You might also like
- Why You Hear What You Hear: An Experiential Approach to Sound, Music, and PsychoacousticsFrom EverandWhy You Hear What You Hear: An Experiential Approach to Sound, Music, and PsychoacousticsRating: 5 out of 5 stars5/5 (1)
- Ultrasonic Testing (UT) TechniquesDocument30 pagesUltrasonic Testing (UT) TechniquesKrishnamoorthi GovinthanNo ratings yet
- Basic Principle of Ultrasonic Testing Is ReflectionDocument13 pagesBasic Principle of Ultrasonic Testing Is ReflectionJayaram MVNo ratings yet
- Ultrasonic Testing (UT) : The Engineers Edge Institute of NDTDocument83 pagesUltrasonic Testing (UT) : The Engineers Edge Institute of NDTThe Engineers EDGE, CoimbatoreNo ratings yet
- TestingDocument18 pagesTestingVivekanandan JNo ratings yet
- NDT-Ultrasonic TestingDocument42 pagesNDT-Ultrasonic TestingSameer Mohammad100% (4)
- Ultrasonic Testing ExplainedDocument20 pagesUltrasonic Testing Explained19114 GovindNo ratings yet
- 4 Ultrasonic TestingDocument86 pages4 Ultrasonic TestingmohammedNo ratings yet
- Raman Nath Study MaterialDocument24 pagesRaman Nath Study MaterialNitish KumarNo ratings yet
- Ultrasonic Testing General Basics Fundam 17-20Document4 pagesUltrasonic Testing General Basics Fundam 17-20Kevin HuangNo ratings yet
- Ultrasound NDTDocument25 pagesUltrasound NDTSai Ram Shyam SundarNo ratings yet
- Ultrasonic Testing of WeldsDocument10 pagesUltrasonic Testing of WeldsArun BalaNo ratings yet
- Ultrasonic TestingDocument85 pagesUltrasonic TestingSathish Raams100% (2)
- Ultrasonics Level 3ADocument156 pagesUltrasonics Level 3Anayan vyas100% (2)
- Introduction to Ultrasonic Testing PrinciplesDocument116 pagesIntroduction to Ultrasonic Testing PrinciplesMuhamad AnwarudinNo ratings yet
- Ultrasonic Testing MethodsDocument67 pagesUltrasonic Testing MethodsMOHAMMAD ALINo ratings yet
- Basic Principles of Ultrasonic Testing ExplainedDocument42 pagesBasic Principles of Ultrasonic Testing ExplainedhassanNo ratings yet
- AttenuationDocument37 pagesAttenuationvirat viratNo ratings yet
- Twi Ut2Document38 pagesTwi Ut2Ahmed El GehaniNo ratings yet
- Ultrasonic TestingDocument153 pagesUltrasonic Testinglucky kakanNo ratings yet
- 2 Intro - To - Ultrasonics 03092013 OKDocument43 pages2 Intro - To - Ultrasonics 03092013 OKferyNo ratings yet
- Ultrasonic TestingDocument29 pagesUltrasonic TestingOby RobiniNo ratings yet
- Asnt NDT Level Ii: Ultrasonic Testing (Ut)Document125 pagesAsnt NDT Level Ii: Ultrasonic Testing (Ut)Bibin 123No ratings yet
- Doppler Basics: DR - Priyatamjee BussaryDocument79 pagesDoppler Basics: DR - Priyatamjee BussarydrsanndeepNo ratings yet
- New UltrasoundDocument30 pagesNew Ultrasoundamittewarii100% (1)
- Ultrasonic Flaw Detection: KnowledgeDocument6 pagesUltrasonic Flaw Detection: KnowledgeShifali GowdaNo ratings yet
- Building Utilities 3: Lecture 1 - Waves and Sound WavesDocument120 pagesBuilding Utilities 3: Lecture 1 - Waves and Sound WavesJann BayotNo ratings yet
- 421 821 Chapter 6Document14 pages421 821 Chapter 6Marie Kris NogaNo ratings yet
- Utz Relevant Terminologiespdf PDFDocument47 pagesUtz Relevant Terminologiespdf PDFAmanda LoveNo ratings yet
- 2021 BUILDING UTILITIES 3 - Module 1 Lecture 1 Waves and Sound Waves (S)Document34 pages2021 BUILDING UTILITIES 3 - Module 1 Lecture 1 Waves and Sound Waves (S)Sophia Manila SillaNo ratings yet
- Slide UT Part 1Document42 pagesSlide UT Part 1Trung Tinh HoNo ratings yet
- UNIT 4 Complete Notes With MCQDocument76 pagesUNIT 4 Complete Notes With MCQshrimanNo ratings yet
- Medical Imaging: by Prof. M.M. MohamedDocument105 pagesMedical Imaging: by Prof. M.M. MohamedDwiKrismaPratabaNo ratings yet
- Sound PDFDocument53 pagesSound PDFDalitso SimonNo ratings yet
- Basic Ultrasound Physics: AmplitudeDocument90 pagesBasic Ultrasound Physics: AmplitudeZaveri PriyankNo ratings yet
- TWI UT Self NotesDocument12 pagesTWI UT Self NotesAnna PariniNo ratings yet
- Ultrasonics Demo 11Document299 pagesUltrasonics Demo 11Ayesha GeNo ratings yet
- Dr.R.Vasuki Associate Professor & Head Department of Physics Thiagarajar College of Engineering Madurai-625015Document35 pagesDr.R.Vasuki Associate Professor & Head Department of Physics Thiagarajar College of Engineering Madurai-625015Jay SrivastavaNo ratings yet
- Ultrasonic Flaw DetectionDocument15 pagesUltrasonic Flaw DetectionLeonardo.martinezNo ratings yet
- Ultrasonic Testing - Training NotesDocument80 pagesUltrasonic Testing - Training NotesRobert Maxwell88% (8)
- Untitled 1Document1 pageUntitled 1Eka SobiatinNo ratings yet
- Ultrasonics: (QN: - What Is Ultrasomics?)Document19 pagesUltrasonics: (QN: - What Is Ultrasomics?)Anna100% (2)
- Ultrasonic Testing Guide BookDocument81 pagesUltrasonic Testing Guide BookManoj Kumar100% (1)
- Basic Principles of Ultrasonic Testing PDFDocument73 pagesBasic Principles of Ultrasonic Testing PDFSisira Chandrasoma100% (1)
- Module 4 Ultrasonic TestingDocument112 pagesModule 4 Ultrasonic TestingSajeesh SajiNo ratings yet
- Ultrasonic Testing Course OverviewDocument158 pagesUltrasonic Testing Course OverviewGanesh Sekar100% (1)
- Lec 09 - Ultrasonic Testing PDFDocument92 pagesLec 09 - Ultrasonic Testing PDFBenidiktus Ma'dikaNo ratings yet
- An Introduction to Ultrasonic Flaw DetectionDocument7 pagesAn Introduction to Ultrasonic Flaw DetectionDeeNo ratings yet
- Sound Absorbing MaterialsDocument26 pagesSound Absorbing MaterialsCarlorel AnteNo ratings yet
- Sound Absorbing Materials: Types and ApplicationsDocument26 pagesSound Absorbing Materials: Types and ApplicationsCarlorel AnteNo ratings yet
- Sound Absorbing Materials: Types, Mechanisms and ApplicationsDocument26 pagesSound Absorbing Materials: Types, Mechanisms and Applicationsfranobeljo27No ratings yet
- Basic Ultrasonic Principles: P.J Suryavamshi Nde-HzwDocument26 pagesBasic Ultrasonic Principles: P.J Suryavamshi Nde-HzwSonu GeorgeNo ratings yet
- 421 821 Chapter 6Document17 pages421 821 Chapter 6April Mergelle LapuzNo ratings yet
- Medical Ultrasound Imaging TechniquesDocument46 pagesMedical Ultrasound Imaging TechniquesrominchiNo ratings yet
- Bio Accoustic 131203Document10 pagesBio Accoustic 131203Choirun Nisa Nur AiniNo ratings yet
- Mode Conversion: Understanding Wave Interactions at Material InterfacesDocument15 pagesMode Conversion: Understanding Wave Interactions at Material Interfacescal2_uniNo ratings yet
- Basic Principles of Ultrasonic TestingDocument73 pagesBasic Principles of Ultrasonic TestingDeepulal LalanNo ratings yet
- The Fast Track to Understanding Ham Radio PropagationFrom EverandThe Fast Track to Understanding Ham Radio PropagationNo ratings yet
- 02 Introduction To Sample PreparationDocument53 pages02 Introduction To Sample PreparationAri YusliandiNo ratings yet
- Oil Grease PumpDocument68 pagesOil Grease PumpedgarNo ratings yet
- RAC MCQs-180-set-01 V2Document24 pagesRAC MCQs-180-set-01 V2nimish lambatNo ratings yet
- Exercise 26:: ∆ l=1 mω l AY m, A Y ∆ l ∝ωDocument21 pagesExercise 26:: ∆ l=1 mω l AY m, A Y ∆ l ∝ωAbhishek PathakNo ratings yet
- Repair Welding of A Rotating Electrical Machine's Broken ShaftDocument7 pagesRepair Welding of A Rotating Electrical Machine's Broken ShaftLargyla Torres MendesNo ratings yet
- Sprocket and ChainDocument5 pagesSprocket and ChainRhea Jane DugadugaNo ratings yet
- Ccs Led Catalog 2016Document264 pagesCcs Led Catalog 2016dinhvanbkNo ratings yet
- 05-01-2023_Sr.Super60_NUCLEUS & ALL_BT_Jee-Main-GTM-02-First Year Syllabus_Q.PAPERDocument18 pages05-01-2023_Sr.Super60_NUCLEUS & ALL_BT_Jee-Main-GTM-02-First Year Syllabus_Q.PAPERVatsa RachuriNo ratings yet
- Gravitational Slingshot Effect Speed BoostDocument3 pagesGravitational Slingshot Effect Speed BoostFalihah BalqisNo ratings yet
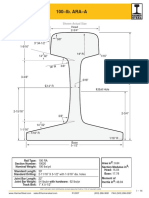
- 100 Lb-Yd ARA-ADocument1 page100 Lb-Yd ARA-ADario Bravo BordaNo ratings yet
- Air Conditioning Psychrometry GuideDocument11 pagesAir Conditioning Psychrometry GuideShirley Pelagio100% (1)
- Coulomb's LawDocument4 pagesCoulomb's LawPeterCiezczakNo ratings yet
- Sew Nema-C AdapterDocument4 pagesSew Nema-C Adaptermohdazlan hassanNo ratings yet
- Hierarchical Controller For Highly Dynamic Locomotion Utilizing Pattern Modulation and Impedance Control Implementation On The MIT Cheetah RobotDocument111 pagesHierarchical Controller For Highly Dynamic Locomotion Utilizing Pattern Modulation and Impedance Control Implementation On The MIT Cheetah RobotHong Phuoc DoanNo ratings yet
- ANNUAL-11th PHYSICS-SAMPLEDocument8 pagesANNUAL-11th PHYSICS-SAMPLEsyed ayaaanNo ratings yet
- Section 5 - PerformanceDocument124 pagesSection 5 - PerformanceflorentNo ratings yet
- KPC Master Catalog Parts v1!08!27 12Document2 pagesKPC Master Catalog Parts v1!08!27 12nachoNo ratings yet
- Instruction Manual For Mig/Mag (Co2) Welding Machine: Warpp Engineers Pvt. LTDDocument14 pagesInstruction Manual For Mig/Mag (Co2) Welding Machine: Warpp Engineers Pvt. LTDchristopher ng'ang'a kamauNo ratings yet
- Design of shafts, keys and couplingsDocument24 pagesDesign of shafts, keys and couplingsDnyaneshwar AkhareNo ratings yet
- Lighting Design Calculation Step-by-StepDocument8 pagesLighting Design Calculation Step-by-StepJesus Humberto Valdez Ramirez100% (1)
- Data Sheet Permutex WF-78-123Document1 pageData Sheet Permutex WF-78-123Mariana MeirelesNo ratings yet
- ECE485 Fa10 hw2Document3 pagesECE485 Fa10 hw2Ivan AvramovNo ratings yet
- Friction of Threaded FastenersDocument13 pagesFriction of Threaded Fastenersmirosek100% (1)
- OfficeServ 7070 Installation Manual (ED (1) .01)Document85 pagesOfficeServ 7070 Installation Manual (ED (1) .01)imella17100% (4)
- PHET Rates of Reaction SimDocument5 pagesPHET Rates of Reaction SimflickerNo ratings yet
- EMI & AC - Rudra SeriesDocument156 pagesEMI & AC - Rudra SeriesShubham AgarwalNo ratings yet
- Surface Equation Surface Equation Ellipsoid Cone: Z C X A y B A ! B ! C X A y B Z CDocument1 pageSurface Equation Surface Equation Ellipsoid Cone: Z C X A y B A ! B ! C X A y B Z CNaomy Zeledón RiveraNo ratings yet
- Atwood Water Heater Manual PDFDocument41 pagesAtwood Water Heater Manual PDFferrofabNo ratings yet
- DENISON HYDRAULICS axial piston pump goldcup series service informationDocument65 pagesDENISON HYDRAULICS axial piston pump goldcup series service informationDanilo Perez HenaoNo ratings yet
- Chapter 3-Equilibriu of ParticlesDocument102 pagesChapter 3-Equilibriu of ParticlesMohammed Al-OdatNo ratings yet