You might also like
- 1 General 2 Individual Buoyancy Equipment: I:/MSC/70/23A1.WPDDocument5 pages1 General 2 Individual Buoyancy Equipment: I:/MSC/70/23A1.WPDbaaziz2015No ratings yet
- MSC Revised Recommendations Lifejacket TestingDocument5 pagesMSC Revised Recommendations Lifejacket Testingbaaziz2015No ratings yet
- MSC.1-Circ.1318-Rev.1 - PDF (IMO Circular 1318 CO2 Maintenance) 4Document9 pagesMSC.1-Circ.1318-Rev.1 - PDF (IMO Circular 1318 CO2 Maintenance) 4AbuBakarSiddiqueNo ratings yet
- TSO C72cDocument6 pagesTSO C72cRobert FlorezNo ratings yet
- SOL 006 FI-FI Periodic Maintenance - Inspection and Testing 20rev. 10Document72 pagesSOL 006 FI-FI Periodic Maintenance - Inspection and Testing 20rev. 10Dan Nicole DadivasNo ratings yet
- 20 Guidelines For The Maintenance and Inspections of Fixed CarbonDocument8 pages20 Guidelines For The Maintenance and Inspections of Fixed CarbonBatuhan SürerNo ratings yet
- MSC.81 (70) Partie1Document5 pagesMSC.81 (70) Partie1baaziz2015No ratings yet
- 4 Albert Embankment London Se1 7Sr Telephone: 020 7735 7611 Fax: 020 7587 3210Document8 pages4 Albert Embankment London Se1 7Sr Telephone: 020 7735 7611 Fax: 020 7587 3210Jandy PratamaNo ratings yet
- West Clinton Fire District's Respiratory Protection ProgramDocument13 pagesWest Clinton Fire District's Respiratory Protection ProgramParag ChandankhedeNo ratings yet
- BAHAMAS CIRCULARDocument8 pagesBAHAMAS CIRCULARPrasad BangaruNo ratings yet
- Ci Fi BahamaDocument10 pagesCi Fi BahamaSuraj Kumar ChauhanNo ratings yet
- DGSEngineering Circular 1 of 2022Document12 pagesDGSEngineering Circular 1 of 2022Audumbar BhoiNo ratings yet
- Preventive Maintenance Checklist for Medical Imaging EquipmentDocument24 pagesPreventive Maintenance Checklist for Medical Imaging EquipmentfortroniNo ratings yet
- MSC.1/Circ.1328 11 June 2009Document11 pagesMSC.1/Circ.1328 11 June 2009Viddhesh ManjrekarNo ratings yet
- MSC Circ.1318Document8 pagesMSC Circ.1318Ashish SinghNo ratings yet
- Maintain Fire Safety EquipmentDocument12 pagesMaintain Fire Safety EquipmentwaliagauravNo ratings yet
- ASTM E1002 Leaks Using UltrASTM E1002 Leaks Using Ultrasonics Airborneasonics AirborneDocument4 pagesASTM E1002 Leaks Using UltrASTM E1002 Leaks Using Ultrasonics Airborneasonics AirborneSebastiánRodrigoPérezHenríquezNo ratings yet
- 2300GL User Manual PDFDocument141 pages2300GL User Manual PDFHicham_bennyaNo ratings yet
- LSA Testing Amendments MSC.488Document5 pagesLSA Testing Amendments MSC.488Rahul GolechaNo ratings yet
- Ci Fi Tuvalu Mc-7-2011Document20 pagesCi Fi Tuvalu Mc-7-2011franklindavid14No ratings yet
- Maintenance and Inspection of Fire Protection Systems and AppliancesDocument32 pagesMaintenance and Inspection of Fire Protection Systems and Appliancesdiegocely700615100% (1)
- MSC 1-Circ 1370Document7 pagesMSC 1-Circ 1370Renato RiveraNo ratings yet
- Penlon A-200 SP Circle Absorber - User ManualDocument40 pagesPenlon A-200 SP Circle Absorber - User ManualAnonymous oWnCVtEUQCNo ratings yet
- MSIS 12 CH 9 Rev4.14 - Life Line MarkingDocument11 pagesMSIS 12 CH 9 Rev4.14 - Life Line MarkingChristos LiavasNo ratings yet
- Guide To The Construction Installation Operation and Maintenance of Air ReceiversDocument34 pagesGuide To The Construction Installation Operation and Maintenance of Air Receiversjosh100% (1)
- Saep 333Document39 pagesSaep 333brecht1980100% (1)
- Ks MNL Eng 02 03 (Retriever Tks H)Document25 pagesKs MNL Eng 02 03 (Retriever Tks H)chakrapani vagish chandra pandeyNo ratings yet
- MSC 1 Circ 1432 and MSC 1 Circ 1516Document19 pagesMSC 1 Circ 1432 and MSC 1 Circ 1516FaisalNo ratings yet
- Specification For Hydraulic Rail TensorDocument6 pagesSpecification For Hydraulic Rail TensorakkuNo ratings yet
- Technical Notice SLS 6 Rev 2 - Fire Protection Systems Appliances and Compressed Gas Cylinder - Periodic Inspection Maintenance and TestingDocument17 pagesTechnical Notice SLS 6 Rev 2 - Fire Protection Systems Appliances and Compressed Gas Cylinder - Periodic Inspection Maintenance and TestingLuke WilsonNo ratings yet
- ASTP5004Document13 pagesASTP5004Hang NguyenNo ratings yet
- Frequently Asked Technical Questions for Hong Kong Cargo ShipsDocument10 pagesFrequently Asked Technical Questions for Hong Kong Cargo ShipssubashNo ratings yet
- GMW 14872 PDFDocument21 pagesGMW 14872 PDFJetesh Devgun100% (2)
- LPT Spe QB 1Document12 pagesLPT Spe QB 1Aruchamy SelvakumarNo ratings yet
- TB43 0151Document10 pagesTB43 0151Glenn SussNo ratings yet
- Pressure Testing Procedures for Refinery EquipmentDocument8 pagesPressure Testing Procedures for Refinery EquipmentsajiNo ratings yet
- Surface Water Treatment DevicesDocument15 pagesSurface Water Treatment DevicesChen YishengNo ratings yet
- SOL 006 FI-FI Periodic Maintenance, Inspection and Testing - Rev. 5Document15 pagesSOL 006 FI-FI Periodic Maintenance, Inspection and Testing - Rev. 5astrogazersailorNo ratings yet
- MSC.81 (70) Partie5Document5 pagesMSC.81 (70) Partie5baaziz2015No ratings yet
- 178 - Manual Advantage Lab AL02-02 & AL02-06 & AL02-08 Rev 00Document51 pages178 - Manual Advantage Lab AL02-02 & AL02-06 & AL02-08 Rev 00ermanno100% (2)
- Dryer-Regenerative-Blower Purge DBP 02250195-405 R00Document84 pagesDryer-Regenerative-Blower Purge DBP 02250195-405 R00andrei20041100% (2)
- Dgms AvaDocument3 pagesDgms AvaVinod GuptaNo ratings yet
- User's Manual for Vertical Flow BenchesDocument38 pagesUser's Manual for Vertical Flow BenchesAzeddine LANo ratings yet
- Preventive Maintenance PlanDocument16 pagesPreventive Maintenance PlanAugust Hari0% (1)
- Oisd - 128 PDFDocument34 pagesOisd - 128 PDFmotasem100% (2)
- Revised Recommendation on Testing of Life-Saving AppliancesDocument5 pagesRevised Recommendation on Testing of Life-Saving Appliancesbaaziz2015No ratings yet
- Section I-IV Front Cover-Index WarningsDocument24 pagesSection I-IV Front Cover-Index WarningsJaime ArreolaNo ratings yet
- Manual Servicio cm200Document149 pagesManual Servicio cm200davidNo ratings yet
- Malta - Fire Protection Systems, Appliances and Compressed Gas CylindersDocument20 pagesMalta - Fire Protection Systems, Appliances and Compressed Gas CylindersaleventNo ratings yet
- SOP For Serial Dilutions of Microbial CultureDocument5 pagesSOP For Serial Dilutions of Microbial CultureranerxNo ratings yet
- Pneumatic Leak Testing Procedure for Reinforcement PadsDocument4 pagesPneumatic Leak Testing Procedure for Reinforcement PadsHansel Francis100% (5)
- F09fire MonitorDocument14 pagesF09fire Monitorummi azzuhraNo ratings yet
- Testing of In-Service Insulating OilDocument15 pagesTesting of In-Service Insulating OilJicheng PiaoNo ratings yet
- Calibrate Fire & Gas Detection SystemsDocument5 pagesCalibrate Fire & Gas Detection Systemskirandevi1981No ratings yet
- Vessel Inspection PDFDocument18 pagesVessel Inspection PDFAhmed Imtiaz Rao100% (1)
- Ultrasound Analysis for Condition Monitoring: Applications of Ultrasound Detection for Various Industrial EquipmentFrom EverandUltrasound Analysis for Condition Monitoring: Applications of Ultrasound Detection for Various Industrial EquipmentRating: 4.5 out of 5 stars4.5/5 (3)
- Cryogenics Safety Manual: A Guide to Good PracticeFrom EverandCryogenics Safety Manual: A Guide to Good PracticeNo ratings yet
- Regulatory Oversight of Ageing Management and Long Term Operation Programme of Nuclear Power PlantsFrom EverandRegulatory Oversight of Ageing Management and Long Term Operation Programme of Nuclear Power PlantsNo ratings yet
- MSC.81 (70) Partie16Document5 pagesMSC.81 (70) Partie16baaziz2015No ratings yet
- Amendments To The Revised Recommendation On Testing of Life-Saving Appliances, As AmendedDocument2 pagesAmendments To The Revised Recommendation On Testing of Life-Saving Appliances, As Amendedbaaziz2015No ratings yet
- MSC.226 (82) Partie3Document2 pagesMSC.226 (82) Partie3baaziz2015No ratings yet
- Eor Course-Tripoli UniversityDocument96 pagesEor Course-Tripoli UniversityHuda BasimNo ratings yet
- MSC TESTING GUIDELINESDocument5 pagesMSC TESTING GUIDELINESbaaziz2015No ratings yet
- 9 Line-Throwing Appliances 9.1 Test For Pyrotechnics: I:/MSC/70/23A1.WPDDocument5 pages9 Line-Throwing Appliances 9.1 Test For Pyrotechnics: I:/MSC/70/23A1.WPDbaaziz2015No ratings yet
- Low Temperature Flexing: I:/MSC/70/23A1.WPDDocument5 pagesLow Temperature Flexing: I:/MSC/70/23A1.WPDbaaziz2015No ratings yet
- 6.6 Lifeboat Seating Strength Test: Davit-Launched LifeboatsDocument5 pages6.6 Lifeboat Seating Strength Test: Davit-Launched Lifeboatsbaaziz2015No ratings yet
- MSC.226 (82) Partie1Document2 pagesMSC.226 (82) Partie1baaziz2015No ratings yet
- MSC Resolution Revises Life-Saving Appliance Testing StandardsDocument5 pagesMSC Resolution Revises Life-Saving Appliance Testing Standardsbaaziz2015No ratings yet
- 7.5 Inflated Fast Rescue Boats: Power TestDocument5 pages7.5 Inflated Fast Rescue Boats: Power Testbaaziz2015No ratings yet
- MSC.81 (70) Partie1Document5 pagesMSC.81 (70) Partie1baaziz2015No ratings yet
- MSC.81 (70) Partie5Document5 pagesMSC.81 (70) Partie5baaziz2015No ratings yet
- MGN 541 Lifeboat Partie4Document1 pageMGN 541 Lifeboat Partie4baaziz2015No ratings yet
- Fuel shut-off valve marking requirements for lifeboatsDocument2 pagesFuel shut-off valve marking requirements for lifeboatsbaaziz2015No ratings yet
- Revised Recommendation on Testing of Life-Saving AppliancesDocument5 pagesRevised Recommendation on Testing of Life-Saving Appliancesbaaziz2015No ratings yet
- More Information: Safer Lives, Safer Ships, Cleaner SeasDocument1 pageMore Information: Safer Lives, Safer Ships, Cleaner Seasbaaziz2015No ratings yet
- MGN 541 Lifeboat Partie3Document1 pageMGN 541 Lifeboat Partie3baaziz2015No ratings yet
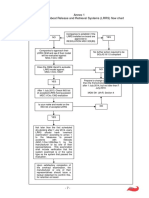
- Annex 1 Existing Lifeboat Release and Retrieval Systems (LRRS) Flow ChartDocument1 pageAnnex 1 Existing Lifeboat Release and Retrieval Systems (LRRS) Flow Chartbaaziz2015No ratings yet
- LifeboatChecklist Partie2Document2 pagesLifeboatChecklist Partie2baaziz2015No ratings yet
- LifeboatChecklist Partie5Document2 pagesLifeboatChecklist Partie5baaziz2015No ratings yet
- Lifeboat propulsion and fuel systems requirementsDocument2 pagesLifeboat propulsion and fuel systems requirementsbaaziz2015No ratings yet
- Daleel PSM System: Element 12 - Management of ChangeDocument3 pagesDaleel PSM System: Element 12 - Management of Changebaaziz2015No ratings yet
- LifeboatChecklist Partie1Document2 pagesLifeboatChecklist Partie1baaziz2015No ratings yet
- LifeboatChecklist Partie6Document2 pagesLifeboatChecklist Partie6baaziz2015No ratings yet
- MoC Development-Part5Document3 pagesMoC Development-Part5baaziz2015No ratings yet
- Management of Change - Relations To Other ElementsDocument3 pagesManagement of Change - Relations To Other Elementsbaaziz2015No ratings yet
- MUSCULAR SYSTEM WORKSHEET Slides 1 To 4Document4 pagesMUSCULAR SYSTEM WORKSHEET Slides 1 To 4kwaiyuen ohnNo ratings yet
- Miniaturized 90 Degree Hybrid Coupler Using High Dielectric Substrate For QPSK Modulator PDFDocument4 pagesMiniaturized 90 Degree Hybrid Coupler Using High Dielectric Substrate For QPSK Modulator PDFDenis CarlosNo ratings yet
- Porsche Boxster Versus Factory Five 818Document8 pagesPorsche Boxster Versus Factory Five 818SteveNo ratings yet
- Chapter 3Document58 pagesChapter 3hasanNo ratings yet
- Rental Range Powered by YANMAR Diesel GeneratorDocument6 pagesRental Range Powered by YANMAR Diesel GeneratorJonathan CastilloNo ratings yet
- Bs. in P&O India. Syllabus 2010Document58 pagesBs. in P&O India. Syllabus 2010Priscila Arriagada PulgarNo ratings yet
- Roland Berger Hot Trends InconstructionDocument24 pagesRoland Berger Hot Trends InconstructionJavier ContrerasNo ratings yet
- Empowerment Technologies: Quarter 3 - 8: Imaging and Design Fo R The Online Environment IDocument14 pagesEmpowerment Technologies: Quarter 3 - 8: Imaging and Design Fo R The Online Environment IShaira Jane Estrella UcolNo ratings yet
- Orac Charts - BuenisimoDocument92 pagesOrac Charts - BuenisimosanthigiNo ratings yet
- Tugas Bahasa Inggris-1Document8 pagesTugas Bahasa Inggris-1Nur KomariyahNo ratings yet
- Exercitii AdjectivDocument3 pagesExercitii AdjectivFirma GSCNo ratings yet
- Alaina W - Food Project ReflectionDocument1 pageAlaina W - Food Project Reflectionapi-438601399No ratings yet
- White Lies - Core RulebookDocument136 pagesWhite Lies - Core RulebookThiago AlmeidaNo ratings yet
- Labcelldivision ErikagutierrezDocument10 pagesLabcelldivision Erikagutierrezapi-336047220No ratings yet
- KND 3200 eDocument0 pagesKND 3200 eGianna FrolaNo ratings yet
- Column FootingDocument57 pagesColumn Footingnuwan01100% (7)
- Separation and Purification TechnologyDocument10 pagesSeparation and Purification TechnologyPedro Henrique MagachoNo ratings yet
- Line Pack Presentation - Dec 2018Document7 pagesLine Pack Presentation - Dec 2018Goran JakupovićNo ratings yet
- Tcgbutopia G8Document216 pagesTcgbutopia G8faffsNo ratings yet
- Engineering Statics FundamentalsDocument28 pagesEngineering Statics FundamentalsurwaNo ratings yet
- PDM TempDocument2 pagesPDM Tempamit rajputNo ratings yet
- Rainas, Lamjung: Office of Rainas MunicipalityDocument5 pagesRainas, Lamjung: Office of Rainas MunicipalityLakshman KhanalNo ratings yet
- Preventive Maintenance Service Concept For SPACOM Product FamilyDocument27 pagesPreventive Maintenance Service Concept For SPACOM Product FamilyMiguel MarquesNo ratings yet
- Rotating Sharp Shooting Multi Target Mechanism Improves Military AimDocument13 pagesRotating Sharp Shooting Multi Target Mechanism Improves Military AimVishal GNo ratings yet
- CFD Answer KeyDocument12 pagesCFD Answer KeyRaahini IzanaNo ratings yet
- Belazo Elastomeric Roof PaintDocument2 pagesBelazo Elastomeric Roof PaintrumahsketchNo ratings yet
- 4.2 - Traditional Double-Walled HapaDocument25 pages4.2 - Traditional Double-Walled HapaThakur VeeruNo ratings yet
- Stabil Drill Roller ReamersDocument2 pagesStabil Drill Roller ReamersIMEDHAMMOUDANo ratings yet
- HymssheetDocument4 pagesHymssheettoby_wardmanNo ratings yet
- CHAPT 12a PDFDocument2 pagesCHAPT 12a PDFindocode100% (1)