You might also like
- Work in Substations - GeneralDocument25 pagesWork in Substations - GeneralJulian Zuluaga0% (1)
- (Airliner Tech 08) L-1011-TristarDocument107 pages(Airliner Tech 08) L-1011-Tristarmunjalshah94100% (3)
- 0042-11 Injection Actuation Pressure Output FaultDocument1 page0042-11 Injection Actuation Pressure Output FaultHamilton Miranda100% (3)
- NFPA70E ARC CalculatorDocument46 pagesNFPA70E ARC CalculatorRPantel100% (2)
- Magnetic Repulsion Piston Engine PDFDocument7 pagesMagnetic Repulsion Piston Engine PDFudayNo ratings yet
- Grade 10 Experiment 2 Memo-1Document5 pagesGrade 10 Experiment 2 Memo-1Nqaba Lavu100% (3)
- Effects of Inorganic Sealant and Brief Heat Treatments On Corrosion Behavior of Plasma Sprayed Cr2O3-Al2O3 Composite Ceramic CoatingsDocument8 pagesEffects of Inorganic Sealant and Brief Heat Treatments On Corrosion Behavior of Plasma Sprayed Cr2O3-Al2O3 Composite Ceramic CoatingsBM Q100% (1)
- Honda E-StormDocument104 pagesHonda E-StormJaimeDiazDiazNo ratings yet
- Reliability of Engineering MaterialsFrom EverandReliability of Engineering MaterialsAlrick L SmithNo ratings yet
- Koivuluoto2008 Article MicrostructureAndMechanicalProDocument7 pagesKoivuluoto2008 Article MicrostructureAndMechanicalProDurand hugoNo ratings yet
- J Surfcoat 2011 10 010Document9 pagesJ Surfcoat 2011 10 010Vishnu KaranNo ratings yet
- Tribological Behavior of The Carbon Fiber Reinforced Polyphenylene Sulfide (PPS) Composite Coating Under Dry Sliding and Water LubricationDocument8 pagesTribological Behavior of The Carbon Fiber Reinforced Polyphenylene Sulfide (PPS) Composite Coating Under Dry Sliding and Water LubricationVidya me20d015No ratings yet
- Preliminary Studies of Tio2 Nanopowder Deposition Onto Metallic Substrate by Low Pressure Cold SprayingDocument10 pagesPreliminary Studies of Tio2 Nanopowder Deposition Onto Metallic Substrate by Low Pressure Cold SprayingMelin YohanaNo ratings yet
- Surface & Coatings TechnologyDocument8 pagesSurface & Coatings TechnologyafshinNo ratings yet
- Acta Materialia: H. Assadi, H. Kreye, F. G Artner, T. KlassenDocument26 pagesActa Materialia: H. Assadi, H. Kreye, F. G Artner, T. Klassen_kaelf_No ratings yet
- Materials Chemistry and PhysicsDocument8 pagesMaterials Chemistry and PhysicsqayesNo ratings yet
- Coatings 13 01508Document10 pagesCoatings 13 01508Ma SadeghiitNo ratings yet
- Podgursky Et Al - 2021 - High-Temperature Tribological Performance of Al2O3-A-CDocument15 pagesPodgursky Et Al - 2021 - High-Temperature Tribological Performance of Al2O3-A-CAlireza BagherpourNo ratings yet
- Effects of Welding Procedures On Mechanical and MoDocument16 pagesEffects of Welding Procedures On Mechanical and MoAL YAZARNo ratings yet
- Termica Es enDocument8 pagesTermica Es enDarwinAgudeloNo ratings yet
- Composites: Part A: Cheng-Ho Chen, Jian-Yuan Jian, Fu-Su YenDocument6 pagesComposites: Part A: Cheng-Ho Chen, Jian-Yuan Jian, Fu-Su Yensur22as.aswarNo ratings yet
- 14-Interface Characterization and Bonding Mechanisms of Cold Gas-Sprayed Al Coatings On Ceramic SubstratesDocument8 pages14-Interface Characterization and Bonding Mechanisms of Cold Gas-Sprayed Al Coatings On Ceramic Substratesshaoyun ZHOUNo ratings yet
- 6 TiO2sensorApplSurfSci2011Document8 pages6 TiO2sensorApplSurfSci2011ARSALAN AHMADNo ratings yet
- Zhou 2011Document5 pagesZhou 2011mohanthmohantyNo ratings yet
- CIRP 2016, Lupoi Et Al.Document4 pagesCIRP 2016, Lupoi Et Al.parand92No ratings yet
- 1 s2.0 S0257897210008091 MainDocument5 pages1 s2.0 S0257897210008091 MainDiana Petronela Burduhos NergisNo ratings yet
- Manpreet Et Al 2011Document13 pagesManpreet Et Al 2011manpreetNo ratings yet
- Interfacial Microstructure and Mechanical Properties of Diffusion BondedDocument8 pagesInterfacial Microstructure and Mechanical Properties of Diffusion BondedfarahNo ratings yet
- A Review On Thermal Barrier Coatings andDocument9 pagesA Review On Thermal Barrier Coatings andFreddy FernandezNo ratings yet
- Surface Properties and Activation Energy of Superplastically Carburized Duplex Stainless SteelDocument5 pagesSurface Properties and Activation Energy of Superplastically Carburized Duplex Stainless SteelElina AkbarzadeNo ratings yet
- Powder Technology: Lourival J. Mendes N., Edson Bazzo, J. Toste AzevedoDocument8 pagesPowder Technology: Lourival J. Mendes N., Edson Bazzo, J. Toste AzevedoMarlon Yesid PovedaNo ratings yet
- PTFE SiO2ThinFilmsDocument7 pagesPTFE SiO2ThinFilms陳信辰No ratings yet
- J Surfcoat 2005 10 007Document13 pagesJ Surfcoat 2005 10 007marNo ratings yet
- Residual Stress and Thermo-Mechanical Properties of Cold SprayDocument12 pagesResidual Stress and Thermo-Mechanical Properties of Cold Spraybat sohNo ratings yet
- Ceramics International: M. Niubó, J. Formosa, A. Maldonado-Alameda, R. Del Valle-Zermeño, J.M. ChimenosDocument8 pagesCeramics International: M. Niubó, J. Formosa, A. Maldonado-Alameda, R. Del Valle-Zermeño, J.M. ChimenosEnricNo ratings yet
- MPTMS Self-Assembled Monolayer Deposition For Ultra-Thin Gold Films For PlasmonicsDocument7 pagesMPTMS Self-Assembled Monolayer Deposition For Ultra-Thin Gold Films For PlasmonicsClaudio BiaginiNo ratings yet
- Structural Investigation and Gas BarrierDocument7 pagesStructural Investigation and Gas BarrierVelásquez AndradeNo ratings yet
- Cold Gas Spray Titanium Coatings Onto A Biocompatible PolymerDocument3 pagesCold Gas Spray Titanium Coatings Onto A Biocompatible Polymeranwalker123No ratings yet
- 1 s2.0 S0925838810002768 MainDocument5 pages1 s2.0 S0925838810002768 Mainyasemin gencbayNo ratings yet
- Effect of Surface Treatments On Fretting Fatigue of Ti-6Al-4VDocument9 pagesEffect of Surface Treatments On Fretting Fatigue of Ti-6Al-4Vdileep mNo ratings yet
- 2008-Investigation On Wear and Adhesion of Graded Si - SiC.DLC Coatings Deposited byDocument4 pages2008-Investigation On Wear and Adhesion of Graded Si - SiC.DLC Coatings Deposited byPing-Yen HsiehNo ratings yet
- PEEK Ftir ItpDocument11 pagesPEEK Ftir ItpAneta NiemiecNo ratings yet
- Bonding MechanismDocument16 pagesBonding MechanismUlana MasitohNo ratings yet
- Applied Surface ScienceDocument13 pagesApplied Surface Sciencefadfdafade uohdajufadNo ratings yet
- 2016-Thermal Model For Additive Restoration of Mold SteelsDocument9 pages2016-Thermal Model For Additive Restoration of Mold SteelssachinkashidNo ratings yet
- Effect of TiO2 Addition On The Microstructure and NanomechanicalDocument6 pagesEffect of TiO2 Addition On The Microstructure and NanomechanicalBM QNo ratings yet
- Role of Thermal Spray ProcessingDocument16 pagesRole of Thermal Spray ProcessingHERNANDO AUGUSTO JIMENEZ FORERONo ratings yet
- 1 s2.0 S1359835X05003957 Main PDFDocument14 pages1 s2.0 S1359835X05003957 Main PDFabiliovieiraNo ratings yet
- Benea 2016 IOP Conf. Ser. Mater. Sci. Eng. 106 012024Document9 pagesBenea 2016 IOP Conf. Ser. Mater. Sci. Eng. 106 012024Drishya K DonstonNo ratings yet
- Studies On The Effect of Nozzle-To-substrate Distance On The Structural, ElectricalDocument9 pagesStudies On The Effect of Nozzle-To-substrate Distance On The Structural, Electricalanon_475006600No ratings yet
- Solid State Sciences: R. Chandiramouli, B.G. JeyaprakashDocument9 pagesSolid State Sciences: R. Chandiramouli, B.G. JeyaprakashB Rajesh KumarNo ratings yet
- Nanostructured Fumed Metal Oxides For Thermal Interface PastesDocument12 pagesNanostructured Fumed Metal Oxides For Thermal Interface Pastes3 éme infraNo ratings yet
- 2014-SCT-Chaliampalias-Formation and Oxidation Resistance of Al-Ni Coatings On Low Carbon Steel by Flame SprayDocument7 pages2014-SCT-Chaliampalias-Formation and Oxidation Resistance of Al-Ni Coatings On Low Carbon Steel by Flame SpraySIVAJI TADISETTYNo ratings yet
- A Mechanistic Model For Carbon Dioxide Corrosion of Mild Steel in The Presence of Protective Iron Carbonate Films-Part 2: A Numerical ExperimentDocument9 pagesA Mechanistic Model For Carbon Dioxide Corrosion of Mild Steel in The Presence of Protective Iron Carbonate Films-Part 2: A Numerical ExperimentMauro CostaNo ratings yet
- Milestones in Functional Titanium Dioxide Thermal Spray Coatings: A ReviewDocument19 pagesMilestones in Functional Titanium Dioxide Thermal Spray Coatings: A ReviewKewell LimNo ratings yet
- Heat Transfer Phenomena of Glassy Carbon Foams: Chemical Engineering Research and DesignDocument3 pagesHeat Transfer Phenomena of Glassy Carbon Foams: Chemical Engineering Research and DesignFelix YudoNo ratings yet
- Equipo 1 - Applied Surface Science XXX (2016) XXX-XXXDocument9 pagesEquipo 1 - Applied Surface Science XXX (2016) XXX-XXXAbnerUrielPuchetaPerezNo ratings yet
- A Practical Guide For TBCs in Gas TurbinesDocument30 pagesA Practical Guide For TBCs in Gas Turbinestolentino.jason1222No ratings yet
- Fundamental Analysis of Cold Die Compaction of Reinforced Aluminum PowderDocument5 pagesFundamental Analysis of Cold Die Compaction of Reinforced Aluminum PowdererpublicationNo ratings yet
- Excellent Combination of Strength and Ductility in 15Cr-2Ni Duplex StainlessDocument8 pagesExcellent Combination of Strength and Ductility in 15Cr-2Ni Duplex StainlessSteven Andres Rodriguez PulidoNo ratings yet
- Coatings 11 00320Document15 pagesCoatings 11 00320Miguel Eduardo Avila SolerNo ratings yet
- Liguori - Long Time Stability - Membranes2014Document20 pagesLiguori - Long Time Stability - Membranes2014Edda Andrade RosalesNo ratings yet
- Effect of Spark Plasma Sintering Temperature On The Pore Characteristics, Porosity and Compression Strength of Porous Titanium FoamsDocument8 pagesEffect of Spark Plasma Sintering Temperature On The Pore Characteristics, Porosity and Compression Strength of Porous Titanium FoamsQuang Thuận NguyễnNo ratings yet
- 1 s2.0 S0921509312016061 MainDocument9 pages1 s2.0 S0921509312016061 Mainyasemin gencbayNo ratings yet
- Zhong 2012 Effect of Cooling Rate On Solidification Structure and Linear Contraction of A Duplex Stainless SteelDocument5 pagesZhong 2012 Effect of Cooling Rate On Solidification Structure and Linear Contraction of A Duplex Stainless Steelmeckup123No ratings yet
- Important Thesisadvance TBC TechniquesDocument14 pagesImportant Thesisadvance TBC Techniquesgkocak00No ratings yet
- Gerstenlauer 2014Document6 pagesGerstenlauer 2014lighttec21No ratings yet
- Composites: Part B: Cheng-Ho Chen, Jun-Jie Wang, Fu-Su YenDocument4 pagesComposites: Part B: Cheng-Ho Chen, Jun-Jie Wang, Fu-Su YenMazurchevici Andrei DănuţNo ratings yet
- Sciencedirect Sciencedirect SciencedirectDocument5 pagesSciencedirect Sciencedirect SciencedirectMazurchevici Andrei DănuţNo ratings yet
- Gore Sealant Technologies: Gasket Dimensions According To ASME B16.21-2005Document4 pagesGore Sealant Technologies: Gasket Dimensions According To ASME B16.21-2005Mazurchevici Andrei DănuţNo ratings yet
- AMPT2018 - Programme Booklet PDFDocument44 pagesAMPT2018 - Programme Booklet PDFMazurchevici Andrei DănuţNo ratings yet
- Explosive Forming An OverviewDocument7 pagesExplosive Forming An OverviewMazurchevici Andrei DănuţNo ratings yet
- Ceilcote 2000 Flakeline+wp+engDocument3 pagesCeilcote 2000 Flakeline+wp+engMohamed NouzerNo ratings yet
- An Con Couplers NZDocument16 pagesAn Con Couplers NZSergio Ito SunleyNo ratings yet
- Spring Return Pocket Tape Measures Will Generally Fit in A Pocket. They Are Small The Case Is Up To About ThreeDocument4 pagesSpring Return Pocket Tape Measures Will Generally Fit in A Pocket. They Are Small The Case Is Up To About ThreeNick MarinduqueNo ratings yet
- Phys QUIZDocument345 pagesPhys QUIZvpo1673No ratings yet
- RP8100Document4 pagesRP8100Ana Cecilia Gallegos PachecoNo ratings yet
- Cookson 1985Document32 pagesCookson 1985salman khanNo ratings yet
- PLC Exam Paper Mit ManipalDocument3 pagesPLC Exam Paper Mit ManipalAshley Jovian Correa50% (2)
- Java SwingDocument7 pagesJava SwingriteshyaaraaNo ratings yet
- Geotechnical Report DraftDocument41 pagesGeotechnical Report DraftMichelle PaninopoulosNo ratings yet
- GC-MS Quiz - RobDocument10 pagesGC-MS Quiz - Robchegu BusinessNo ratings yet
- System x3650 m3Document194 pagesSystem x3650 m3jakogriNo ratings yet
- Chapter 3-Radial Flow Into WellboreDocument53 pagesChapter 3-Radial Flow Into WellboreArif MokhtarNo ratings yet
- C30R-3 (US) 0CK50-M00830 - en PDFDocument109 pagesC30R-3 (US) 0CK50-M00830 - en PDFKALILNo ratings yet
- LTM26 Series PDFDocument0 pagesLTM26 Series PDFredxusNo ratings yet
- Engineering Tilt UpDocument334 pagesEngineering Tilt UpMTCLSNo ratings yet
- C-Power ACB Catalogue 1.7Document35 pagesC-Power ACB Catalogue 1.7diwakarNo ratings yet
- The Scientific AttitudeDocument2 pagesThe Scientific AttitudeDaniel FrazónNo ratings yet
- 12th Physics Centum Question Paper English MediumDocument5 pages12th Physics Centum Question Paper English MediumRR XEROX, ShanthinagarNo ratings yet
- Rate Analysis - 20200817Document12 pagesRate Analysis - 20200817a khanNo ratings yet
- Bridge Scoping Cost Estimate WorksheetDocument1 pageBridge Scoping Cost Estimate WorksheetPhil MarceloNo ratings yet
- Cadena Guí Porta Cable Energy Guiding Chains Series LC LFDocument64 pagesCadena Guí Porta Cable Energy Guiding Chains Series LC LFOscar GonzalezNo ratings yet
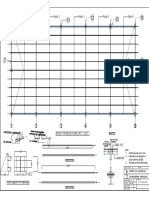
- DRAWING 1 JKS OIL SHED1-ModelDocument1 pageDRAWING 1 JKS OIL SHED1-ModelAPS DESIGN INFRA PVT.LTD.No ratings yet
- Enrollment Verification Form RvsedDocument1 pageEnrollment Verification Form RvsedRonkeiviah WilliamsonNo ratings yet