You might also like
- Cracks in High-Manganese Cast Steel: Archives of Foundry EngineeringDocument6 pagesCracks in High-Manganese Cast Steel: Archives of Foundry EngineeringSaif UllahNo ratings yet
- Die Casting Metallurgy: Butterworths Monographs in MaterialsFrom EverandDie Casting Metallurgy: Butterworths Monographs in MaterialsRating: 3.5 out of 5 stars3.5/5 (2)
- Cracks in High-Manganese Cast Steel: Archives of Foundry EngineeringDocument6 pagesCracks in High-Manganese Cast Steel: Archives of Foundry EngineeringAgil SetyawanNo ratings yet
- AFE 4 - 2020 - 13 AluDocument6 pagesAFE 4 - 2020 - 13 AluTihomir JevticNo ratings yet
- Comparison of Methods For Determining The Ferrite Content in Duplex Cast SteelsDocument6 pagesComparison of Methods For Determining The Ferrite Content in Duplex Cast SteelsDaniel Esteban Barra MuñozNo ratings yet
- The Assessment of Modification of High-Zinc Aluminium Alloy: Archives of Foundry EngineeringDocument4 pagesThe Assessment of Modification of High-Zinc Aluminium Alloy: Archives of Foundry EngineeringPhung Tuan AnhNo ratings yet
- Alam 2021Document4 pagesAlam 2021FergiawanNo ratings yet
- High-Strength Aluminium Alloys and Their Use in Foundry IndustryDocument7 pagesHigh-Strength Aluminium Alloys and Their Use in Foundry Industryferhat aydoganNo ratings yet
- Effect of The Annealing Temperature On The Microstructure and Properties of Ausferritic Nodular Cast IronDocument6 pagesEffect of The Annealing Temperature On The Microstructure and Properties of Ausferritic Nodular Cast IronRajat UpadhyayaNo ratings yet
- Afe 2 16Document6 pagesAfe 2 16ชลธิชา โยชาลีNo ratings yet
- Tribological Properties of Cu Based Composite Materials Strengthened With Al O ParticlesDocument4 pagesTribological Properties of Cu Based Composite Materials Strengthened With Al O ParticlesNoura Nour ElshamsNo ratings yet
- A Comparative Study of Corrosion Behavior of An Additively Manufactured Al-6061 RAM2 With Extruded Al-6061 T6Document15 pagesA Comparative Study of Corrosion Behavior of An Additively Manufactured Al-6061 RAM2 With Extruded Al-6061 T6Annamalai NNo ratings yet
- Preparation of Bimetallic Nano-Composite by Dissimilar Friction Stir Welding of Copper To Aluminum AlloyDocument18 pagesPreparation of Bimetallic Nano-Composite by Dissimilar Friction Stir Welding of Copper To Aluminum AlloyStatus StoreNo ratings yet
- A R C H I V E S of 403 Criterion For Selection TheDocument7 pagesA R C H I V E S of 403 Criterion For Selection TheCaio Fazzioli TavaresNo ratings yet
- Defects, Causes and Prevention Controls in The Continuous Bronze/ Steel Bimetal Strip SinteringDocument12 pagesDefects, Causes and Prevention Controls in The Continuous Bronze/ Steel Bimetal Strip Sinteringsafat parNo ratings yet
- Analysis of Thermal-Chemical Interactions at The Ceramic Mould - Molten Nickel Alloy InterfaceDocument4 pagesAnalysis of Thermal-Chemical Interactions at The Ceramic Mould - Molten Nickel Alloy InterfaceCaio Fazzioli TavaresNo ratings yet
- The Properties of 7xxx Series AlloyDocument6 pagesThe Properties of 7xxx Series Alloyac3.evfrezNo ratings yet
- Strad Omsk IDocument4 pagesStrad Omsk IasdfagNo ratings yet
- Registration of Crystallization Process of Ultra-Lightweight Mg-Li Alloys With Use of ATND MethodDocument4 pagesRegistration of Crystallization Process of Ultra-Lightweight Mg-Li Alloys With Use of ATND MethodEric Manuel Mercedes AbreuNo ratings yet
- Comparision of Hardness and Strength of Fly Ash and Bagasse Ash Al-MmcsDocument7 pagesComparision of Hardness and Strength of Fly Ash and Bagasse Ash Al-MmcsLong NguyễnNo ratings yet
- Corrosion of Cast Aluminum AlloysDocument30 pagesCorrosion of Cast Aluminum AlloysMostafa Mahmoud ShehataNo ratings yet
- Improvement of Al-6061 Alloys Mechanical Properties by Controlling Processing ParametersDocument6 pagesImprovement of Al-6061 Alloys Mechanical Properties by Controlling Processing ParametersharieduidNo ratings yet
- Efecto de La Microsilica en Los Castables RefractariosDocument11 pagesEfecto de La Microsilica en Los Castables Refractariosmiltone87No ratings yet
- 12 Piatkowski Chosen Aspects 4 2015 PDFDocument4 pages12 Piatkowski Chosen Aspects 4 2015 PDFrenatoeliegeNo ratings yet
- Technological Aspects of Low-Alloyed Cast Steel Massive Casting ManufacturingDocument6 pagesTechnological Aspects of Low-Alloyed Cast Steel Massive Casting ManufacturingRajkumar MuthumanickamNo ratings yet
- Metals: Metallurgical Quality of Cast Iron Made From Steel Scrap and Possibilities of Its ImprovementDocument10 pagesMetals: Metallurgical Quality of Cast Iron Made From Steel Scrap and Possibilities of Its ImprovementPatricia BrandNo ratings yet
- Influence of Impurities in Cathodic Copper On The Ductility of Copper WiresDocument8 pagesInfluence of Impurities in Cathodic Copper On The Ductility of Copper WiresvitordeleteNo ratings yet
- Stress Corrosion Cracking of ASTM A517 Steel in Liquid Ammonia - Environmental FactorsDocument11 pagesStress Corrosion Cracking of ASTM A517 Steel in Liquid Ammonia - Environmental FactorsEzzah HanifNo ratings yet
- Structural Characterization and Detecting Processes of Defects in Leaded Brass Alloy Used For Gas Valves ProductionDocument12 pagesStructural Characterization and Detecting Processes of Defects in Leaded Brass Alloy Used For Gas Valves ProductiontechopelessNo ratings yet
- 28 Pezda Effect of t6 1s 2013Document4 pages28 Pezda Effect of t6 1s 2013evelynNo ratings yet
- Gradient Transition Zone Structure in Steel-CopperDocument16 pagesGradient Transition Zone Structure in Steel-CopperdhairyasheelNo ratings yet
- Análisis de Las Propiedades de Desgaste Del Acero Pulvimetalúrgico enDocument18 pagesAnálisis de Las Propiedades de Desgaste Del Acero Pulvimetalúrgico enJazminNo ratings yet
- Advanced Powder Technology: Original Research PaperDocument19 pagesAdvanced Powder Technology: Original Research PaperNukala PranavarshNo ratings yet
- Steel Slag in ConcreteDocument4 pagesSteel Slag in ConcreteGreissy Margory Reynaga CalderonNo ratings yet
- Aluminum Foil: Its Typical Quality Problems and Their CausesDocument13 pagesAluminum Foil: Its Typical Quality Problems and Their Causessaurabh mangalNo ratings yet
- Friction and Wear Behaviour of Cast Al 6063 Based in Situ Metal MatrixDocument12 pagesFriction and Wear Behaviour of Cast Al 6063 Based in Situ Metal MatrixDr. Saravanan RNo ratings yet
- Acom95 2Document8 pagesAcom95 2sateesh chandNo ratings yet
- 1 s2.0 S0924013616301480 MainDocument12 pages1 s2.0 S0924013616301480 MaintarnsonNo ratings yet
- Modeling of The Formation of Aln Precipitates During Solidification of SteelDocument6 pagesModeling of The Formation of Aln Precipitates During Solidification of SteelRuy AlvesNo ratings yet
- s40033 023 00519 1Document11 pagess40033 023 00519 1ชลธิชา โยชาลีNo ratings yet
- Microstructural Characteristics of The Al Alloys - The Dissimilarities Among The 2XXX Alloys Series Used in Aircraft StructuresDocument15 pagesMicrostructural Characteristics of The Al Alloys - The Dissimilarities Among The 2XXX Alloys Series Used in Aircraft StructuresChin-Min YangNo ratings yet
- CARACTERIZACIÓN y EVALUACIÓN Electrodeposición, Caracterización y ComportamientoDocument10 pagesCARACTERIZACIÓN y EVALUACIÓN Electrodeposición, Caracterización y ComportamientoLucia OsmaNo ratings yet
- Morphology and Frictional Characteristics Under Electrical Currents of Al2O3 Cu Composites Prepared by Internal OxidationDocument8 pagesMorphology and Frictional Characteristics Under Electrical Currents of Al2O3 Cu Composites Prepared by Internal Oxidationmohamed aliNo ratings yet
- Pub 139 Copper Nickel Welding and Fabrication PDFDocument32 pagesPub 139 Copper Nickel Welding and Fabrication PDFG.SWAMI100% (1)
- IJETR021817Document3 pagesIJETR021817erpublicationNo ratings yet
- Minerals: Recovery of Iron From Mill Scale by Reduction With Carbon MonoxideDocument13 pagesMinerals: Recovery of Iron From Mill Scale by Reduction With Carbon MonoxideSaghar FarajzadehNo ratings yet
- Consideration On Zinc Content On The Microstructure, Mechanical, and Corrosion Evolution of Aluminum/zinc Composites Fabricated by CARB ProcessDocument16 pagesConsideration On Zinc Content On The Microstructure, Mechanical, and Corrosion Evolution of Aluminum/zinc Composites Fabricated by CARB ProcessADRIANONo ratings yet
- Recycling of The Steelmaking By-Products Into TheDocument11 pagesRecycling of The Steelmaking By-Products Into Theyin xing gaoNo ratings yet
- ATD and DSC Analyses of Nickel SuperalloysDocument4 pagesATD and DSC Analyses of Nickel SuperalloysEnary SalernoNo ratings yet
- Bronze Alumina - JMPTDocument5 pagesBronze Alumina - JMPTSenthil KumarNo ratings yet
- Corrosion of Cast Aluminum Alloys - A Review - 20201013Document29 pagesCorrosion of Cast Aluminum Alloys - A Review - 20201013Wei YaoNo ratings yet
- SixtyYearsCastingResearch10.1007 - s11661 015 2955 8Document9 pagesSixtyYearsCastingResearch10.1007 - s11661 015 2955 8Sangram ChougaleNo ratings yet
- Afe 1 - 2020 - 11Document6 pagesAfe 1 - 2020 - 11Amit PathakNo ratings yet
- Additive Manufacturing: H.R. Kotadia, Associate Professor, G. Gibbons, A. Das, P.D. HowesDocument23 pagesAdditive Manufacturing: H.R. Kotadia, Associate Professor, G. Gibbons, A. Das, P.D. HowesÁlvaro Nieto CastroNo ratings yet
- Iwcc Cu-Vortrag AldDocument16 pagesIwcc Cu-Vortrag Aldhadjlarbi-h100% (1)
- Production and Properties of Silicon Carbide Particles Reinforced Aluminium Alloy CompositesDocument4 pagesProduction and Properties of Silicon Carbide Particles Reinforced Aluminium Alloy CompositesAlina JumoleaNo ratings yet
- Aluminum DrossDocument16 pagesAluminum DrossJamir JoNo ratings yet
- Slag SandDocument23 pagesSlag SandMANJUNo ratings yet
- Panigrahi 2008Document5 pagesPanigrahi 2008tamil selvanNo ratings yet
- Water Purifier FinalDocument1 pageWater Purifier FinalvikaskamaljnuNo ratings yet
- Astm-Asme Material ListDocument34 pagesAstm-Asme Material Listhakseo50% (2)
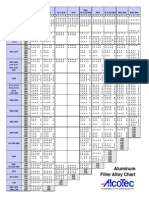
- Aluminum Filler Alloy Selection ChartDocument2 pagesAluminum Filler Alloy Selection Chartbtgottlieb100% (2)
- Chapter 5 - Physical Science - Revision QuestionsDocument6 pagesChapter 5 - Physical Science - Revision QuestionsMoghanNo ratings yet
- CNS SIMDIS Product BrochureDocument4 pagesCNS SIMDIS Product BrochureAhmed TaherNo ratings yet
- Eumann 2012Document10 pagesEumann 2012Kike PadillaNo ratings yet
- F.Y.B.Sc. Chemistry Syllabus PDFDocument26 pagesF.Y.B.Sc. Chemistry Syllabus PDFBhushan jadhavNo ratings yet
- Extraction of GoldDocument28 pagesExtraction of GoldMohan RulzBreaker100% (1)
- Compressive StrengthDocument14 pagesCompressive StrengthHarry Anggoro RamadhanNo ratings yet
- Functional Components of Cooked and Raw Banana Blossom (Decena, J.)Document42 pagesFunctional Components of Cooked and Raw Banana Blossom (Decena, J.)Jas Decena100% (1)
- Extraction and Characterisation of Alginate From BrownDocument9 pagesExtraction and Characterisation of Alginate From BrownDikshithaNo ratings yet
- Metallographic Interpretation of Steel Forging DefectsDocument3 pagesMetallographic Interpretation of Steel Forging DefectsSinan ChenNo ratings yet
- Edexcel AS CHEMISTRY UNIT 1 MARK SCHEME JANUARY 2011Document21 pagesEdexcel AS CHEMISTRY UNIT 1 MARK SCHEME JANUARY 2011Ghaleb W. Mihyar100% (1)
- Silicone Chemistry For Fabric CareDocument8 pagesSilicone Chemistry For Fabric CareHrishikesh Dhawadshikar100% (2)
- Carbon CompondDocument42 pagesCarbon CompondSyamimi MohamedNo ratings yet
- 9453 0413PO 4746 0112PO Chemical Economics Handbook LowresDocument4 pages9453 0413PO 4746 0112PO Chemical Economics Handbook Lowresmehrdad132No ratings yet
- NTSE Jharkahnd 2019 20 Question PaperDocument26 pagesNTSE Jharkahnd 2019 20 Question PaperRaj AryanNo ratings yet
- Air Pollution PT 1Document26 pagesAir Pollution PT 1rajneesh101318100% (1)
- Periodic Table of Elements: Scientists Have Identified 90 Naturally Occurring Elements, and Created About 28 OthersDocument54 pagesPeriodic Table of Elements: Scientists Have Identified 90 Naturally Occurring Elements, and Created About 28 OthersTrixieCamposanoNo ratings yet
- Cadmium Free Brazing AlloysDocument4 pagesCadmium Free Brazing AlloysNileshhkNo ratings yet
- Difference Between BS5308, PAS 5308, EN 50288-7 CablesDocument4 pagesDifference Between BS5308, PAS 5308, EN 50288-7 CablestrueavatharNo ratings yet
- Monarch's Waterproofing PDFDocument31 pagesMonarch's Waterproofing PDFMonarch DigitalNo ratings yet
- Mild and Efficient Cyclization Reaction of 2-Ethynylaniline Derivatives To Indoles in Aqueous MediumDocument7 pagesMild and Efficient Cyclization Reaction of 2-Ethynylaniline Derivatives To Indoles in Aqueous MediumSaurav BhattacharjeeNo ratings yet
- 04 - 003 Dental Luting CementsDocument2 pages04 - 003 Dental Luting CementskaniaNo ratings yet
- Leader in Superabrasive Finishing Systems: Pad Applications We Offer A Full Line of Hyprez® ProductsDocument2 pagesLeader in Superabrasive Finishing Systems: Pad Applications We Offer A Full Line of Hyprez® Productsarmin heidariNo ratings yet
- US20100331517A1 BayerDocument7 pagesUS20100331517A1 BayerAyuNo ratings yet
- Electrochemistry FDocument8 pagesElectrochemistry FAshwin Balaji100% (1)
- Viscotek A-Columns For Aqueous Gpc/Sec User Manual: MAN0498-02-EN-00 October 2015Document8 pagesViscotek A-Columns For Aqueous Gpc/Sec User Manual: MAN0498-02-EN-00 October 2015Heather FlemingNo ratings yet
- FOSFA List of Acceptable Previous Cargoes With Flowchart Nov 2022Document4 pagesFOSFA List of Acceptable Previous Cargoes With Flowchart Nov 2022jesusNo ratings yet
- 2008JUN - Permitting of Alternative Fuels and Raw Materials at Portland Cement Plants Post NSR ReformDocument8 pages2008JUN - Permitting of Alternative Fuels and Raw Materials at Portland Cement Plants Post NSR ReformRheza NugrahaNo ratings yet