You might also like
- Strategic and Operational PlanningDocument5 pagesStrategic and Operational Planningangie lloyd saligan100% (1)
- FPH-HP Install Manual V2.8Document38 pagesFPH-HP Install Manual V2.8steve67% (3)
- 2-2.2. Pokayoke Check SheetDocument1 page2-2.2. Pokayoke Check SheetRavi YadavNo ratings yet
- Customizing AOSP For Different Embedded Devices and Integration at Application Layer.Document11 pagesCustomizing AOSP For Different Embedded Devices and Integration at Application Layer.IJAFRCNo ratings yet
- Welding Cost Estimator PubDocument8 pagesWelding Cost Estimator Pubrockufool100% (4)
- Benchmarking Business Incubators Main ReportDocument47 pagesBenchmarking Business Incubators Main ReportNaveen Kumar Poddar100% (1)
- APQP Review File - Production Suppliers RecomendacionesDocument12 pagesAPQP Review File - Production Suppliers RecomendacionesBenygg GlezNo ratings yet
- BNY ADR Work AllocationDocument13 pagesBNY ADR Work AllocationimaarhaNo ratings yet
- TRCRG Otsr Smed 069 01 Saf Mabuhay AccommDocument16 pagesTRCRG Otsr Smed 069 01 Saf Mabuhay AccommAngelique Minorka Valones0% (1)
- Basics of Quality Improvement ToolsDocument10 pagesBasics of Quality Improvement ToolsAbraham GutierrezNo ratings yet
- Improve Press Shop Productivity Through Process EnhancementsDocument1 pageImprove Press Shop Productivity Through Process EnhancementsAmiya KumarNo ratings yet
- Micro Turn Product (Blue Colour Tag) : RejectDocument2 pagesMicro Turn Product (Blue Colour Tag) : RejectSahil WadhwaNo ratings yet
- 66 FM-TRD-05 Tool History CardDocument2 pages66 FM-TRD-05 Tool History CardUttrakhand Vibes- OriginalNo ratings yet
- Inventory Pick List Bin LookupDocument3 pagesInventory Pick List Bin LookupRoyadi AhmadNo ratings yet
- Lean FormsDocument103 pagesLean FormsWashington Fonseca100% (1)
- Opr # Desc Location M/C Desc Cycle Time (Secs) Manpower Available # of Machines AvailableDocument3 pagesOpr # Desc Location M/C Desc Cycle Time (Secs) Manpower Available # of Machines AvailableSudhaNo ratings yet
- Part Packing Standard for Ign. Body KTEADocument1 pagePart Packing Standard for Ign. Body KTEApulkit gargNo ratings yet
- Control Plan Ingersol RandDocument2 pagesControl Plan Ingersol Randrgrao85No ratings yet
- Quality PlanDocument1 pageQuality PlanKumar AshutoshNo ratings yet
- W43 W48 W04 W06 W07: Time Scale (Week)Document1 pageW43 W48 W04 W06 W07: Time Scale (Week)Steve WanNo ratings yet
- TPM 12 Steps RoadmapDocument10 pagesTPM 12 Steps RoadmapBinod Kafle100% (1)
- Quality Plan (Incoming) : Assy / Sub-Assy Name: Format No: Assy / Sub-Assy No: Latest Drawing Reference DetailsDocument5 pagesQuality Plan (Incoming) : Assy / Sub-Assy Name: Format No: Assy / Sub-Assy No: Latest Drawing Reference DetailsScientific KingNo ratings yet
- Packaging Details: Vendor Name & AddressDocument4 pagesPackaging Details: Vendor Name & AddressPk NimiwalNo ratings yet
- Project Planning Monitoring Tool MacroDocument11 pagesProject Planning Monitoring Tool MacroManoj R NairNo ratings yet
- Set-Up Approval Report-Separator LowerDocument2 pagesSet-Up Approval Report-Separator Lowerswaran autoqaNo ratings yet
- Referance Number of QC DeptDocument2 pagesReferance Number of QC Deptswapon kumar shillNo ratings yet
- D10414410A CP Rev 00Document21 pagesD10414410A CP Rev 00Suraj RawatNo ratings yet
- Quality Fall Out Safe Launch IMM's - FCA MP Program Nov 1 Al 13Document37 pagesQuality Fall Out Safe Launch IMM's - FCA MP Program Nov 1 Al 13Jose CepedaNo ratings yet
- Project Dry Docking Rampdoor Ali-7 Dan Ali-8: Progress ReportDocument1 pageProject Dry Docking Rampdoor Ali-7 Dan Ali-8: Progress Reportrianto arung payungNo ratings yet
- Please Attached For Con: Project Name Location: ....... Floor Carpark Area: Date: Daswin Office Tower ProjectDocument4 pagesPlease Attached For Con: Project Name Location: ....... Floor Carpark Area: Date: Daswin Office Tower ProjectWahyu Rohmad DiantoNo ratings yet
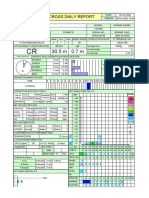
- Kcross Daily Report: 0Hr 24minDocument7 pagesKcross Daily Report: 0Hr 24minrichieNo ratings yet
- Ts Jetty2 Vopak r1Document1 pageTs Jetty2 Vopak r1Muhammad FachrurezaNo ratings yet
- OEE Calculation Example: Factors Number of Shifts Hours Per Shift TimeDocument16 pagesOEE Calculation Example: Factors Number of Shifts Hours Per Shift TimeMosfet AutomationNo ratings yet
- Weekly DPM Monitor SpreadsheetDocument3 pagesWeekly DPM Monitor SpreadsheetsmtdrkdNo ratings yet
- 5S - Levels of ExcellenceDocument2 pages5S - Levels of ExcellenceHartoyo SwiNo ratings yet
- Painting Layout: Tools Warehouse Temporary Storage Area For Plating MaterialDocument17 pagesPainting Layout: Tools Warehouse Temporary Storage Area For Plating MaterialHamdan ShadowNo ratings yet
- NG Most of Associate Not Like This Type of Food.: Hourly Production & 200% PDI Inspection Board To Be Updated OntimeDocument6 pagesNG Most of Associate Not Like This Type of Food.: Hourly Production & 200% PDI Inspection Board To Be Updated OntimeAravindh VenkateshNo ratings yet
- SPC Check SheetDocument10 pagesSPC Check Sheetambikaamjv2400No ratings yet
- Control Plan: Prelaunch Prototype ProductionDocument2 pagesControl Plan: Prelaunch Prototype ProductionBharathNo ratings yet
- Procurement ManagementDocument10 pagesProcurement ManagementRishabh AgarwalNo ratings yet
- Schedue IFS Metal 1Document1 pageSchedue IFS Metal 1IsaalexNo ratings yet
- April 2021 Production SheetDocument26 pagesApril 2021 Production SheetPrakash kumarTripathiNo ratings yet
- Daily Machine Production ReportDocument1 pageDaily Machine Production ReportimtiazNo ratings yet
- HR Finance Supply Chain Sales Warehouse CRM Quality Manufact UringDocument1 pageHR Finance Supply Chain Sales Warehouse CRM Quality Manufact UringPriyankka PRNo ratings yet
- Weekly ProgressDocument1 pageWeekly Progresscandex10No ratings yet
- PDCA - Audit DocumentaryDocument9 pagesPDCA - Audit DocumentaryElena BabinetchiNo ratings yet
- Master TimingDocument4 pagesMaster TimingPk NimiwalNo ratings yet
- 8-Step Problem Solving CardDocument2 pages8-Step Problem Solving CardAbdul RamliNo ratings yet
- Red Tag Register: Taurus Value Steel & Pipes PVT LTD IMSDocument1 pageRed Tag Register: Taurus Value Steel & Pipes PVT LTD IMSPrashanth ReddyNo ratings yet
- Overall Equipment Effectiveness (O.E.E.) Monitoring Sheet: Shift 1Document28 pagesOverall Equipment Effectiveness (O.E.E.) Monitoring Sheet: Shift 1Sukhjot SinghNo ratings yet
- Standard Operating ProcedureDocument4 pagesStandard Operating ProcedureJana VinayaNo ratings yet
- Ability Check SheetDocument9 pagesAbility Check Sheetravindra191274No ratings yet
- Fire Extinguisher Checklist AuditDocument5 pagesFire Extinguisher Checklist AuditSafety DeptNo ratings yet
- Jig and FixtureDocument92 pagesJig and FixturesubbuNo ratings yet
- 10-WI-29 Calibration 0f MicrometerDocument1 page10-WI-29 Calibration 0f MicrometerVijay Raj PuniaNo ratings yet
- Quality ControlDocument2 pagesQuality ControlKumar AshutoshNo ratings yet
- BP-5.1.2D OJT Effectiveness SHEET - Level-2Document1 pageBP-5.1.2D OJT Effectiveness SHEET - Level-2shinuNo ratings yet
- Competency MappingDocument38 pagesCompetency MappingprashanthNo ratings yet
- 6W2H For Side Wrinkles MY17 - RearDocument4 pages6W2H For Side Wrinkles MY17 - RearVishvendra Pratap SinghNo ratings yet
- OEE and TPR CalculationsDocument2 pagesOEE and TPR Calculationshasan_waqar2004No ratings yet
- Gauge repeatability reproducibility analysisDocument2 pagesGauge repeatability reproducibility analysismuthuselvanNo ratings yet
- F-tag issues trackerDocument1 pageF-tag issues trackerBrian FerateroNo ratings yet
- Kaizen: LK Pex AbDocument3 pagesKaizen: LK Pex AbSead ZejnilovicNo ratings yet
- APQP ProcedureDocument6 pagesAPQP ProcedureluckydaysNo ratings yet
- Water Mist Aerator For Water ConservationDocument1 pageWater Mist Aerator For Water ConservationGyanveer SinghNo ratings yet
- Escalation FlowDocument2 pagesEscalation FlowGyanveer SinghNo ratings yet
- QSP-0912 Predictive MaintenanceDocument2 pagesQSP-0912 Predictive MaintenanceGyanveer SinghNo ratings yet
- Lesson Plan in Aquaculture Ncii (Afa)Document3 pagesLesson Plan in Aquaculture Ncii (Afa)Adam WareNo ratings yet
- User Manual Xru016 - Reharunner-02-70Document20 pagesUser Manual Xru016 - Reharunner-02-70Tahir YousafNo ratings yet
- Aeroflex Metric Catalogue and SubmittalDocument8 pagesAeroflex Metric Catalogue and SubmittalZeeshanNo ratings yet
- C Piscine: Summary: This Document Is The Subject For Day01 of The C Piscine at 42Document15 pagesC Piscine: Summary: This Document Is The Subject For Day01 of The C Piscine at 42NestorNo ratings yet
- JDE Business Services (Oracle Hands On) - Table I/ODocument36 pagesJDE Business Services (Oracle Hands On) - Table I/ODeepesh Divakaran100% (1)
- ALPHA Commissioning ManualDocument43 pagesALPHA Commissioning Manualgmegoulis_772534693100% (1)
- Caitlyn Hamilton Resume and References 2Document4 pagesCaitlyn Hamilton Resume and References 2api-326168876No ratings yet
- GA450Document2 pagesGA450timingtoolNo ratings yet
- Zipper CatalogDocument21 pagesZipper CatalogAldesigns AlinNo ratings yet
- Sheet Common RailDocument2 pagesSheet Common RailsutiknoNo ratings yet
- An electronic device that accepts data, processes it, and provides outputDocument3 pagesAn electronic device that accepts data, processes it, and provides outputsonikonicaNo ratings yet
- MillionDollarPipsManual PDFDocument12 pagesMillionDollarPipsManual PDFOnes RoseNo ratings yet
- Valve Body and Disc Test PlanDocument4 pagesValve Body and Disc Test PlanJuan GaunaNo ratings yet
- NavigatorDocument40 pagesNavigatorCRIS SEDANTO100% (1)
- Fracture and DBTDocument16 pagesFracture and DBTSamNo ratings yet
- Yamaha O1vDocument315 pagesYamaha O1vOscar PachecoNo ratings yet
- Proc. For Radiographic Profile Thk. MeasurementDocument7 pagesProc. For Radiographic Profile Thk. MeasurementSergey KichenkoNo ratings yet
- Joseph Carreon: 3Mt0Ssuof Pomaansoernch Rehf2U0A2God0FDocument2 pagesJoseph Carreon: 3Mt0Ssuof Pomaansoernch Rehf2U0A2God0FBergonsolutions Aingel100% (1)
- PAI Industries, Inc. - Catalog LucesDocument1 pagePAI Industries, Inc. - Catalog LucesAlexis ValleNo ratings yet
- PPU UNIT 1 Part-1Document23 pagesPPU UNIT 1 Part-1VeeturiVarunNo ratings yet
- Copper-Brazed Steel Tubing: Standard Specification ForDocument4 pagesCopper-Brazed Steel Tubing: Standard Specification ForMartuaHaojahanSaragihSidabutarNo ratings yet
- 132 KV SSDocument597 pages132 KV SSrajat_zee83% (6)
- VrbookbigDocument428 pagesVrbookbigphanthanhhungNo ratings yet
- SMC RMI February 2023 CONSO REVISEDDocument174 pagesSMC RMI February 2023 CONSO REVISEDFrancisCarloTadenaNo ratings yet
- Lesson 4 - Applying Pascal'S: Example 1Document5 pagesLesson 4 - Applying Pascal'S: Example 1Hafizuddin DaudNo ratings yet
- Destiny 2: Destiny 2 Is An Online-Only Multiplayer First-Person Shooter Video GameDocument22 pagesDestiny 2: Destiny 2 Is An Online-Only Multiplayer First-Person Shooter Video GameDoktormin106No ratings yet