You might also like
- Ni-Co/SiC nanocomposite coating propertiesDocument9 pagesNi-Co/SiC nanocomposite coating propertiesRoseana PereiraNo ratings yet
- Tribological Behavior of Electroless Ni - P/Ni-P-Tio Coatings Obtained On Az91D Magnesium Alloy by A Chromium-Free ProcessDocument12 pagesTribological Behavior of Electroless Ni - P/Ni-P-Tio Coatings Obtained On Az91D Magnesium Alloy by A Chromium-Free Processghontajit09No ratings yet
- Arrabal 2009Document8 pagesArrabal 2009manoj kumar GNo ratings yet
- A New Route For Direct Electroless Ni-P Plating On Magnesium AlloysDocument9 pagesA New Route For Direct Electroless Ni-P Plating On Magnesium AlloysTiên Tiên LêNo ratings yet
- Synthesis and Characterization of Sn-Cu/Sio Lead-Free Nanocomposite Solder Through Angular Accumulative ExtrusionDocument16 pagesSynthesis and Characterization of Sn-Cu/Sio Lead-Free Nanocomposite Solder Through Angular Accumulative Extrusionansu kaushalNo ratings yet
- Effect of Organic Solvents on Electrodeposition and Wear of Ni-Alumina CoatingsDocument47 pagesEffect of Organic Solvents on Electrodeposition and Wear of Ni-Alumina CoatingsRosa VasquezNo ratings yet
- Khodaei 2021Document9 pagesKhodaei 2021aya younesNo ratings yet
- J Jallcom 2016 05 096Document39 pagesJ Jallcom 2016 05 096M Adrees SafdarNo ratings yet
- PPTDocument20 pagesPPTronak7patel-15No ratings yet
- 718 析出物Document8 pages718 析出物Bean-Jon LiNo ratings yet
- Bivash ChakrabortyDocument9 pagesBivash Chakrabortyaboli backupNo ratings yet
- Yang 2017Document20 pagesYang 2017Dr.Chenna Krishna Reddy RNo ratings yet
- Enhancement of Wear and Corrosion Resistance of M2052 Damping Alloys by Electroless Plating Ni-P CoatingDocument9 pagesEnhancement of Wear and Corrosion Resistance of M2052 Damping Alloys by Electroless Plating Ni-P CoatingSharan KumarNo ratings yet
- Pulsed Laser Ablation of Tin Oxide NanoparticlesDocument9 pagesPulsed Laser Ablation of Tin Oxide NanoparticlesAli KhumaeniNo ratings yet
- Co Doping Effect On Structural and Optical Properties of Nickel Oxide (Nio) Thin Films Via Spray PyrolysisDocument3 pagesCo Doping Effect On Structural and Optical Properties of Nickel Oxide (Nio) Thin Films Via Spray PyrolysisSoufianeBenhamidaNo ratings yet
- Wang 2017Document28 pagesWang 2017Agil SetyawanNo ratings yet
- Annealing Temperature Effects On The Optical Properties of Mno: Cu Nanostructured Thin FilmsDocument12 pagesAnnealing Temperature Effects On The Optical Properties of Mno: Cu Nanostructured Thin FilmsTia AdrianyputriNo ratings yet
- Surface & Coatings Technology: C. Cai, X.B. Zhu, G.Q. Zheng, Y.N. Yuan, X.Q. Huang, F.H. Cao, J.F. Yang, Z. ZhangDocument7 pagesSurface & Coatings Technology: C. Cai, X.B. Zhu, G.Q. Zheng, Y.N. Yuan, X.Q. Huang, F.H. Cao, J.F. Yang, Z. ZhangErnanesilva2000No ratings yet
- Enhancing The Properties of The SAC305-Soldered Joint Heat Treatment of The Nickel-Plated Copper Substrate Before Reflow SolderingDocument12 pagesEnhancing The Properties of The SAC305-Soldered Joint Heat Treatment of The Nickel-Plated Copper Substrate Before Reflow SolderingBurak YILMAZNo ratings yet
- Electrodeposition and Corrosion Behavior of Zn−Ni−Mn Alloy CoatingsDocument11 pagesElectrodeposition and Corrosion Behavior of Zn−Ni−Mn Alloy CoatingsterNo ratings yet
- Applied Surface Science: M.A. Gondal, Q.A. Drmosh, Z.H. Yamani, T.A. SalehDocument7 pagesApplied Surface Science: M.A. Gondal, Q.A. Drmosh, Z.H. Yamani, T.A. Salehsgc17No ratings yet
- Surfaces and Interfaces: SciencedirectDocument1 pageSurfaces and Interfaces: SciencedirectpeterNo ratings yet
- Materials Science & Engineering B: SciencedirectDocument10 pagesMaterials Science & Engineering B: SciencedirectMuhammad BramansyahNo ratings yet
- Evergreen WirDocument12 pagesEvergreen WirAisyah Putri OktavianiPendidikan KimiaNo ratings yet
- Tribological Behavior of Electrocodeposited Nano Composites On Magnesium Alloys Using Direct and Pulse Current - A ReviewDocument1 pageTribological Behavior of Electrocodeposited Nano Composites On Magnesium Alloys Using Direct and Pulse Current - A ReviewpeterNo ratings yet
- Evaluation of in Vitro Bioactivity and MG63 Oesteoblast Cell Response For TiO2 Coated Magnesium AlloysDocument10 pagesEvaluation of in Vitro Bioactivity and MG63 Oesteoblast Cell Response For TiO2 Coated Magnesium AlloysRahul MadanNo ratings yet
- Optimization of Mechanical Behavior of Ni-P Nanocomposite Coatings Using Taguchi ApproachDocument12 pagesOptimization of Mechanical Behavior of Ni-P Nanocomposite Coatings Using Taguchi ApproachTJPRC PublicationsNo ratings yet
- Microstructure and Corrosion Properties Ni-Ti Alloy After Electrochemical Testing in 0.9 % Nacl SolutionDocument7 pagesMicrostructure and Corrosion Properties Ni-Ti Alloy After Electrochemical Testing in 0.9 % Nacl SolutionLadislavNo ratings yet
- Preparation of Nickel Coated Mica As A Conductive ®llerDocument7 pagesPreparation of Nickel Coated Mica As A Conductive ®llerRISTON SINAGANo ratings yet
- Development of Corrosion-Resistant Electroplating On AZ91 MG Alloy by Employing Air and Water-Stable Eutectic Based Ionic Liquid BathDocument15 pagesDevelopment of Corrosion-Resistant Electroplating On AZ91 MG Alloy by Employing Air and Water-Stable Eutectic Based Ionic Liquid BathHerda CahyaningrumNo ratings yet
- Synthesis, Properties and Applications of Amorphous Carbon Nanotube and Mos Nanosheets: A ReviewDocument17 pagesSynthesis, Properties and Applications of Amorphous Carbon Nanotube and Mos Nanosheets: A ReviewBINOY BERANo ratings yet
- Deterioração de SuperfíciesDocument7 pagesDeterioração de SuperfíciesGustavo PamplonaNo ratings yet
- tài liệu 11Document13 pagestài liệu 11duy nguyenNo ratings yet
- Influence of Operation Parameters On Metal Deposition in Bright Nickel-Plating ProcessDocument10 pagesInfluence of Operation Parameters On Metal Deposition in Bright Nickel-Plating Processyonathan fausaNo ratings yet
- Effect of NB Doping On The Structural Optical and Photocatalytic Properties of SrTiO3 Nanopowder Synthesized by Sol Gel Auto Combustion TechniqueDocument15 pagesEffect of NB Doping On The Structural Optical and Photocatalytic Properties of SrTiO3 Nanopowder Synthesized by Sol Gel Auto Combustion TechniqueJayakrishnan A RNo ratings yet
- Mohan Ty 2010Document14 pagesMohan Ty 2010maria gallardoNo ratings yet
- Coatings: Electrochemical Properties of Niobium Coating For Biomedical ApplicationDocument15 pagesCoatings: Electrochemical Properties of Niobium Coating For Biomedical ApplicationDaniel FridmanNo ratings yet
- Improved Corrosion Resistance of Ni-Base Alloy Through Surface NanocrystallizationDocument5 pagesImproved Corrosion Resistance of Ni-Base Alloy Through Surface NanocrystallizationSudeep Kumar TNo ratings yet
- Characterization of Coatings Formed On AZX Magnesium Alloys by Plasma Electrolytic OxidationDocument6 pagesCharacterization of Coatings Formed On AZX Magnesium Alloys by Plasma Electrolytic OxidationKavitha SNo ratings yet
- ATTARDocument13 pagesATTARم.م حيدر محمودNo ratings yet
- Electropolishing Parameters Optimization For Enhanced Performance of Nickel Coating Electroplated On Mild SteelDocument8 pagesElectropolishing Parameters Optimization For Enhanced Performance of Nickel Coating Electroplated On Mild Steelqnk7No ratings yet
- Review On Wear Behavior of Nickel-Silicon Carbide Electrodeposition CoatingDocument7 pagesReview On Wear Behavior of Nickel-Silicon Carbide Electrodeposition Coatingankarthik11No ratings yet
- Influence of SiC Nanoparticles and Saccharin On The StructuDocument5 pagesInfluence of SiC Nanoparticles and Saccharin On The StructumomenziNo ratings yet
- Coating Publi2020Document21 pagesCoating Publi2020thanh duc LeNo ratings yet
- Structure Changes and Mechanical Properties of Laser Alloyed Magnesium Cast AlloysDocument6 pagesStructure Changes and Mechanical Properties of Laser Alloyed Magnesium Cast Alloyssoegengw_1No ratings yet
- Bai 1Document7 pagesBai 1yeukh2010No ratings yet
- Synthesis and Deposition of Ag Nanoparticles by CoDocument9 pagesSynthesis and Deposition of Ag Nanoparticles by Comonikasharma1604No ratings yet
- J Apsusc 2019 144062Document36 pagesJ Apsusc 2019 144062M Adrees SafdarNo ratings yet
- Synthesis of Nanocrystalline ZnO-NiO Mixed Metal Oxide PowderDocument9 pagesSynthesis of Nanocrystalline ZnO-NiO Mixed Metal Oxide Powderhellna284No ratings yet
- Applied Surface ScienceDocument16 pagesApplied Surface ScienceNamNo ratings yet
- Farzaneh 2013Document8 pagesFarzaneh 2013aya younesNo ratings yet
- Summer Project 2019: S N Bose National Centre For Basic ScienceDocument19 pagesSummer Project 2019: S N Bose National Centre For Basic ScienceNopu BhutiaNo ratings yet
- JT 31 1 12Document12 pagesJT 31 1 12Dr. U. Shrinivas BalrajNo ratings yet
- Acid-Alkaline on surface of Zn-Mg-AlDocument14 pagesAcid-Alkaline on surface of Zn-Mg-Alrahul.meenaNo ratings yet
- Effect of Alloying Elements On Properties and Microstructures of SnAgCu SoldersDocument10 pagesEffect of Alloying Elements On Properties and Microstructures of SnAgCu SoldersBurak YILMAZNo ratings yet
- Microstructure and Microhardness of Sic Nanoparticles Reinforced Magnesium Composites Fabricated by Ultrasonic MethodDocument7 pagesMicrostructure and Microhardness of Sic Nanoparticles Reinforced Magnesium Composites Fabricated by Ultrasonic MethodgessicapalaoroNo ratings yet
- Effect of Niobium Nitride Coating by Magnetron Sputtering On Corrosion Resistance of Biodegradable Magnesium-Strontium AlloyDocument6 pagesEffect of Niobium Nitride Coating by Magnetron Sputtering On Corrosion Resistance of Biodegradable Magnesium-Strontium Alloysafwan alsabaawiNo ratings yet
- V. KRISHNAKUMAR, Ph.D. (Research Scholar) : Lecture byDocument45 pagesV. KRISHNAKUMAR, Ph.D. (Research Scholar) : Lecture byAnonymous pKd6ekNo ratings yet
- Download One Step Facile Preparation Of Zno Nanorods As High Performance Photoanodes For Photoelectrochemical Cathodic Protection Yao Yang Y Frank Cheng full chapterDocument23 pagesDownload One Step Facile Preparation Of Zno Nanorods As High Performance Photoanodes For Photoelectrochemical Cathodic Protection Yao Yang Y Frank Cheng full chapterpaul.schmidt216No ratings yet
- Nanocomposites: In Situ Synthesis of Polymer-Embedded NanostructuresFrom EverandNanocomposites: In Situ Synthesis of Polymer-Embedded NanostructuresLuigi NicolaisNo ratings yet
- Payment Nanopartech SbiDocument1 pagePayment Nanopartech SbiDhananjay ShimpiNo ratings yet
- Spec 302Document2 pagesSpec 302Dhananjay ShimpiNo ratings yet
- ENG Belastung Mit Korrosiver UmgebungDocument1 pageENG Belastung Mit Korrosiver UmgebungDhananjay ShimpiNo ratings yet
- C-86 An Acceleration-Cyclic Corrosion Test of Coating Systems For Steel BridgesDocument6 pagesC-86 An Acceleration-Cyclic Corrosion Test of Coating Systems For Steel BridgesDhananjay ShimpiNo ratings yet
- Intelligent Materials Pvt. LTD.: Budget (Quotation)Document2 pagesIntelligent Materials Pvt. LTD.: Budget (Quotation)Dhananjay ShimpiNo ratings yet
- Carbon Enrichment in Mo SteelDocument50 pagesCarbon Enrichment in Mo SteelDhananjay ShimpiNo ratings yet
- Wear of CoatingDocument5 pagesWear of CoatingDhananjay ShimpiNo ratings yet
- Effect of Tio Nanoparticles On Mechanical Properties of Epoxy-Resin SystemDocument9 pagesEffect of Tio Nanoparticles On Mechanical Properties of Epoxy-Resin SystemDhananjay ShimpiNo ratings yet
- Quot Al2O3NanoDocument1 pageQuot Al2O3NanoDhananjay ShimpiNo ratings yet
- Characterization of Corrosion Behavior of Painted Galvanized Steel Under Accelerated ConditionsDocument12 pagesCharacterization of Corrosion Behavior of Painted Galvanized Steel Under Accelerated ConditionsDhananjay ShimpiNo ratings yet
- Ni-TiO2 Surface & Coatings Technology 204 (2010) 3804-3810Document7 pagesNi-TiO2 Surface & Coatings Technology 204 (2010) 3804-3810Dhananjay ShimpiNo ratings yet
- 10 Chapter5Document10 pages10 Chapter5Dhananjay ShimpiNo ratings yet
- SPB - Powder Synthesis MethodsDocument26 pagesSPB - Powder Synthesis MethodsDhananjay ShimpiNo ratings yet
- Surface & Coatings Technology: Qing Yu Hou, Zhenyi Huang, Jing Tao WangDocument7 pagesSurface & Coatings Technology: Qing Yu Hou, Zhenyi Huang, Jing Tao WangDhananjay ShimpiNo ratings yet
- Glass and Glass Ceramics Glass and Glass CeramicsDocument41 pagesGlass and Glass Ceramics Glass and Glass CeramicsDhananjay ShimpiNo ratings yet
- Spray drying and pyrolysis techniques for powder synthesisDocument15 pagesSpray drying and pyrolysis techniques for powder synthesisDhananjay ShimpiNo ratings yet
- Freedom of Speech and Expression: by Tanu PriyaDocument16 pagesFreedom of Speech and Expression: by Tanu PriyaDhananjay ShimpiNo ratings yet
- SPB Ceram Defects - Feb15Document89 pagesSPB Ceram Defects - Feb15Dhananjay ShimpiNo ratings yet
- Fatigue ?: Furthermore, Fatigue Is Catastrophic and Insidious, Occurring Very Suddenly and Without WarningDocument46 pagesFatigue ?: Furthermore, Fatigue Is Catastrophic and Insidious, Occurring Very Suddenly and Without WarningDhananjay ShimpiNo ratings yet
- Selecting Materials for Automotive Brake DiscsDocument39 pagesSelecting Materials for Automotive Brake DiscsDhananjay ShimpiNo ratings yet
- SPB-Sintering-2 (Compatibility Mode)Document5 pagesSPB-Sintering-2 (Compatibility Mode)Dhananjay ShimpiNo ratings yet
- Defect Type Image/Sample Picture Gas PorositiesDocument2 pagesDefect Type Image/Sample Picture Gas PorositiesDhananjay ShimpiNo ratings yet
- Log of strain rate vs log of stress creep data extrapolationDocument30 pagesLog of strain rate vs log of stress creep data extrapolationDhananjay ShimpiNo ratings yet
- 11 - Chepter 2 PDFDocument110 pages11 - Chepter 2 PDFAnkit GargNo ratings yet
- Experiment No. 2.4 Sand Control Test: Compactibility Test: Aim: ApparatusDocument3 pagesExperiment No. 2.4 Sand Control Test: Compactibility Test: Aim: ApparatusDhananjay ShimpiNo ratings yet
- Experiment No. 8 Casting Defects: Aim: TheoryDocument5 pagesExperiment No. 8 Casting Defects: Aim: TheoryDhananjay ShimpiNo ratings yet
- Quantitative Methods of Materials Selection: Rigid Requirements AreDocument29 pagesQuantitative Methods of Materials Selection: Rigid Requirements AreDhananjay ShimpiNo ratings yet
- Experiment No. 7 Induction Furnace Melting Practice: Aim - TheoryDocument6 pagesExperiment No. 7 Induction Furnace Melting Practice: Aim - TheoryDhananjay ShimpiNo ratings yet
- Experiment No. 2.3 Sand Control Test: Active and Total Clay ContentDocument2 pagesExperiment No. 2.3 Sand Control Test: Active and Total Clay ContentDhananjay ShimpiNo ratings yet
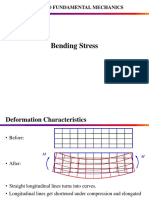
- Bending Stress PDFDocument26 pagesBending Stress PDFRio ChanNo ratings yet
- Lecture 3Document24 pagesLecture 3sadooonNo ratings yet
- Engineering Properties of Rocks: Associate Professor John Worden DEC University of Southern QLDDocument19 pagesEngineering Properties of Rocks: Associate Professor John Worden DEC University of Southern QLDJoshi DhvanitNo ratings yet
- Project: Octagonal Steel Pole Design SummaryDocument1 pageProject: Octagonal Steel Pole Design Summaryjklo12No ratings yet
- LM25 Aluminium Casting Alloy (Al Ð Si7Mg) : Chemical CompositionDocument3 pagesLM25 Aluminium Casting Alloy (Al Ð Si7Mg) : Chemical Compositionsankar4582No ratings yet
- Rheology Lab ExperimentDocument25 pagesRheology Lab ExperimentRobert FetchNo ratings yet
- Strengthening With Carbon FiberDocument62 pagesStrengthening With Carbon FibershafiullahNo ratings yet
- HD Test 123Document2 pagesHD Test 123Abdulmajeed ALNo ratings yet
- Moment TableDocument16 pagesMoment TableMario MereniNo ratings yet
- Two-storey building design reviewDocument6 pagesTwo-storey building design reviewJake CortezNo ratings yet
- Design Calc Sheet - Septic Tank Rev1 15-03-09 - 200Document12 pagesDesign Calc Sheet - Septic Tank Rev1 15-03-09 - 200Bok MortegaNo ratings yet
- Altra Industrial Motion document analysis of high performance non-lubricated couplingsDocument4 pagesAltra Industrial Motion document analysis of high performance non-lubricated couplingsAndrea GentileNo ratings yet
- Preparing Cast Iron Specimens for Hardness TestingDocument7 pagesPreparing Cast Iron Specimens for Hardness TestingAbdla DoskiNo ratings yet
- Brick Wall CalculationDocument26 pagesBrick Wall CalculationSaiful Hoque Sohel100% (1)
- 2.0 Beng. 17 Introduction To Structural Steel Design-1Document19 pages2.0 Beng. 17 Introduction To Structural Steel Design-1Erick Elvis ThomassNo ratings yet
- 2007 Approximation of Contact Stress For A Compressed and Laterally One Side Restrained O-RingDocument13 pages2007 Approximation of Contact Stress For A Compressed and Laterally One Side Restrained O-RingBib GmzNo ratings yet
- Strength of Materials Question BankDocument16 pagesStrength of Materials Question BankTrishul SampathNo ratings yet
- Crystallography and Minerals Arranged by Crystal FormDocument11 pagesCrystallography and Minerals Arranged by Crystal FormLaxmana GeoNo ratings yet
- S - 9 Bonding of Porcelain To MetalDocument34 pagesS - 9 Bonding of Porcelain To MetalShaliniNo ratings yet
- FSC 2nd Year Physics Volume 2 Chapter 17 - 21Document60 pagesFSC 2nd Year Physics Volume 2 Chapter 17 - 21Kashif MahmoodNo ratings yet
- Jominy End Quench TestDocument3 pagesJominy End Quench TestaasdcdcNo ratings yet
- Full TextDocument22 pagesFull TextMikey_mike007No ratings yet
- ASME 31.3 (Process Plant Piping System Design)Document162 pagesASME 31.3 (Process Plant Piping System Design)A_Uossef100% (1)
- Statics: Vector Mechanics For EngineersDocument29 pagesStatics: Vector Mechanics For EngineersLuis MoranNo ratings yet
- Mechanics of Materials - Formulas and ProblemsDocument219 pagesMechanics of Materials - Formulas and ProblemsAbbas HiraniNo ratings yet
- Elvaloy AsphaltDocument10 pagesElvaloy AsphaltHafiz IrzaNo ratings yet
- Strength of Materials - Task 1. Chapter 2.Document4 pagesStrength of Materials - Task 1. Chapter 2.Jesus RodeloNo ratings yet
- Comparative Study of Moment-Curvature Diagram in Beams With FRP Bars For Three Constitutive Models of The ConcreteDocument9 pagesComparative Study of Moment-Curvature Diagram in Beams With FRP Bars For Three Constitutive Models of The ConcreteDafne Vasquez BarriosNo ratings yet
- A Cyclic Shear-Volume Coupling and Pore Pressure Model For SandDocument10 pagesA Cyclic Shear-Volume Coupling and Pore Pressure Model For SandAlejandro Gancedo ToralNo ratings yet
- Study The Effect of Stress Relief Annealing On The Tensil Properties Hardness and Microstructure of The Medium Carbon SteelDocument13 pagesStudy The Effect of Stress Relief Annealing On The Tensil Properties Hardness and Microstructure of The Medium Carbon SteelZaid TariqNo ratings yet