You might also like
- New Product Development FormatDocument6 pagesNew Product Development FormatArun RathoreNo ratings yet
- NPD Procedure & Apqp FormatDocument132 pagesNPD Procedure & Apqp FormatKaramjit Singh100% (2)
- Ppap Training PDFDocument27 pagesPpap Training PDFSamanthaPereraNo ratings yet
- APQP WorkbookDocument20 pagesAPQP WorkbookMahmoud Ben Nahia100% (6)
- System Audit RequirementDocument37 pagesSystem Audit Requirementavinashbatra171% (7)
- Vda Aiag FmeaDocument63 pagesVda Aiag FmeamoezNo ratings yet
- Apqp PpapDocument50 pagesApqp PpapEvandro Ribeiro50% (2)
- Iatf Gap Analysis ToolDocument100 pagesIatf Gap Analysis ToolKumaravel100% (3)
- Statistical Process Control Study: Data Collection: - Sample D2 A2 D4Document1 pageStatistical Process Control Study: Data Collection: - Sample D2 A2 D4sa_arunkumarNo ratings yet
- Process SheetDocument8 pagesProcess SheetSuraj RawatNo ratings yet
- APQP Check ListDocument17 pagesAPQP Check ListmdjeckelNo ratings yet
- Required Doc For IATFDocument3 pagesRequired Doc For IATFAbhayNo ratings yet
- Aiag Ppap Forms June 2013 ModDocument7 pagesAiag Ppap Forms June 2013 ModAdriana Martínez SorianoNo ratings yet
- Supplier APQP ProcedureDocument12 pagesSupplier APQP ProcedureNabeel Arya ZahranNo ratings yet
- NPD Check SheetDocument6 pagesNPD Check Sheets.charlie0% (1)
- Supplier APQP TrainingDocument32 pagesSupplier APQP TrainingMartin Boiani100% (1)
- PPAPDocument116 pagesPPAPevan100% (1)
- PS - APQP Check ListDocument15 pagesPS - APQP Check ListKristof MCNo ratings yet
- HR Cycle & Org Overview-1 PDFDocument8 pagesHR Cycle & Org Overview-1 PDFangga zalindraNo ratings yet
- Form Sheet AIAG VDA Design U Process-FMEA enDocument2 pagesForm Sheet AIAG VDA Design U Process-FMEA en57641100% (1)
- Ppap ChecklistDocument61 pagesPpap Checklistravindra erabatti100% (1)
- Road Map For IATF 16949 R-6 UpdatedDocument1 pageRoad Map For IATF 16949 R-6 UpdatedRavi javali100% (1)
- GM 1927-35 Run at Rate Form - 121049 - 01032010151508Document3 pagesGM 1927-35 Run at Rate Form - 121049 - 01032010151508Jetesh Devgun100% (1)
- APQP ENG SiemensDocument12 pagesAPQP ENG SiemensVikash KumarNo ratings yet
- 4th Edition Part Submission WarrantDocument4 pages4th Edition Part Submission WarrantAshishkekreNo ratings yet
- Part Submission Warrant: Organization Manufacturing Information Customer Submittal InformationDocument4 pagesPart Submission Warrant: Organization Manufacturing Information Customer Submittal InformationEly SaldivarNo ratings yet
- Production Part Approval Process (Ppap)Document20 pagesProduction Part Approval Process (Ppap)Primoz Cermelj100% (1)
- Submission Requirements: Supplier ChecklistDocument19 pagesSubmission Requirements: Supplier ChecklistSivakumar LNo ratings yet
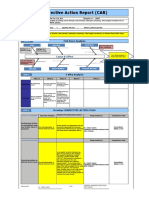
- Corrective Action Report (CAR) : Fish Bone AnalysisDocument2 pagesCorrective Action Report (CAR) : Fish Bone AnalysisFarrukh Jamil100% (1)
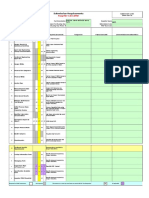
- Sr. No. Requirements: Ppap Check ListDocument3 pagesSr. No. Requirements: Ppap Check Listkamlesh kuchekarNo ratings yet
- Excel Tool Prozessaudit VDA 6.3 2010 enDocument37 pagesExcel Tool Prozessaudit VDA 6.3 2010 enrodolfo barbosa0% (1)
- PPAP Template InspectionXpertDocument14 pagesPPAP Template InspectionXpertda_reaper_dasNo ratings yet
- Cooper Industries PPAP Forms KitDocument25 pagesCooper Industries PPAP Forms KitAshutosh SinghNo ratings yet
- GP-12 Check SheetsDocument2 pagesGP-12 Check SheetsLam Nguyen100% (4)
- Production Part Approval ProcessDocument6 pagesProduction Part Approval ProcessleonardoNo ratings yet
- Benutzerhandbuch QTR Online Englische Version PDFDocument34 pagesBenutzerhandbuch QTR Online Englische Version PDFBrian BoruNo ratings yet
- Supplier APQP Training SupplementDocument78 pagesSupplier APQP Training SupplementjcperezNo ratings yet
- Sequential Spelling BrochureDocument2 pagesSequential Spelling BrochureAVKO Foundation100% (2)
- Measurement System Analysis - 4th Edt - Handouts 2Document28 pagesMeasurement System Analysis - 4th Edt - Handouts 2Anonymous DG3XjmT3SNo ratings yet
- Apqp PlanDocument3 pagesApqp Plananon-448387100% (1)
- Confidentiality Agreement For TrainersDocument2 pagesConfidentiality Agreement For TrainersDave Markle75% (4)
- Apqp PpapDocument50 pagesApqp PpapMiguel Neto100% (1)
- Aum Prasad Casting PVT LTD: 1. Types of Audit 2. Objectives Overview 3. Introduction To Clauses. 4. Conducting AuditDocument24 pagesAum Prasad Casting PVT LTD: 1. Types of Audit 2. Objectives Overview 3. Introduction To Clauses. 4. Conducting AuditpraveenNo ratings yet
- APQP ManualDocument57 pagesAPQP Manual57641No ratings yet
- IATF 16949 GM Customer Specific Requirements Dec 2016 GM ConfidentialDocument25 pagesIATF 16949 GM Customer Specific Requirements Dec 2016 GM ConfidentialwapmetalNo ratings yet
- Product Audit ChecklistDocument1 pageProduct Audit ChecklistRoy PhanNo ratings yet
- 1 ApqpDocument30 pages1 ApqpVIPIN YADAVNo ratings yet
- Layout Inspection Report XH5DR June 20 2012Document17 pagesLayout Inspection Report XH5DR June 20 2012nathiven100% (1)
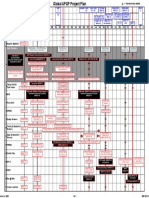
- GM 1927 01 Project PlanDocument1 pageGM 1927 01 Project Planmark100% (2)
- Forex Brokerage Firm Business PlanDocument13 pagesForex Brokerage Firm Business PlanmubitaNo ratings yet
- IATF Awareness TrainingDocument81 pagesIATF Awareness TrainingMR KonarengineeringNo ratings yet
- IATF 16949 DocumenDocument1 pageIATF 16949 Documenpunitg_2No ratings yet
- Apqp Status LogDocument1 pageApqp Status Logsathyabalaraman67% (3)
- DfmeaDocument42 pagesDfmeaabhijeet7362No ratings yet
- 5 CopqDocument20 pages5 CopqAyush NarangNo ratings yet
- SPA To SellDocument1 pageSPA To SellMarie Nickie Bolos100% (1)
- TS-16949 GM Customer-Specific RequirementsDocument13 pagesTS-16949 GM Customer-Specific Requirementstsllwt100% (1)
- Carv Full Report 49525Document2 pagesCarv Full Report 49525gaurav kumar100% (1)
- Core Tools Forms V5dDocument119 pagesCore Tools Forms V5dIng. Alberto AguilarNo ratings yet
- Ppap Level III RequirementsDocument1 pagePpap Level III Requirementsapi-383246575% (4)
- Supplier PPAP Manual 2Document25 pagesSupplier PPAP Manual 2roparn100% (1)
- MACE Formats 1Document46 pagesMACE Formats 1Ashish VaidNo ratings yet
- AIAGDocument29 pagesAIAGGunNandaTianPurnamaNo ratings yet
- Part Submission WarrantDocument2 pagesPart Submission WarrantDavid DiazNo ratings yet
- Cópia de PSW Truck IndustryDocument1 pageCópia de PSW Truck IndustryPaulaMagalhãesNo ratings yet
- Factors Influencing Technology Adoption Among Smallholder Farmers: A Systematic Review in AfricaDocument18 pagesFactors Influencing Technology Adoption Among Smallholder Farmers: A Systematic Review in AfricaMayo FadeyiNo ratings yet
- Edexcel GCSE: Unit 3H: Reading and Understanding in Urdu Higher TierDocument16 pagesEdexcel GCSE: Unit 3H: Reading and Understanding in Urdu Higher TierNour AbouzeidNo ratings yet
- Pencalonan Murid Broadcom Master Sempena Isef 2022-JohorDocument11 pagesPencalonan Murid Broadcom Master Sempena Isef 2022-JohorSYARIAH BINTI JAFAR MoeNo ratings yet
- 20th Century Music 21Document5 pages20th Century Music 21Jade Abella VillavelezNo ratings yet
- Sociocultural Perspectives On Second Language LearningDocument30 pagesSociocultural Perspectives On Second Language Learningsand godNo ratings yet
- .Archivetemp7. Visualizing ResearchDocument11 pages.Archivetemp7. Visualizing ResearchCRISTHIAN CAMILO GUARIN LADINONo ratings yet
- Bates 1991 - The Economics of Transition To DemocracyDocument5 pagesBates 1991 - The Economics of Transition To DemocracyÖ. Faruk ErtürkNo ratings yet
- Consideration of Internal ControlDocument10 pagesConsideration of Internal ControlMAG MAGNo ratings yet
- Dr. Shah Faesel v. UOI (Concurrence)Document8 pagesDr. Shah Faesel v. UOI (Concurrence)ChhatreshNo ratings yet
- IBSE Video Analysis ChecklistDocument2 pagesIBSE Video Analysis Checklistayuzshazrina01No ratings yet
- Block 2Document36 pagesBlock 2Shivangi SinghNo ratings yet
- Class X Political Sicence CartoonDocument23 pagesClass X Political Sicence CartoonKeshvardhanNo ratings yet
- Characteristics of Intermediate Learners PDFDocument2 pagesCharacteristics of Intermediate Learners PDFAisha CuradaNo ratings yet
- Halfmiles PCT Notes ResupplyDocument14 pagesHalfmiles PCT Notes ResupplyR KellyNo ratings yet
- English Combined1Document4 pagesEnglish Combined1rlsnaksNo ratings yet
- DS 132 Module PDFDocument105 pagesDS 132 Module PDFZakeyo Dala ChabingaNo ratings yet
- Mba Unit 2 and Unit 3Document23 pagesMba Unit 2 and Unit 3FarhaNo ratings yet
- Letter To DILGDocument2 pagesLetter To DILGVeda MariaNo ratings yet
- UPTU Cut Off List 2009 Kanpur Institute of Technology, KanpurDocument2 pagesUPTU Cut Off List 2009 Kanpur Institute of Technology, KanpurinfobashNo ratings yet
- Project On Big BazaarDocument108 pagesProject On Big BazaarIsaac XavierNo ratings yet
- Teradata Is An Enterprise Software Company That Develops and Sells Database Analytics Software SubscriptionsDocument4 pagesTeradata Is An Enterprise Software Company That Develops and Sells Database Analytics Software SubscriptionsEIE VNRVJIETNo ratings yet
- 11th Annual Report On Islamophobia EnglishDocument152 pages11th Annual Report On Islamophobia EnglishMajid JatoiNo ratings yet
- Domains of Enterprise ArchitectureDocument5 pagesDomains of Enterprise ArchitectureTalha GhauriNo ratings yet
- T-Mu-Md-00004-Ti-V2.0 - Independent Safety Assessor Requirements PDFDocument29 pagesT-Mu-Md-00004-Ti-V2.0 - Independent Safety Assessor Requirements PDF_ARCUL_No ratings yet
- Summer Internship Project Report On A Study On Stock Exchange in Sharekhan by BNP ParibasDocument6 pagesSummer Internship Project Report On A Study On Stock Exchange in Sharekhan by BNP Paribasritika koliNo ratings yet