You might also like
- Installation and Operation Instructions For Custom Mark III CP Series Oil Fired UnitFrom EverandInstallation and Operation Instructions For Custom Mark III CP Series Oil Fired UnitNo ratings yet
- 260 enDocument3 pages260 enlesonspkNo ratings yet
- 01.hazards of Trapped Pressure & Vacuum-10Document2 pages01.hazards of Trapped Pressure & Vacuum-10rahulNo ratings yet
- Jones Hydrant OM 8-21-09Document6 pagesJones Hydrant OM 8-21-09RktBatamNo ratings yet
- Owner'S Manual: Artmolds' Pressure PotDocument4 pagesOwner'S Manual: Artmolds' Pressure PotAnonymous Wyb8Y1No ratings yet
- Ongc &: Oil Well Production TestingDocument35 pagesOngc &: Oil Well Production TestingDayanand Singh100% (1)
- Installation, Operation & Maintenance ManualDocument4 pagesInstallation, Operation & Maintenance ManualgshdavidNo ratings yet
- Kenmore Laundry Center Model #2661532 - GE Manual - Looks Very Close To Kenmore's Torn Manual I HaveDocument4 pagesKenmore Laundry Center Model #2661532 - GE Manual - Looks Very Close To Kenmore's Torn Manual I Havelilli-pilli100% (3)
- Installation Manual - Eaton Model 53BTX SizesDocument6 pagesInstallation Manual - Eaton Model 53BTX SizesGrafton MontgomeryNo ratings yet
- Hydro CyclonesDocument7 pagesHydro CyclonesMohamed Ali HorrigueNo ratings yet
- TSR81 Standard Single Screw Extruder Start Up-Shutdown and Emergency Shutdown ProceduresDocument4 pagesTSR81 Standard Single Screw Extruder Start Up-Shutdown and Emergency Shutdown ProceduresahumairNo ratings yet
- Safety Valves For Power PlantDocument56 pagesSafety Valves For Power Planttek_surinder100% (1)
- Boiler Mountings PDFDocument47 pagesBoiler Mountings PDFZohaib Alam100% (1)
- W.RT. Reciprocating Air Compressor Explain The Cause of The Following FaultsDocument51 pagesW.RT. Reciprocating Air Compressor Explain The Cause of The Following FaultsSri VasanNo ratings yet
- 7 - Quick Closing ValveDocument4 pages7 - Quick Closing ValveRanjan DiptanshuNo ratings yet
- Rofi Operation and Maintenance ManualDocument3 pagesRofi Operation and Maintenance ManualSteve NewmanNo ratings yet
- Emergency Procedures For Coiled TubingDocument19 pagesEmergency Procedures For Coiled TubingGreg AndersonNo ratings yet
- Single Chamber Blast Machines ABSC-24524: Owner'S ManualDocument7 pagesSingle Chamber Blast Machines ABSC-24524: Owner'S ManualBiggie Tafadzwa GanyoNo ratings yet
- Tech Manual 1314C: 3.06", 10M, Side Door Stripper PackerDocument13 pagesTech Manual 1314C: 3.06", 10M, Side Door Stripper PackerAngel MarinNo ratings yet
- Operating and Maintenance Instructions For: Air Valve For Waste Water and Potable WaterDocument3 pagesOperating and Maintenance Instructions For: Air Valve For Waste Water and Potable WaterhoseyliauNo ratings yet
- Rotating Equipment SafetyDocument34 pagesRotating Equipment SafetySuchismita Bhattacharya Bhaumik0% (1)
- IOM Manual For CAMAROON Ball ValvesDocument20 pagesIOM Manual For CAMAROON Ball ValvesSathish Kumar Pt100% (2)
- VAAS Fig 740 and 730 Series IOMDocument9 pagesVAAS Fig 740 and 730 Series IOMCarlos GutierrezNo ratings yet
- Welded Body Ball ValveDocument20 pagesWelded Body Ball ValveBisoyiNo ratings yet
- 12 Drilling PreventersDocument82 pages12 Drilling PreventersDavid Kusuma100% (1)
- Circulation Pump A27-A30angDocument11 pagesCirculation Pump A27-A30angpavan3229100% (1)
- Orifice Flange Union Assembly and Orifice Run Installation and Operation ManualDocument8 pagesOrifice Flange Union Assembly and Orifice Run Installation and Operation ManualNithin CpNo ratings yet
- DSA4 15M Tandem SidedoorDocument11 pagesDSA4 15M Tandem SidedoorДудла СтаніславNo ratings yet
- Pressure Test: Safety WarningDocument4 pagesPressure Test: Safety WarningMohamed Ali HorrigueNo ratings yet
- ACME AHX Water-Cooled Condenser - 06.10 PDFDocument3 pagesACME AHX Water-Cooled Condenser - 06.10 PDFhappale2002No ratings yet
- Iom Cam Ball t31Document20 pagesIom Cam Ball t31Albino Felix HernandezNo ratings yet
- Chase Method Statement Dry Riser TestingDocument6 pagesChase Method Statement Dry Riser Testingarmagan55No ratings yet
- Vacuum Test Procedure PDFDocument2 pagesVacuum Test Procedure PDFDanilo de JurasNo ratings yet
- Ram Pump DTU S1Document12 pagesRam Pump DTU S1Andri Betmanto100% (1)
- Torre Secadora MABEDocument46 pagesTorre Secadora MABEDoris RojasNo ratings yet
- LK600 Manual - 21 VersionDocument8 pagesLK600 Manual - 21 VersionМихаил ПолковниковNo ratings yet
- Distribution Transformer Instruction ManualDocument10 pagesDistribution Transformer Instruction ManualmartinpellsNo ratings yet
- Operation and Maintenance Manual H450 TREND 8-18-16Document24 pagesOperation and Maintenance Manual H450 TREND 8-18-16Ferry SoebagioNo ratings yet
- Weflo Nrs Gate Op and MaintDocument5 pagesWeflo Nrs Gate Op and MaintyusufNo ratings yet
- Installation Manual SPS Heat Exchanger - UKDocument8 pagesInstallation Manual SPS Heat Exchanger - UKMohsin MapariNo ratings yet
- Model GP-1000 Pressure Reducing Valve For Steam Service: Installation and Maintenance InstructionsDocument2 pagesModel GP-1000 Pressure Reducing Valve For Steam Service: Installation and Maintenance InstructionsMykweall_Kenz_3204No ratings yet
- Irrigation WinterizationDocument3 pagesIrrigation WinterizationRFowlerNHNo ratings yet
- Hot TappingDocument2 pagesHot TappingParag ChandankhedeNo ratings yet
- Nilfi SK E 130.2, E 140.2: User ManualDocument18 pagesNilfi SK E 130.2, E 140.2: User ManualDavid TynanNo ratings yet
- 6 Way InstructionsDocument2 pages6 Way InstructionsFercho NoriegaNo ratings yet
- MUK-62-MGT-AIC-09011 Rev A Filter Press Erec. & Install. Proc. 110314Document12 pagesMUK-62-MGT-AIC-09011 Rev A Filter Press Erec. & Install. Proc. 110314Suresh MahalingamNo ratings yet
- Handling Precautions: Butterfly Valves (Common To All Models)Document9 pagesHandling Precautions: Butterfly Valves (Common To All Models)xaaabbb_550464353No ratings yet
- Tube Turns Hinged ClosureDocument8 pagesTube Turns Hinged ClosureMarcelino Torres RenjfoNo ratings yet
- Preparation For MaintenanceDocument1 pagePreparation For Maintenancekara_25No ratings yet
- Method Statement of Chiller Preventive MaintenanceDocument5 pagesMethod Statement of Chiller Preventive MaintenanceBalajiNo ratings yet
- O&M and Drawing PDFDocument2 pagesO&M and Drawing PDFhguptabhelNo ratings yet
- Forged Floating & Trunnion-Mounted Ball Valves: Installation, Operation & Maintenance ManualDocument66 pagesForged Floating & Trunnion-Mounted Ball Valves: Installation, Operation & Maintenance ManualKYAWNo ratings yet
- Ch2 - General Operating InstructionsDocument3 pagesCh2 - General Operating InstructionsdenysNo ratings yet
- Vane Presiune DN40 - DN250Document28 pagesVane Presiune DN40 - DN250iza66bellNo ratings yet
- Practical Rules for the Management of a Locomotive Engine in the Station, on the Road, and in cases of AccidentFrom EverandPractical Rules for the Management of a Locomotive Engine in the Station, on the Road, and in cases of AccidentNo ratings yet
- The Book of the Singer Junior - Written by an Owner-Driver for Owners and Prospective Owners of the Car - Including the 1931 SupplementFrom EverandThe Book of the Singer Junior - Written by an Owner-Driver for Owners and Prospective Owners of the Car - Including the 1931 SupplementNo ratings yet
- Prevention of Valve Fugitive Emissions in the Oil and Gas IndustryFrom EverandPrevention of Valve Fugitive Emissions in the Oil and Gas IndustryNo ratings yet
- 01.hazards of Trapped Pressure & Vacuum-40Document2 pages01.hazards of Trapped Pressure & Vacuum-40rahulNo ratings yet
- 01.hazards of Trapped Pressure & Vacuum-4Document2 pages01.hazards of Trapped Pressure & Vacuum-4rahulNo ratings yet
- 01.hazards of Trapped Pressure & Vacuum-43Document2 pages01.hazards of Trapped Pressure & Vacuum-43rahulNo ratings yet
- 01.hazards of Trapped Pressure & Vacuum-35Document2 pages01.hazards of Trapped Pressure & Vacuum-35rahulNo ratings yet
- 01.hazards of Trapped Pressure & Vacuum-41Document2 pages01.hazards of Trapped Pressure & Vacuum-41rahulNo ratings yet
- 01.hazards of Trapped Pressure & Vacuum-7Document2 pages01.hazards of Trapped Pressure & Vacuum-7rahulNo ratings yet
- 01.hazards of Trapped Pressure & Vacuum-16Document2 pages01.hazards of Trapped Pressure & Vacuum-16rahulNo ratings yet
- 01.hazards of Trapped Pressure & Vacuum-26Document2 pages01.hazards of Trapped Pressure & Vacuum-26rahulNo ratings yet
- 01.hazards of Trapped Pressure & Vacuum-29Document2 pages01.hazards of Trapped Pressure & Vacuum-29rahulNo ratings yet
- 01.hazards of Trapped Pressure & Vacuum-32Document2 pages01.hazards of Trapped Pressure & Vacuum-32rahulNo ratings yet
- 01.hazards of Trapped Pressure & Vacuum-9Document2 pages01.hazards of Trapped Pressure & Vacuum-9rahulNo ratings yet
- 01.hazards of Trapped Pressure & Vacuum-25Document2 pages01.hazards of Trapped Pressure & Vacuum-25rahulNo ratings yet
- 01.hazards of Trapped Pressure & Vacuum-17Document2 pages01.hazards of Trapped Pressure & Vacuum-17rahulNo ratings yet
- 01.hazards of Trapped Pressure & Vacuum-22Document2 pages01.hazards of Trapped Pressure & Vacuum-22rahulNo ratings yet
- 01.hazards of Trapped Pressure & Vacuum-31Document2 pages01.hazards of Trapped Pressure & Vacuum-31rahulNo ratings yet
- 01.hazards of Trapped Pressure & Vacuum-14Document2 pages01.hazards of Trapped Pressure & Vacuum-14rahulNo ratings yet
- 01.hazards of Trapped Pressure & Vacuum-45Document2 pages01.hazards of Trapped Pressure & Vacuum-45rahulNo ratings yet
- 01.hazards of Trapped Pressure & Vacuum-13Document2 pages01.hazards of Trapped Pressure & Vacuum-13rahulNo ratings yet
- 01.hazards of Trapped Pressure & Vacuum-28Document2 pages01.hazards of Trapped Pressure & Vacuum-28rahulNo ratings yet
- 01.hazards of Trapped Pressure & Vacuum-12Document2 pages01.hazards of Trapped Pressure & Vacuum-12rahulNo ratings yet
- 01.hazards of Trapped Pressure & Vacuum-15Document2 pages01.hazards of Trapped Pressure & Vacuum-15rahulNo ratings yet
- D/P Transmitter Missteps Venturi or Flow Nozzle?Document4 pagesD/P Transmitter Missteps Venturi or Flow Nozzle?rahulNo ratings yet
- 01.hazards of Trapped Pressure & Vacuum-39Document2 pages01.hazards of Trapped Pressure & Vacuum-39rahulNo ratings yet
- Empirical Process ControlDocument12 pagesEmpirical Process ControlrahulNo ratings yet
- Cascade ControlDocument16 pagesCascade ControlrahulNo ratings yet
- 01.hazards of Trapped Pressure & Vacuum-47Document2 pages01.hazards of Trapped Pressure & Vacuum-47rahulNo ratings yet
- 01.hazards of Trapped Pressure & Vacuum-38Document2 pages01.hazards of Trapped Pressure & Vacuum-38rahulNo ratings yet
- Fired Heater ControlDocument3 pagesFired Heater ControlrahulNo ratings yet
- 5 Temperature Measurement Mistakes With RtdsDocument17 pages5 Temperature Measurement Mistakes With RtdsrahulNo ratings yet
- CT Scanner Asteion Super 4 PDFDocument16 pagesCT Scanner Asteion Super 4 PDFYusef ManasrahNo ratings yet
- 3685 Mir 006 PDFDocument1 page3685 Mir 006 PDFashishpearlNo ratings yet
- CBCL1501 SI RegisterDocument17 pagesCBCL1501 SI Registertuyen nguyen longNo ratings yet
- DP WLAN wnt5 x86-32 1101 XPDocument173 pagesDP WLAN wnt5 x86-32 1101 XPJonatan BarreraNo ratings yet
- HCL Company ProfileDocument5 pagesHCL Company Profilearchana palNo ratings yet
- Ebara Centrifugal Pumps 3 SeriesDocument82 pagesEbara Centrifugal Pumps 3 SeriesinsalatinaNo ratings yet
- Full Catalog 2023 - Email VerDocument80 pagesFull Catalog 2023 - Email VeradamNo ratings yet
- William Stallings Computer Organization and Architecture 7 Edition Instruction Sets: Addressing Modes and FormatsDocument45 pagesWilliam Stallings Computer Organization and Architecture 7 Edition Instruction Sets: Addressing Modes and FormatsAlaa YounisNo ratings yet
- B41-R4 Mathmatics and StaticsDocument12 pagesB41-R4 Mathmatics and StaticsAYUSH PRADHANNo ratings yet
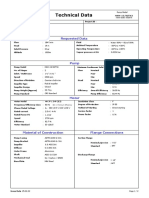
- PMP-901 & 902 - 2. DSGN-SP-0005 Glycol Pump - MHN-12-02TN - DatasheetDocument2 pagesPMP-901 & 902 - 2. DSGN-SP-0005 Glycol Pump - MHN-12-02TN - DatasheetfarhaNo ratings yet
- Manual de Partes XAVS1800Cd WUXDocument191 pagesManual de Partes XAVS1800Cd WUXMantenimiento MACDESANo ratings yet
- Practical File IPDocument27 pagesPractical File IPtanulakhwal09No ratings yet
- Data Structures and Algorithms in Python SlidesDocument917 pagesData Structures and Algorithms in Python SlidesSai Varma100% (2)
- SAP Travel Mangement Presentation PDFDocument112 pagesSAP Travel Mangement Presentation PDFShrinivas Tumma100% (1)
- User Manual: Indoor Multi-Function Environment SensorDocument9 pagesUser Manual: Indoor Multi-Function Environment SensorsoefmuangmaungchitNo ratings yet
- TS Software Operation Instructions Ver1.1Document58 pagesTS Software Operation Instructions Ver1.1Tri MurdaniNo ratings yet
- FL Switch 2000: User ManualDocument98 pagesFL Switch 2000: User ManualGustavo GamezNo ratings yet
- Implementation of Lexical Analyser Using CDocument11 pagesImplementation of Lexical Analyser Using CShabrin AhammedNo ratings yet
- Mario Mustache: Transparent Printable Real Hat Luigi Diy Big BackgroundDocument1 pageMario Mustache: Transparent Printable Real Hat Luigi Diy Big BackgroundAyra IslamNo ratings yet
- 100 Leads in 90 DaysDocument5 pages100 Leads in 90 DaysAjay GomesNo ratings yet
- Ictict805 R1Document5 pagesIctict805 R1Jasmine Azizah Nurul HayatNo ratings yet
- Word 2016 - ListDocument37 pagesWord 2016 - ListZ e r oNo ratings yet
- Product ListDocument361 pagesProduct ListAZ RPNo ratings yet
- Managed IT Services RFP TemplateDocument11 pagesManaged IT Services RFP Templateedpaala67% (3)
- BS en 13501-6-2018 - (2020-09-14 - 05-44-34 Am)Document34 pagesBS en 13501-6-2018 - (2020-09-14 - 05-44-34 Am)luke hainesNo ratings yet
- DM No. 341 s.2023Document5 pagesDM No. 341 s.2023Jennifer PomarNo ratings yet
- Solutions Manual: Concise Introduction To Linear AlgebraDocument21 pagesSolutions Manual: Concise Introduction To Linear AlgebraMakida GebregiorgisNo ratings yet
- MCQS Group Iii Ipr and Info Tech PDFDocument26 pagesMCQS Group Iii Ipr and Info Tech PDFShailesh BansalNo ratings yet
- W6!7!304E Skin-Pass Mills ReferencesDocument36 pagesW6!7!304E Skin-Pass Mills Referencesdorin serbanNo ratings yet
- BD679Document6 pagesBD679nancyNo ratings yet