You might also like
- Time Dependent Values Allowable Stresses in ASME BPVC SecVIII Div1Document2 pagesTime Dependent Values Allowable Stresses in ASME BPVC SecVIII Div1LorenzoNo ratings yet
- James Walker Metaflex SGIR - SPG Revision 0 (2009!05!11)Document1 pageJames Walker Metaflex SGIR - SPG Revision 0 (2009!05!11)Dieter BuysseNo ratings yet
- Fabricated Multi-Layer Cylindrical Pressure VesselsDocument9 pagesFabricated Multi-Layer Cylindrical Pressure VesselsRaj SharmaNo ratings yet
- Cyclic Service - Intergraph CADWorx & AnalysisDocument2 pagesCyclic Service - Intergraph CADWorx & Analysisisrar khanNo ratings yet
- Background To Design Rules - Issue of EN13445 EN1591 Part PDFDocument19 pagesBackground To Design Rules - Issue of EN13445 EN1591 Part PDFBenoit LabreNo ratings yet
- TomboDocument32 pagesTomboJef BudihartoNo ratings yet
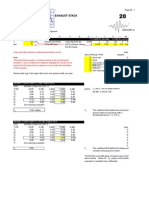
- Exhaust Stack: Engineering With The SpreadsheetDocument16 pagesExhaust Stack: Engineering With The SpreadsheetMakanjuola Ronald OlaitanNo ratings yet
- Belleville Disk Washer FormulaDocument2 pagesBelleville Disk Washer FormulajarnebergNo ratings yet
- Girth Flange Load Calculation Using by FEA TechniquesDocument12 pagesGirth Flange Load Calculation Using by FEA TechniqueskingstonNo ratings yet
- Dci Epe Bladder AccumulatorsDocument43 pagesDci Epe Bladder AccumulatorsMiguel YudegoNo ratings yet
- Silo Design 1 Consequence Class II I II (Capacity Given: 150 Tonnes) IIIDocument6 pagesSilo Design 1 Consequence Class II I II (Capacity Given: 150 Tonnes) IIIshubhamdereNo ratings yet
- Caesar Restraint Summary ExtendedDocument10 pagesCaesar Restraint Summary ExtendedrafiqhariyantoNo ratings yet
- Sand Handling For Heavy OilDocument27 pagesSand Handling For Heavy OilJose MarquezNo ratings yet
- ASME PCC - 1, App. O.Document1 pageASME PCC - 1, App. O.Shijumon KpNo ratings yet
- M 269-96 (2008) (Turnbuckles and Shackles)Document25 pagesM 269-96 (2008) (Turnbuckles and Shackles)tran_lamNo ratings yet
- TK-1560 A&bDocument23 pagesTK-1560 A&bromeo112976No ratings yet
- Clampco CatalogueDocument39 pagesClampco CatalogueMisaghNo ratings yet
- Oil-X Evolution: High Efficiency Compressed Air FiltersDocument24 pagesOil-X Evolution: High Efficiency Compressed Air FiltersAdegallasNo ratings yet
- Surface Sand Handling & MeasurementDocument43 pagesSurface Sand Handling & MeasurementMohamed HashemNo ratings yet
- 11005312-IBR Pipe CalculationDocument40 pages11005312-IBR Pipe CalculationTrishul Nath PallayNo ratings yet
- Made by Date: Top BTM Condition Condition Braced ? SS Slenderness Status Lo LeDocument12 pagesMade by Date: Top BTM Condition Condition Braced ? SS Slenderness Status Lo LeT Satheesh KumarNo ratings yet
- Simple joint design in steel structuresDocument8 pagesSimple joint design in steel structuresNikola PejatovicNo ratings yet
- PVP2006-ICPVT-11-93732: Seismic Analysis of A Pressure VesselDocument8 pagesPVP2006-ICPVT-11-93732: Seismic Analysis of A Pressure Vesselmario_gNo ratings yet
- Coke Drum Skirt ExampleDocument10 pagesCoke Drum Skirt Example2009tamerNo ratings yet
- WI06-0260 Calculations For Obround Nozzle ConnectionsDocument4 pagesWI06-0260 Calculations For Obround Nozzle ConnectionskumarNo ratings yet
- Brief Note PDFDocument37 pagesBrief Note PDFMoeenNo ratings yet
- Perforated Thk. 2mmDocument99 pagesPerforated Thk. 2mmMuhamad Amar Hakimmie SuhaimiNo ratings yet
- Design Cal - Feed PreheaterDocument61 pagesDesign Cal - Feed PreheaterIrshad HussainNo ratings yet
- Screw Conveyor and Feeder Calculation FiDocument90 pagesScrew Conveyor and Feeder Calculation FiTheodoros AtheridisNo ratings yet
- 07 Thermo Dyn Flue Design PDFDocument28 pages07 Thermo Dyn Flue Design PDFHomer SilvaNo ratings yet
- ,åtgfjt: Kuwait EngíneeríngDocument26 pages,åtgfjt: Kuwait Engíneeríngvignesh558855No ratings yet
- TK 1456Document20 pagesTK 1456romeo112976No ratings yet
- Design Sheet: Overseas Technical Engineering and Construction Pte LTDDocument33 pagesDesign Sheet: Overseas Technical Engineering and Construction Pte LTDSasikumar JothiNo ratings yet
- Arz 104 Wood 125141Document1 pageArz 104 Wood 125141youcef islaNo ratings yet
- ME ProductCatalogDocument20 pagesME ProductCatalogLim Chee SiangNo ratings yet
- Engg Databook ch9Document38 pagesEngg Databook ch9drjonesg19585102No ratings yet
- Conveyor Loads - CV100 & 110 PDFDocument4 pagesConveyor Loads - CV100 & 110 PDFJennifer HudsonNo ratings yet
- Question 1: Bezier Quadratic Curve Successive Linear Interpolation EquationDocument4 pagesQuestion 1: Bezier Quadratic Curve Successive Linear Interpolation Equationaushad3mNo ratings yet
- Multi Layer VesselsDocument26 pagesMulti Layer Vesselssaurabhsharma0103No ratings yet
- A Guide To Assist in Evaluating Liquid Fuel FlamesDocument16 pagesA Guide To Assist in Evaluating Liquid Fuel FlamestinuvalsapaulNo ratings yet
- MS 06 16 PDFDocument4 pagesMS 06 16 PDFPrateek RajNo ratings yet
- TOMBO BRAND GASKETSDocument117 pagesTOMBO BRAND GASKETSAnh CaoNo ratings yet
- Design Conditions: Design of Base PlateDocument6 pagesDesign Conditions: Design of Base PlateSaravanan SilambanNo ratings yet
- Stiffening Ring Design On PV Elite For External Pressure Acting On Thin Walled Cylindrical Mounded VesselDocument4 pagesStiffening Ring Design On PV Elite For External Pressure Acting On Thin Walled Cylindrical Mounded VesselEstuardo Javier Gan RodríguezNo ratings yet
- Design Example of Static Lateral Force ProduceDocument2 pagesDesign Example of Static Lateral Force Produceျမတ္ သူ ေအာင္No ratings yet
- As Built: Rfso, C/W Dip PipeDocument18 pagesAs Built: Rfso, C/W Dip Piperomeo112976No ratings yet
- Design and Study of Floating Roofs For Oil Storage TanksDocument12 pagesDesign and Study of Floating Roofs For Oil Storage TanksDavid RodriguesNo ratings yet
- Annex 28 Detailed Design ToolsDocument324 pagesAnnex 28 Detailed Design ToolsSelvaraji MuthuNo ratings yet
- Limit Load Analysis of Bolted Flange ConnectionsDocument11 pagesLimit Load Analysis of Bolted Flange ConnectionsMansonNo ratings yet
- Add-In Installation ManualDocument1 pageAdd-In Installation ManualUriel Jefferson MadrelejosNo ratings yet
- Absolutely leak proof gasket selectionDocument12 pagesAbsolutely leak proof gasket selectionbruteforce2000No ratings yet
- Whats New in Inventor 2017Document46 pagesWhats New in Inventor 2017KarisoNo ratings yet
- Annex V External PressureDocument26 pagesAnnex V External PressureJohnny VillarroelNo ratings yet
- GEA Cairplus DatasheetDocument2 pagesGEA Cairplus Datasheetlajharka50% (2)
- Project Report GKN Sinter MetalsDocument91 pagesProject Report GKN Sinter MetalsSanchay SaliNo ratings yet
- Manual de Utilizare Mecmesin BFGDocument16 pagesManual de Utilizare Mecmesin BFGPeter MateNo ratings yet
- Blower Belt Drive Tension: WarningDocument2 pagesBlower Belt Drive Tension: WarningAryo WicaksonoNo ratings yet
- Model A-396A Calibration Pump: Specifications - Installation and Operating InstructionsDocument1 pageModel A-396A Calibration Pump: Specifications - Installation and Operating InstructionsFranklin SalazarNo ratings yet
- Bolt Tensioners ManualDocument8 pagesBolt Tensioners ManualPV_ENGGNo ratings yet
- Mill - Spindle Drive Belt - Tension Adjustment - Gates Sonic MetDocument9 pagesMill - Spindle Drive Belt - Tension Adjustment - Gates Sonic Metkeith daviesNo ratings yet
- Pump Adjustment GuideDocument4 pagesPump Adjustment GuidegldiasNo ratings yet
- Manual de Operación y Mantenimiento Bomba FlygtDocument24 pagesManual de Operación y Mantenimiento Bomba Flygtmarge0110No ratings yet
- Fluokit PDFDocument52 pagesFluokit PDFElsonAlfredoEscobarArosNo ratings yet
- Car Dolly Illustrsated Parts DiagramDocument36 pagesCar Dolly Illustrsated Parts DiagramMike Wienhold100% (4)
- SP 168 eDocument10 pagesSP 168 erichardNo ratings yet
- Surge Arrester Pexlim I Pexlink enDocument28 pagesSurge Arrester Pexlim I Pexlink enRazvan MaresNo ratings yet
- Vulcan VN750A2 1986 PDFDocument432 pagesVulcan VN750A2 1986 PDFAlejandro MercadoNo ratings yet
- Rostock MAX v2 Assembly Guide 2ndeditionDocument263 pagesRostock MAX v2 Assembly Guide 2ndeditionAleksander PetersenNo ratings yet
- KZ 650 Starter Clutch RepairDocument6 pagesKZ 650 Starter Clutch Repairxehay45982No ratings yet
- DF 1250 MemoDocument32 pagesDF 1250 MemoNguyen Dai-VinamilkNo ratings yet
- 2008 Honda ARX1500T3 T3D Aquatrax Service Repair Manual PDFDocument30 pages2008 Honda ARX1500T3 T3D Aquatrax Service Repair Manual PDFfuksekfmmdNo ratings yet
- Em 419 R 08-96-90 350 CB II Hydraulic Press Brake Operation Safety and Maintenance ManualDocument81 pagesEm 419 R 08-96-90 350 CB II Hydraulic Press Brake Operation Safety and Maintenance ManualYipper Shnipper100% (4)
- Echo SRM21002110T1E - 111501Document29 pagesEcho SRM21002110T1E - 111501prep4fourNo ratings yet
- Fastener Training: Hex Head Cap Screw Hex Nuts Flat WashersDocument22 pagesFastener Training: Hex Head Cap Screw Hex Nuts Flat WashersOscar ChappilliquenNo ratings yet
- Gearench Product CatalogDocument76 pagesGearench Product Catalogmyscribdaccount77No ratings yet
- Jacoob Mortensen Friction Analysis of BoltsDocument82 pagesJacoob Mortensen Friction Analysis of BoltsmirosekNo ratings yet
- Shop Manual for WB97S-5E0 Backhoe-LoaderDocument616 pagesShop Manual for WB97S-5E0 Backhoe-LoaderJan Konieczny100% (3)
- Dom Unit I Imp QuestionsDocument1 pageDom Unit I Imp QuestionsSree MurthyNo ratings yet
- Jonsered gt26d Instruction ManualDocument13 pagesJonsered gt26d Instruction ManualjomakerNo ratings yet
- Safety Critical Parts List: MaintenanceDocument73 pagesSafety Critical Parts List: MaintenanceFelipe BecerraNo ratings yet
- Trx-S Frame Instruction ManualDocument20 pagesTrx-S Frame Instruction Manualtaxel0100% (1)
- Oclyte Product and Installation ManualDocument32 pagesOclyte Product and Installation ManualolunguNo ratings yet
- 80025376ipl - LoDocument71 pages80025376ipl - LoAchmad SyafrudinNo ratings yet
- DF 140Document21 pagesDF 140ErickGonzalezFrancoNo ratings yet
- Gop Ed Shop ManualDocument94 pagesGop Ed Shop ManualStephen ZachariasNo ratings yet
- 1901 TruckDocument10 pages1901 TruckGary B. Watts100% (3)
- Service manual contents guideDocument593 pagesService manual contents guideMelwyn Fernandes100% (1)
- Be30 (FB-11)Document422 pagesBe30 (FB-11)Phan Dung83% (6)
- Aspen Uksrg GuidelinesDocument32 pagesAspen Uksrg GuidelinesEshaan Awan100% (1)