaNo ratings yet
- Yzf-R6 1999Document419 pagesYzf-R6 1999JeisonCardenasNo ratings yet
- All Motor, &electrical Equipment in StorDocument8 pagesAll Motor, &electrical Equipment in StorMd. Saddam HossainNo ratings yet
- Catálogo de Peças: 6145J TractorDocument760 pagesCatálogo de Peças: 6145J TractorHeloany Lima100% (1)
- Hydraulic Torque Wrench S11000Document8 pagesHydraulic Torque Wrench S11000Juan100% (1)